 20万立方米粉煤灰加气混凝土砌块设计方案Word格式文档下载.docx
20万立方米粉煤灰加气混凝土砌块设计方案Word格式文档下载.docx
- 文档编号:19121305
- 上传时间:2023-01-04
- 格式:DOCX
- 页数:30
- 大小:32.17KB
20万立方米粉煤灰加气混凝土砌块设计方案Word格式文档下载.docx
《20万立方米粉煤灰加气混凝土砌块设计方案Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《20万立方米粉煤灰加气混凝土砌块设计方案Word格式文档下载.docx(30页珍藏版)》请在冰豆网上搜索。
考虑技术的先进性、机械化、自动化,以保证产品质量的稳定性与可靠性,适应经济发展区中型企业的环境。
力求节约投资资金,缩短建设周期,争取早日建成投产。
三:
建厂方案
1.工厂总占地面积大于35000平方米.
2.设原材料堆场,成品堆场。
生产过程设原材料处理工段,配料浇注工段,静停切割工段,蒸压养护及成品工段。
3.技术装备力求在保证质量和进度下就近配套,便于生产管理和维修。
4.厂区内设维修车间、化验室、仓库等附属设施。
5.从土建动工开始,建设周期六个月。
四:
主要原材料
1.粉煤灰:
干粉煤灰,由汽车运送至厂,气力输送至料仓;
技术要求如下:
二氧化硅及三氧化铝的含量大于70%,烧失量小于8%。
2.块状生石灰:
汽车运输入堆场;
有效氧化钙含量大于65%,消解时间8-15分钟,消解温度大于65度,过烧石灰含量小于8%,粉灰含量小于10%,氧化镁含量小于5%。
3.石膏:
汽车运至堆场;
二水生石膏或磷石膏,三氧化硫含量大于35%。
也可采用电厂的脱硫石膏。
4.铝浆:
汽车运输入厂,固体分含量大于65%,活性铝含量大于90%。
5.水泥:
32.5R散装水泥。
五:
供水、供电、供汽
1.供水:
采用地下水,生活用水采用自来水。
2.供电:
报装1000KVA的S-9变压器一台。
3.供汽:
利用锅炉的蒸汽供给直径2×
30m蒸压釜,而蒸压釜排放的余汽余热可回收利用于静停室保温。
六:
水文、地质、交通运输条件
1.水文:
满足工业区的要求,地平面±
0.000高于历史的最高水位线,保证工厂不会被洪水浸淹。
2.地质:
厂房基础采用独立或条形基础。
3.交通运输:
厂区内设环形水泥路,以满足原材料及成品的运输要求。
第二章建设规模与产品方案
一、建设规模
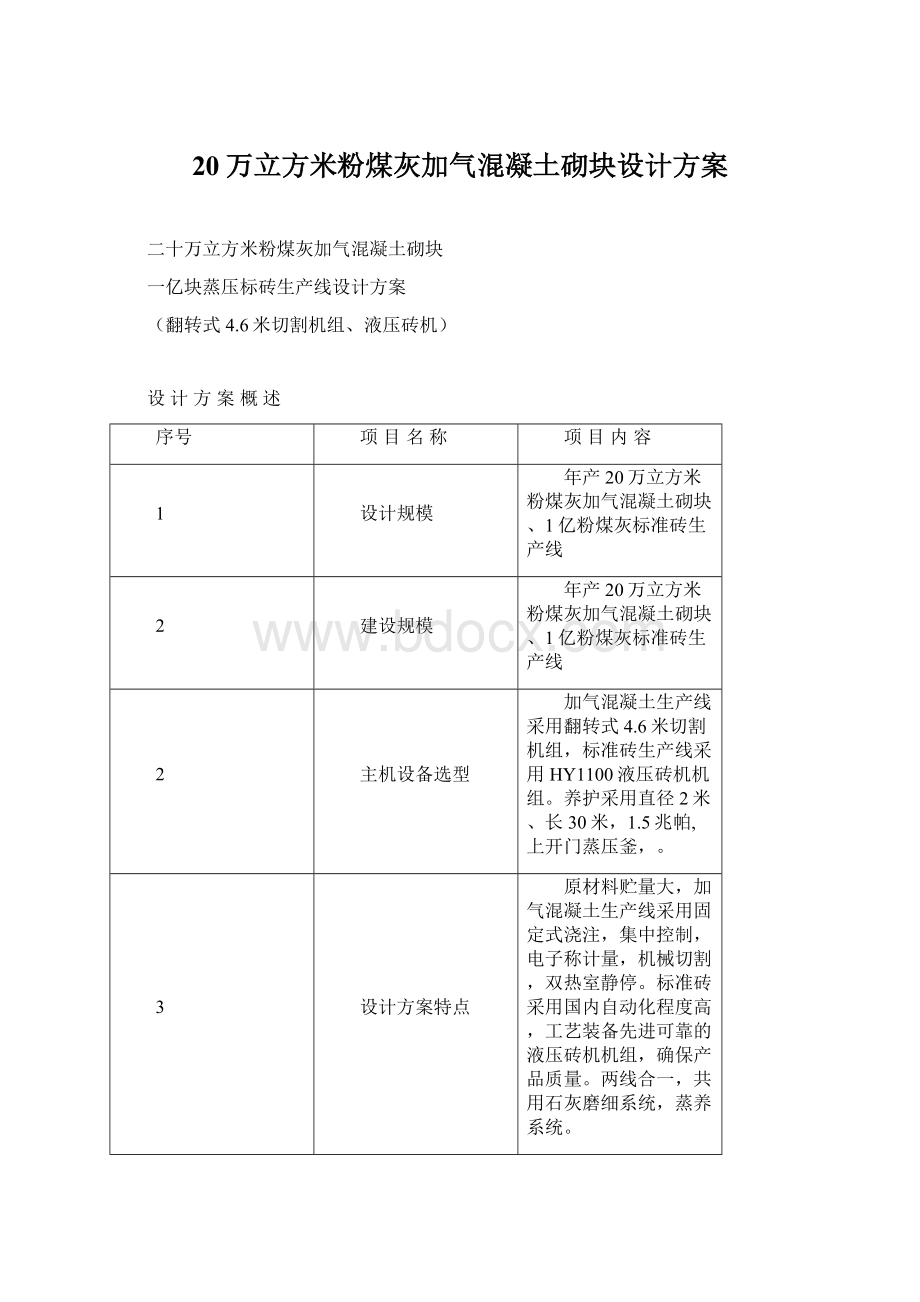
按年产20万立方米加气混凝土砌块,1亿标砖的规模设计,该生产线可同时生产20万立方米加气混凝土砌块、1亿标砖。
二、产品方案
蒸压加气混凝土砌块适用于一切非承重墙砌体的砌体、隔热与保温,蒸压粉煤灰砖可用来做承重墙的砌体。
三、产品品种
1.蒸压加气混凝土砌块:
长度:
600mm
高度:
200、240、250、300mm
宽度:
75、100、125、150、175、200、250mm
60、120、180、240mm
2.蒸压粉煤灰砖
长度×
宽度×
厚度=240×
115×
53mm
四、产品质量
容量级别:
500,600,700KG/m3(即05,06,07级)
抗压强度等级:
3.5、5.0、7.5Mpa(即35、50、75级)
