 半导体业用高效精密磨具的国产化进程精Word格式.docx
半导体业用高效精密磨具的国产化进程精Word格式.docx
- 文档编号:19044500
- 上传时间:2023-01-03
- 格式:DOCX
- 页数:9
- 大小:185.12KB
半导体业用高效精密磨具的国产化进程精Word格式.docx
《半导体业用高效精密磨具的国产化进程精Word格式.docx》由会员分享,可在线阅读,更多相关《半导体业用高效精密磨具的国产化进程精Word格式.docx(9页珍藏版)》请在冰豆网上搜索。
郑州磨料磨具磨削研究所是我国磨料磨具行业唯一的综合性研究开发机构,建于1958年,长期以来,承担着我国磨料磨具行业技术与新产品的研究开发、磨削理论的研究、专用设备仪器的研究开发、
3
B)两类,其中,金属结合剂对磨粒的把持强度高,耐磨、形状保持性好、使用寿命长,适用于高速、窄切缝、粗加工以及加工型面精度要求高的场合(如开槽)。
树脂结合剂对磨粒的把持强度较低、耐热性较差,但其自锐性好,且弹性
好,具有一定的抛光性能,适用于低速、切缝较宽及加工表面质量要求高的场合
(如精加工)
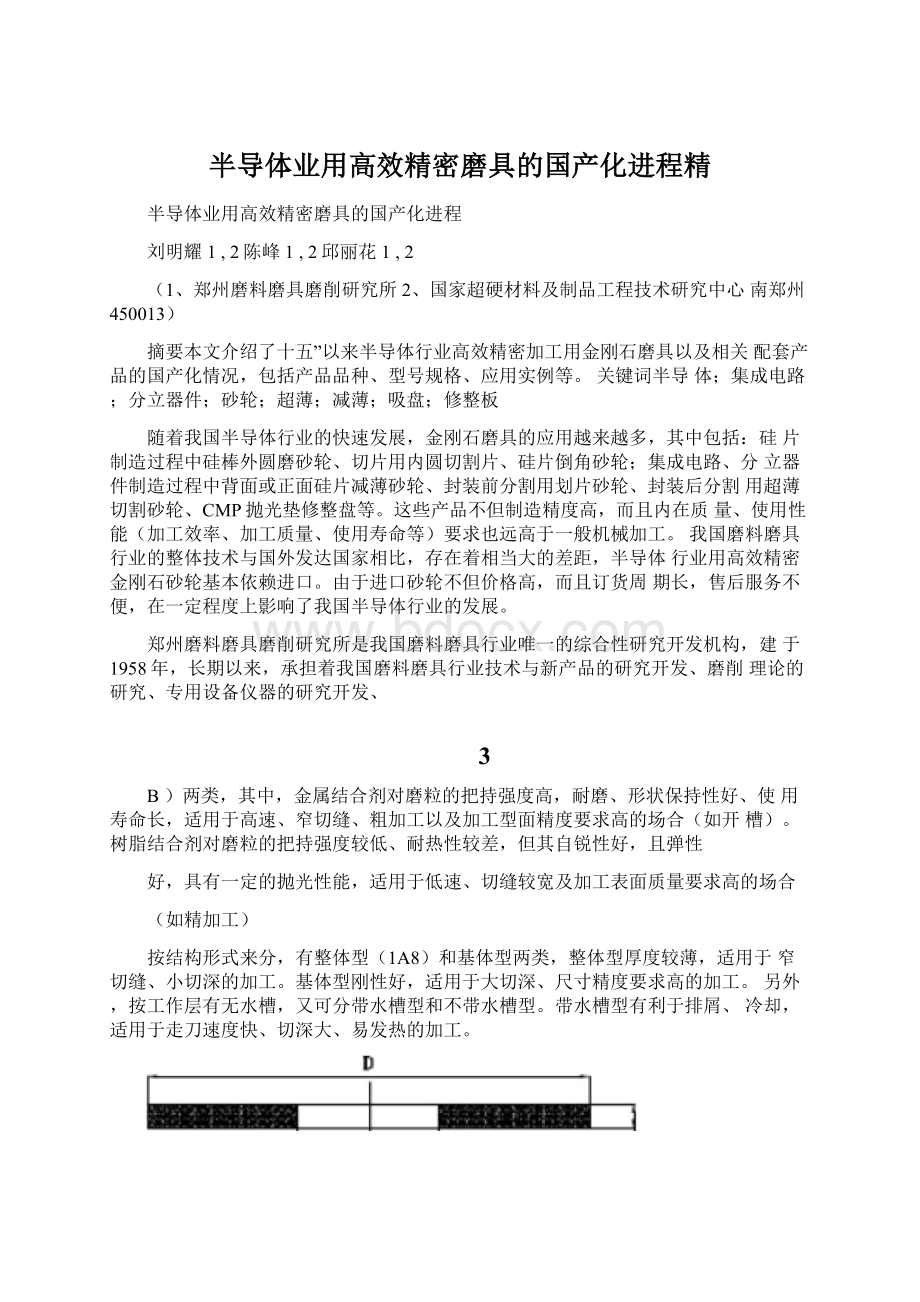
按结构形式来分,有整体型(1A8)和基体型两类,整体型厚度较薄,适用于窄切缝、小切深的加工。
基体型刚性好,适用于大切深、尺寸精度要求高的加工。
另外,按工作层有无水槽,又可分带水槽型和不带水槽型。
带水槽型有利于排屑、冷却,适用于走刀速度快、切深大、易发热的加工。
图1、1A8整体型超薄切割砂轮
图2、1A1基体型超薄切割砂轮
图3、1A1R基体型超薄切割砂轮
图4、1A8/2整体—水槽型超薄切割砂轮
T
图5、1A1/5基体一水槽型超薄切割砂轮
图6、1A1/6基体—水槽型超薄切割砂轮
5
图7、1B1基体型超薄切割砂轮根据结合剂种类与结构形式的不同,产品规格范围有所差别(D—外经,T—厚度):
金属整体型:
D4.5-152.4mm,T
>
0.08mm树脂整体型:
D4.5-152.4mm,T>
0.08mm金属基体型:
D30.0-203.2mm,T>
0.25mm树脂基体型:
D30.0-305.0mm,T>
0.20mm
根据结构形式的不同,厚度尺寸公差:
整体片可达±
).002mm,基体片可达
±