干燥收缩值:
≤0.8mm/m
导热系数:
0.11-0.22KCal/m.h.℃
隔音性能:
40-47.45dB
按中华人民共和国国家标准GB11968-2006《蒸压加气混凝土砌块》的技术要求生产。
强度等级:
10兆帕;
15兆帕。
第三章生产组织生产定员人才培训
生产组织与定员
1.工作日制度:
全年日历天数365天,其中法定假日10天,大修15天,中小修25天,不可预见停产15天。
全年生产日为300天,加气混凝土为三班制生产,日平均产量667m3(相当于34万块标砖),蒸压粉煤灰砖为三班制生产,日平均产量34万块标砖。
2.工作制度:
加气混凝土实行三班工作制,蒸压粉煤灰砖为三班制生产。
见附表三。
3.机构设置
贯彻简而精,高效能的原则,整个生产线设为一个工厂,各车间设立班组管理,专职维修人员设为一个车间。
厂部设正、副厂长、总工程师各一人。
厂部职能设立生产技术部、经营部、财务部、办公室,使企业能在完成各项生产技术经济指标情况下正常运作。
4.人员来源
管理人员和生产技术骨干,在公司内选派或聘用素质较高的人员来担任。
一般的生产人员(操作工人)用招收新工人的办法解决。
5.劳动定员
全厂定员,以年产20万立方米加气混凝土砌块、1亿标砖作业定编:
见附表二:
人才培训
1.技术及管理人员培训
A.厂长和生产技术管理人员是基建班子成员。
B.参与现场施工、安装、试车试产的全过程实践。
C.熟悉图纸资料及说明书,生产工艺的要点、关键。
D.基建动工前,组织考察参观同类型、规模生产厂。
2.骨干工人的培训
各工种选派有一定文化、责任心的工人骨干2人,共15-20人到同类型、同规模的加气混凝土厂进行为期三周的实习培训,由厂长或生产管理人员带队,掌握操作技能,回厂后投入试车,将成为各工种岗位的骨干。
其中:
管理干部2人,原材料加工工种2人,配料浇注闷料5人,养护2人、切割工2人人,成型2人。
3.投产前的全员培训
投产前的全员培训,以新招收的工人和新进岗的管理人员为主。
培训内容:
生产工艺基本知识,三级安全教育,操作规程和操作技能现场培训。
第四章技术设计方案
设备技术与配套
加气混凝土及标砖生产的设备分类为:
1.各式运输机(斗提机、螺旋机等)与水泥厂生产设备一样,均属通用矿山设备。
2.起重机类也属工业通用起重设备,本设备与切割机配套,国内定点厂家生产。
3.压力容器类(蒸压釜)
国家有定点厂供应,蒸压釜全国有多个厂家生产,如常州、西安、峨嵋、山东等。
4.粉磨设备类:
与水泥厂的球磨设备相同。
5.切割机(专业设备):
采用具有国内最先进水平的翻转切割机,该机组的最大生产能力年产25万立方米,能对坯体进行六面切割,而且切割的外观尺寸可以达超国家优等品的标准。
该切割机是本公司新研发的新一代切割机,它具有性能可靠、先进、操作方便、维修简单、故障率低、切割的尺寸准确及外观漂亮等优点,该切割机吸取了国内空中翻转切割机及地面翻转切割机各自的优点,本机采用PLC控制,触摸式电脑操作系统,液压系统采用电磁阀控制,替代了目前各厂普遍采用的手拉杆控制,配备的所有液压及电控元件均采用进口,确保质量。
本机在横切、纵切上均是5毫米进位,可以生产各种规格的制品,其中在横切上采用气缸涨紧钢丝,滑道式固定钢丝方式,采用无极变速的双摆动,可以使您的制品更美观;
在水平切割上采用悬臂双卧式上齿条地面行走装置,切割间距大,可使坯体不会因水平切割缝导致坯体断裂,同时水平切割采用调频电机,切割速度可调,生产更为方便。
本机吸取了空中翻转切割机水平地面行走及上下切割采用落地生根固定架的方式,切割的坯体尺寸准确,外观漂亮,同时又解决了空中翻转坯体粘连、有硬废料、切割时对坯体性能要求高、坯体行走时容易倒坯、起重机不能互换、制品不能机械码垛装卸、生产效率低的缺点;
同时该机又吸取了地面翻转切割机的优点,紧凑、坯体不粘连等优点,又解决了切割尺寸不准确,易出现双眼皮的切割现象。
6.砖机:
选用福建海源自动化机械设备有限公司生产的HF1100全自动液压砖机,此机组自动化程度高,运行安全可靠,产量大,生产的产品密实,强度高达20兆帕,粉煤灰掺量高,单机生产效率达到国际先进水平。
7.自动摆道车及模具配套类:
由国内专业厂家加工制作。
8.轮碾机:
用来碾压消化后的粉煤灰,激发活性,由国内专业厂家加工制作。
以上分类所述,设备制造、配套、安装、调试的技术是可行的。
生产工艺设计
1.原材料
A.基本原材料:
石膏、石灰、粉煤灰是通用建筑材料。
B.20万立方米加气混凝土原材料年使用量:
水泥6800吨;
石灰22800吨;
粉煤灰:
81000吨;
石膏3400吨;
铝膏100吨。
C.1亿标准砖原材料年使用量:
石灰27600吨;
126500吨;
炉渣:
34500吨,矿渣:
34500吨,石膏6900吨;
2.工艺
工艺参数与配方。
本报告所提出的工艺参数、配方是根据目前的生产实践所总结的推荐性配方。
无疑是成熟的。
A.配方计量与控制通过重量定量计量器和配料电子称来实现配比的准确度。
B.搅拌浇注工艺,其时间、温度、速度是通过仪表监测和经验结合获得控制。
是整个工艺过程的关键工序,在现场技术人员的指导下,经过技术培训的工人是可以掌握的。
质量标准
质量控制与质量标准,按国家现行标准GB11968-97执行。
规格尺寸和强度等级均可达到规定要求。
生产工艺描述
1.原材料处理
A.水泥采用散装水泥,通过散装水泥车,气力输送至配料楼水泥贮仓。
本设计中考虑的水泥贮量为100吨。
B.石灰、石膏分别通过颚式破碎机破碎后,由提升机进入不同的两个仓,由电子皮带称计量给料,进入磨机混磨,磨细的混灰由提升机输送到配料楼混灰贮仓备用。
本设计中考虑的原状石灰及石膏的贮量各为100吨,破碎后各自的贮量也为100吨,混灰的贮量为160吨。
C.粉煤灰直接使用。
2.加气混凝土砌块配料浇注
以上物料备好后,微机各自计量,由搅拌机搅拌,尔后加入计量好的铝
粉,搅拌45秒后,浇注入模。
3.加气混凝土切割
浇注发泡后,坯体静停到一定的硬度(约2小时),即进行切割,通
过翻转切割机,把坯体翻转90度,首先进行水平切割,再完成竖向切割。
4.标准砖的配料、消化、轮碾
标砖所使用的原材料(粉煤灰、石膏、石灰)经原材料处理后,经过配料、搅拌、输送进入料仓进行消化,待石灰全部消解后,进行碾压备用。
5.标准砖的成型
碾压好的物料,经过压砖机即可压制成型标准砖砖坯。
6.蒸压养护
切割好的坯体,或压制成型的砖坯,通过行车编组,达到一定的数量后,即可进入蒸压釜进行养护。
本设计的生产工艺特点
1.定点浇注
采用定点浇注可以节省厂房面积,便于集中控制,同时操作时安全
卫生。
2.机械切割