).005mm;
孔径均为H6、H7。
该系列产品的用途较广,以下仅举几例:
1)金属结合剂1A8型切割砂轮
砂轮规格:
M1A8:
58DX0.26T40H
切割对象:
BGA,工件厚度1.1mm,切深1.2~1.3mm
使用效果:
砂轮耐用度:
3500m,切缝崩口<
0.02mm
2)树脂结合剂1A8型切割砂轮
B1A8:
56DX).08T送5.4H
石英晶体,工件厚度0.5mm,切深0.3mm
1000m,切缝崩口<
0.015mm
3)金属结合剂1A1型切割砂轮(组合刀具,每组40片)
M1A1:
106D>
0.4T52HX0.4E3X
激光传输镜头,工件厚度3mm,切深3.5mm
砂轮寿命:
5000m,切缝崩口<
0.03mm,尺寸误差<
0.015mm
4)树脂1A1R型切割砂轮(组合刀具,每组15~30片)
B1A1R:
125D>
0.5T40H>
0.4E3.5X
DVD激光头、光学元件,工件厚度5~7mm,
切深4~8mm
10000刀,切缝崩口<
0.02mm,尺寸误差
<
5)金属1A8型切割砂轮(组合刀,每组4~7片)
114.3D0.243T69.875H
切割工件:
计算机软盘,硬盘磁头,工件厚度2.2mm,
切深3mm
6000刀,切缝崩口<
0.01mm,尺寸误差
0.01mm
以上加工均满足用户加工效率、加工质量等要求。
二、硅片减薄砂轮
该系列产品主要应用于集成电路、分立器件制造过程中晶圆背面或正面硅片的减薄磨削加工,具有磨削效率高,使用寿命长,加工表面质量好的特点。
我所于2004年开展产品开发,2005年开发成功,并批量投放市场,目前已在近二十家企业3-8英寸(1英寸=25.4毫米)生产线上得到应用。
该系列产品分为陶瓷结合剂(代号V)和树脂结合剂两类。
陶瓷结合剂对金
刚石磨粒的把持力较强,耐磨性较好,具有多气孔结构,有利于冷却和容屑,因此陶瓷结合剂砂轮切削锋利,磨削效率高,磨削过程中不易发热和堵塞,热膨胀量小,易控制加工精度,使用寿命较长,且容易修整,非常适合于硅片减薄的粗磨、半精磨加工工序。
树脂结合剂由于具有如前所述的特点,非常适合于加工余量很少、但表面质量要求很高的硅片的精磨、抛光等工序。
我所生产的硅片减薄砂轮主要型号有:
整环型、带水槽型、三椭圆带水槽型等,外径为
175—350mm
D
W-
■..