采用具有国内先进水平的翻转切割机,该机组的最大生产能力年产
25万立方米,能对坯体进行六面切割,而且切割的外观尺寸可以达超国家
优等品的标准。
3.全自动集中控制
该工艺从配料到浇注均为电子称控制,自动化程度高,生产工艺先进。
4.切割前采用预养
切割前采用静停室进行热室养护,不仅加快坯体的硬化,减少坯体
的静停时间,提高生产效率,而且坯体发育均匀,气孔结构好,制品的
强度高,抗冻性好;
同时便于冬季生产,不会因环境温差导致坯体中间硬,
周边软。
5.蒸养前采用预养
蒸养前采用静停室进行热室养护,不仅加快坯体的硬化,减少坯体在蒸汽养护时制品爆裂,而且可以采用快速升压,提高蒸压釜的利用率,提高制品强度。
6.蒸压加气混凝土砌块和蒸压标准砖共用一条生产线,生产灵活,节省投资。
环保处理
1.本行业属无毒、无废水、废气、废渣的污染产生,与国家环境保护
政策无抵触。
锅炉烟气和尘粒处理,有随机配套的除尘系统,能满足消烟除尘的要
求,可达三类地区的排放标准。
2.在石灰粉磨车间,有少许石灰粉尘,在配料系统也有少许粉尘,但
技术上可采用收尘器,达到改善生产环境和劳动条件的目的。
3.生产中的废水及球磨机的冷凝水可全部回收利用,球磨机的噪音可
采取隔音措施。
4.绿化:
在新建厂的四周,厂区道路两侧及适宜的空地上栽种树木、
花草,以美化环境,改善工作和生活条件。
七:
蒸压加气混凝土砌块主要工艺参数
1.制品按600千克/立方米计
2.年产量200000立方米
3.设计配合比
水泥:
生石灰:
石膏
6%:
20%:
71%:
3%
铝粉膏420克/立方米外加剂400克/立方米
4.水料比0.62
5.每模制品按4.6×
1.2×
0.6=3.312立方米计
6.搅拌周期6-7分钟
7.浇注料浆温度45-48℃
8.坯体静停
静停时间1.5-2.0小时,静停温度85-93℃
静停后坯体强度0.15-0.18Mpa
9.蒸压养护制度
进出釜0.2小时
排气0.3小时
升压1.5小时
恒压6小时(1.35Mpa)
降压1.5小时
合计9.5小时
八:
蒸压粉煤灰标准砖主要工艺参数
1.制品按2300千克/千块计
2.年产量1亿块标准砖
矿渣:
12%:
55%:
15:
15:
3%
4.搅拌绝对用水量:
27—32%
5.搅拌后混合料容重:
600—750千克/立方米
6.消化时间:
1.5—2小时
7.消化后混合料水份:
17—19%
8.仓内混合料最高温度:
60--110℃
9.混合料出仓温度:
50--90℃
10.消化后混合料容重:
550--650千克/立方米
11.轮压后坯体水份:
19—23%
12.碾压后坯料容重:
750--850千克/立方米
13.砖坯重:
2.2—2.5千克/立方米
14.砖坯容重:
1.43—1.56千克/立方米
15.蒸压养护制度
进出釜0.5小时
排气0.5小时
恒压4小时(1.35Mpa)
合计8小时
九:
总图运输
1.厂区布局方案
根据厂区具体情况布局,原则上原材料堆场放在下风口。
产品堆放按一个月的产品并考虑不同规格分区堆放,需占地15000平方米,堆场采用混凝土地面,设排水沟,蒸汽管线架空明设,电线埋地暗敷,上水管道地下直埋。
2.交通运输
原则上原材料入厂,成品出厂与办公人员进出厂分开,可开二个大门,从而避免交通拥挤并减少污染。
十:
有关建筑设计说明
原则上根据甲方要求设计。
本设计方案如下:
1.建筑占地面积11000平方米。
2.生产线建筑面积9000平方米。
3.地面采用C15混凝土150毫米厚,屋面采用彩色波纹钢瓦,静停室及养护室采用预制混凝土空心板,内墙采用混合沙浆抹面20毫米厚,喷刷白色涂料,外墙水泥沙浆抹面,外贴马赛克,门窗采用铝合金窗。
4.结构:
主厂房采用排架结构,配料楼采用框架结构,静停室养护室采用砖混结构。
十一:
水暖通动力
1.生产及生活日用水量400立方米。
2.正常生产所需水压0.2兆帕,消防所需水压0.3兆帕。
3.给水系统为生活,生产,消防合并式,支状供水系统。
4.排水工艺采用循环用水,雨水排入明沟至厂外,生活污水排入化粪池。
5.采暖热媒为0.2兆帕的废蒸汽,又蒸养釜的余汽供给,静停室采用自制钢管散热器,管道明设。
6.全年用汽4.8万吨,蒸压养护制品采用1.35兆帕,其他用汽0.2-0.3兆帕。
电气设计说明
1.新建加气混凝土生产线用电设备安装功率1200千瓦,照明30千瓦,全车间同时使用系数0.7,自然功率因数0.75,变压器容量选用S-91000KVA一台。
2.自动控制
石灰及石膏,水泥,混灰,粉煤灰料浆的计量均采用自动控制,其中KT盘为模拟控制台,在4.000米层设集中控制室,生产机械均有就地启动试车按扭及事故停车开关,各楼层受配料之间均有信号联系。
3.主要电器设备选型
模拟控制台JT9016
动力配电柜XL-31
照明配电箱XMR-04
变电室低压柜GGP。
第五章投资估算
土地投资
本设计方案不考虑。
土建投资795万元
设备及运费投资:
2171万元
设备安装:
217万元(含水、电、汽)
筹建、设计、培训费、报建费等:
150万元
合计:
附表一:
加气砼制品工艺流程图
煤灰
石灰
石膏
水泥
铝浆
锅炉
搅拌
破碎
贮存
计量
泵送
磨细
进仓
蒸汽
贮罐
浇注
发泡
切割
蒸养
包装
出厂
附表二:
标准砖制品工艺流程图
炉渣
煤灰
输送
消化
碾压
成型
附表三:
全厂劳动定员表
岗位
职务
人数
三班定员
素质要求
公司领导
正、副总经理、总工程师
各1人
有企业经营管理技能
办公室
主任文秘司机
持有上岗证
生产技术部
经理
主管技术
主管设备
化验员
质检
有一定管理能力
技术人员
高中以上
市场部
主管供应
仓管
成品管理发货
业务员
1
12
有一定经商社交活动能力
财务部
主任出纳会计
3人
车间主任
正、副主任
有一定的生产组织能力
原材料处理
生产工
15
初中以上文化经培训
配料浇注
18
静停切割
编组
出进釜
坯体养护
配汽工
专业培训
成型
辅助工
电工、维修
技工
持证、初级以上电工
保卫
有一定责任心
食堂
合计
133
附表四:
工作制度
工段(岗位)名称
周别
班制
生石灰、石膏运输
连续周
三
水泥运输
不连续周
一
生石灰、石膏破碎
生石灰、石膏磨细(干)
粉煤灰料浆制备
切割
蒸压养护
成品堆场
11
化验室
发货
13
闷料轮碾成型
附表五:
年产20万立方米粉煤灰加气砼砌块与
年产1亿块蒸压标砖生产线投资概算
一、设备投资
设备名称
规格型号
单价(元)
数量
总价(元)
制造厂家
备注
粉煤灰处理系统(加气)
1.1
粉煤灰仓