1"
1
k
■
%”
I
{
图8整环型减薄砂轮
W・
'
J
%
1
图9带水槽型减薄砂轮
图10三椭圆带水槽型减薄砂轮
我所研制的陶瓷砂轮粗磨4英寸分立器件使用寿命达到55000
件,粗磨6英寸集成电路使用寿命达到12000件,树脂砂轮精磨4英寸分立器件使用寿命达到60000多件,精磨6英寸集成电路使用寿命达到近10000件,加工效率、加工质量均满足用户生产工艺要求。
三、微孔陶瓷吸盘
该系列产品与减薄机、划片机配套使用,用作晶圆加工的吸附承载体。
该产品
具有组织结构均匀、强度高、寿命长、易于修整、环保等特点。
我所于2005年组
织该系列产品的开发,并于当年获得成功,现已投入批量生产。
该系列产品根据用途的不同分为两类,其中应用于减薄加工的为D型、G
型,分别应用于不同厂家的加工设备;
应用于划片加工的为H型
图11、D型陶瓷吸盘
图12、G型陶瓷吸盘
图13、H型陶瓷吸盘
根据用户加工的晶圆尺寸不同(3-8英寸)以及所使用的加工设备不同,微孔陶瓷吸盘的尺寸规格分别与之对应。
我所研制的微孔陶瓷吸盘,已批量应用于国内十余家企业的3-8英寸生产线
上。
使用结果表明,该系列产品性能良好,质量稳定,完全可替代进口产品。
四、砂轮修整板
砂轮修整板主要用于磨硅片砂轮初装时的整形及使用过程中的开刃,以消除砂轮装配精度误差及砂轮表面的堵塞,在保持砂轮与吸盘平行精度的同时,使砂轮表面磨粒具有合适的出刃高度,提高硅片的去除效率,减少被磨硅片的表面磨削应力及损伤层厚度。
我所于2005年下半年开发该系列产品,现已小批量生产。
目前我所生产的磨硅片砂轮修整板主要有两种:
固定式修整板
(DI、DII型)及手持式修整板(DIII型),适用于不同厂家的4~8英寸减
图14DI型修整板
图15DII型修整板
・n1a*1・rniii■・
■iaaarrn■■■rir
■r1H1■
leer■■s■■!
■!