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 20 立方 米粉 煤灰 混凝土 砌块 设计方案
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 对中国城市家庭的教育投资行为的理论和实证研究.docx
对中国城市家庭的教育投资行为的理论和实证研究.docx
-
二年级下册数学练习题大全.docx
-
二十年后回故乡的优秀作文.docx
-
软基换填施工方案.docx
-
《黑白装饰画》教案.docx
-
课堂教学改革实施方案5篇.docx
-
返璞归真简约致美解读《给予树》教学设计语文.docx
-
离职证明范本精选多篇.docx
-
《天局》全文.docx
-
我害怕作文集合15篇.docx
-
伏魔战记39详细攻略.docx
-
幼儿园学期计划.docx
-
雅思分类打印版Word格式文档下载.docx
-
年产1万吨竹子纤维加工项目可行性研究报告文档格式.docx
-
电商产业化项目投资经营商业计划书Word文件下载.docx
-
医学多媒体课件的设计与制作Word文档格式.docx
-
中学生中秋节想象作文Word格式.docx
-
等保20之漏洞扫描系统技术方案建议书Word文档格式.docx
-
培训学校个人工作计划模板5篇Word格式.docx
-
北京各区二模试题分类汇编文言文阅读Word文档下载推荐.docx
-
不同职业病危害因素的防护常识Word格式文档下载.docx
-
一年级上册同音形近字练习汇总Word文档格式.docx
-
班级家长会上班主任教师讲话稿Word下载.docx
-
科斯塔环载波恢复Word文件下载.docx
-
浙教义务版六年级语文下册教案 花潮Word文件下载.docx
-
集成电路设计与集成系统专业Word格式文档下载.docx
-
开工第一课专题讲座观后感文档格式.docx
-
东城区学年第一学期高三期末化学试题及答案Word格式文档下载.docx
-
苏教版六年级语文下册第七单元测试题Word格式文档下载.docx
-
学长征精神做红色传人活动方案文档格式.docx
-
读书笔记150字30篇文档格式.docx
-
中级经济法考前必背法条精华版备考资料Word格式.docx
-
经典销售语录.doc
-
现浇楼梯配筋图示.docx
-
小学六年级看图作文600字6篇.docx
-
统计学练习.doc
-
网球技术练习方法.doc
-
2022年电大《教育学》试题与成人高考专升本政治必背知识点复习提纲附两套试题及答案合编.docx
-
2022年成人高考专升本政治必背知识点复习提纲附两套试题与电大《建筑测量》形成性考核册作业试题两份汇编.docx
-
老师我想对您说(250字)作文.doc
-
卫生院聘用合同范本3篇范文资料.docx
-
职业教育专业教学资源库建设可行性报告(广西机电职业技术学院物业管理专业).doc
-
小学生寒假社会实践报告范本.docx
-
职业素质养成习题.doc
-
蜗杆减速器课程设计.docx
-
职业教育优秀宣传用语.doc
-
小学一年级上册语文阅读理解专项突破训练及答案.docx
-
聚会倡议书.doc
-
污泥处置实践中的技术路线思考.docx
-
小学语文专项整理成语俗语和谚语教学内容.docx
-
聚餐计划书.doc