r
a■a■■nma■h■na
■■r■i■ar■i■
r■f9rrr・r■rr••r
■■jds>
a・l.■d
m■knnaa・・・■■
J:
J
1<
[
图16DIII型修整板
固定式修整板既可用于砂轮整形,也可用于砂轮开刃。
使用时将该类修整板吸附在陶瓷吸盘上,采用与硅片背面减薄相似的工艺对修整板进行磨削,从而达到修整砂轮的目的。
其优点是修整后砂轮的端面与吸盘表面的平行度高,因而砂轮的磨削效果好;
缺点是需要对机台进行重新设置,影响生产,而且修整量不好把握。
手持式修整板主要用于砂轮工作表面开刃。
其优点是,砂轮的去除量少,不用改变机台的设定;
缺点是由于手持工具用力不易控制,
可能会造成砂轮的平面度及其与吸盘的平行度超差。
通常,对于磨削精度要
求高的加工,初次修整及中间修整都采用吸附式修整块。
我所生产的修整板主要规格为75-150,适用于4—8英寸,粒度为300#〜4000#D46、D15。
经用户使用表明,我所生产的修整板具有修形效率高、开刃效果好等特点,所修砂轮能够
满足硅片减薄加工要求。
五、结束语高效精密金刚石磨具的国产化工作是一项重要而艰巨的工作,目前已取得了很大的进展,我们相信,在半导体行业更多企业以及新老朋友的继续支持与配合下,我们一定能够在较短的时间内实现半导体行业用磨具品种全部国产化的最终目标。
作者简介:
刘明耀,男,教授级高工,享
受国务院政府特殊津贴专家,郑州磨料磨具磨削研究所副所长,国家超硬材料及制品工程技术研究中心副主任,全国磨料磨具标准化技术委员会主任委员。
从事超硬材料制品研究开发二十余年。
陈峰,男,教授级高工,郑州磨料磨具磨削研
究所副总工程师,制品三部主任,全国磨料磨具标准化技术委员会超硬材料及制品分会副主任委员,从事超硬材料制品研究开发十余年。
邱丽花,女,高工,郑
州磨料磨具磨削研究所制品二部主任,从事超硬材料制品研究开发二十年。
11


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 半导体 高效 精密 磨具 国产化 进程
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 对中国城市家庭的教育投资行为的理论和实证研究.docx
对中国城市家庭的教育投资行为的理论和实证研究.docx
-
二年级下册数学练习题大全.docx
-
二十年后回故乡的优秀作文.docx
-
软基换填施工方案.docx
-
《黑白装饰画》教案.docx
-
课堂教学改革实施方案5篇.docx
-
返璞归真简约致美解读《给予树》教学设计语文.docx
-
离职证明范本精选多篇.docx
-
《天局》全文.docx
-
我害怕作文集合15篇.docx
-
伏魔战记39详细攻略.docx
-
幼儿园学期计划.docx
-
雅思分类打印版Word格式文档下载.docx
-
年产1万吨竹子纤维加工项目可行性研究报告文档格式.docx
-
电商产业化项目投资经营商业计划书Word文件下载.docx
-
医学多媒体课件的设计与制作Word文档格式.docx
-
中学生中秋节想象作文Word格式.docx
-
等保20之漏洞扫描系统技术方案建议书Word文档格式.docx
-
培训学校个人工作计划模板5篇Word格式.docx
-
北京各区二模试题分类汇编文言文阅读Word文档下载推荐.docx
-
不同职业病危害因素的防护常识Word格式文档下载.docx
-
一年级上册同音形近字练习汇总Word文档格式.docx
-
班级家长会上班主任教师讲话稿Word下载.docx
-
科斯塔环载波恢复Word文件下载.docx
-
浙教义务版六年级语文下册教案 花潮Word文件下载.docx
-
集成电路设计与集成系统专业Word格式文档下载.docx
-
开工第一课专题讲座观后感文档格式.docx
-
东城区学年第一学期高三期末化学试题及答案Word格式文档下载.docx
-
苏教版六年级语文下册第七单元测试题Word格式文档下载.docx
-
学长征精神做红色传人活动方案文档格式.docx
-
读书笔记150字30篇文档格式.docx
-
中级经济法考前必背法条精华版备考资料Word格式.docx
-
绩效工资发放会议纪要.doc
-
第十届学生会体育部年度工作计划.doc
-
麻醉生理学复习思考题成人本科.docx
-
某项目策划方案.docx
-
临武事业单位招聘考试真题及答案解析卷13.docx
-
翻译上海高考英语一模专题.docx
-
出血性中风病人健康教育.docx
-
蚁峰金鼎新型社区项目商业计划书.doc
-
企业施行奖惩制度必须把同经济手段结合起来范文word版 12页.docx
-
马克思主义基本原理概论知识框架.docx
-
煤矿百日安全知识竞赛必答题库附答案共100题.docx
-
初中语文句子成分练习题汇编.docx
-
OHSMS职业健康安全内审检查表.docx
-
社团校内外活动安全管理制度.doc
-
继续教育《市场营销新趋势》部分参考答案.docx
-
第三方物流企业战略规划.docx
-
薪资方案.doc
-
二级建造师市政公用工程管理与实务简答题汇总定稿版.docx
-
维也纳森林的故事课文.doc
