 钣金折弯展开折弯系数折弯表与K因子Word文档格式.docx
钣金折弯展开折弯系数折弯表与K因子Word文档格式.docx
- 文档编号:18891057
- 上传时间:2023-01-02
- 格式:DOCX
- 页数:8
- 大小:372.38KB
钣金折弯展开折弯系数折弯表与K因子Word文档格式.docx
《钣金折弯展开折弯系数折弯表与K因子Word文档格式.docx》由会员分享,可在线阅读,更多相关《钣金折弯展开折弯系数折弯表与K因子Word文档格式.docx(8页珍藏版)》请在冰豆网上搜索。
2010-5-2110:
33
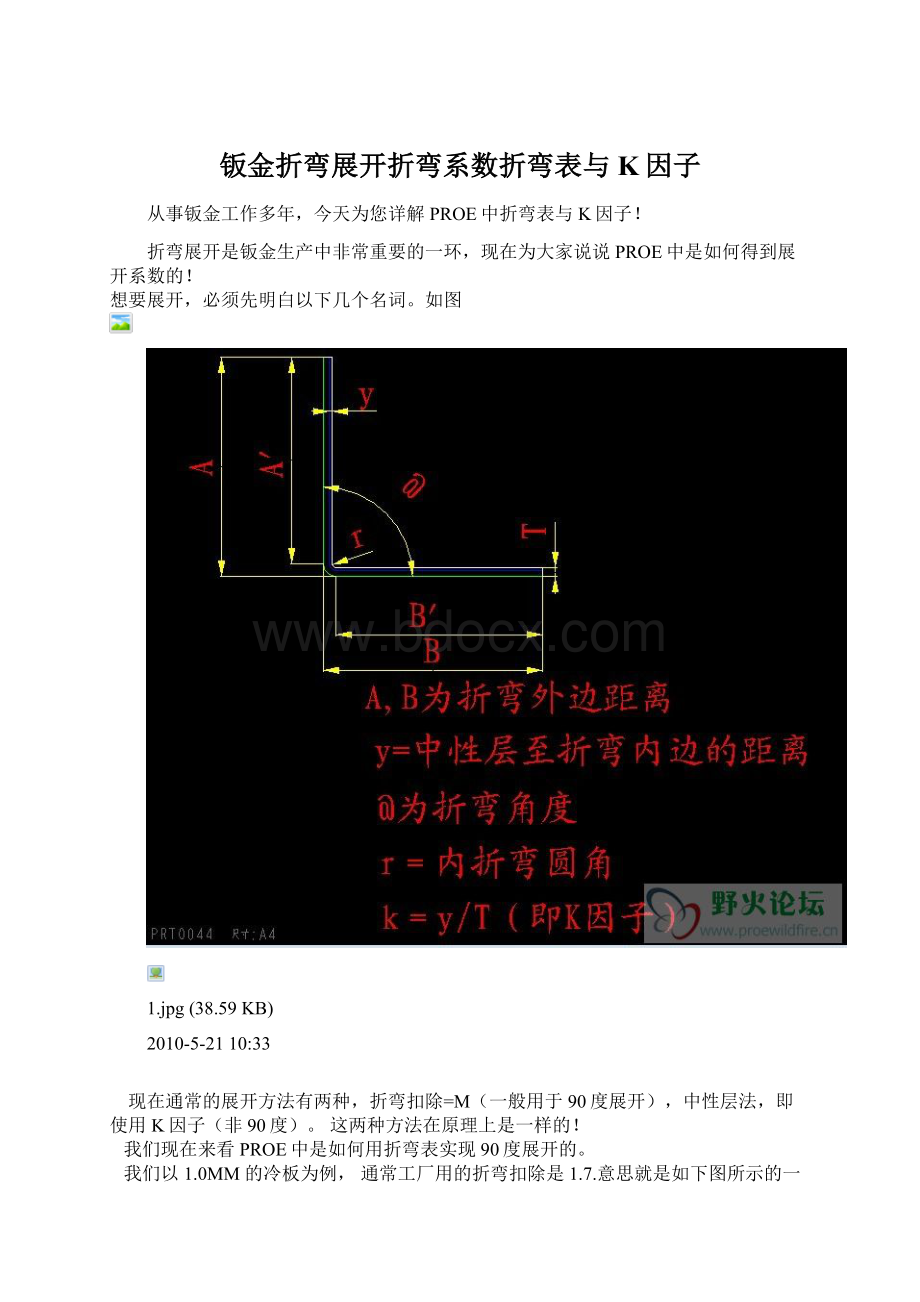
现在通常的展开方法有两种,折弯扣除=M(一般用于90度展开),中性层法,即使用K因子(非90度)。
这两种方法在原理上是一样的!
我们现在来看PROE中是如何用折弯表实现90度展开的。
我们以1.0MM的冷板为例,通常工厂用的折弯扣除是1.7.意思就是如下图所示的一个折弯件(长和宽都是25.折弯内角r=0.5),他的展开尺寸就是25+25-1.7=48.3
那在PROE中要如何得到这个值呢,新建一个钣金件,做如下图形,
2.jpg(49.01KB)
完成退出。
得到这样一个零件
3.jpg(38.08KB)
大家看到这里有个DEV值,这个值就是与钣金展开相关的一个值了,我们现在来看看他的展开尺寸,
4.jpg(35.81KB)
前面说了,这个钣金件的展开尺寸应该是48.3的,但这里只有48.2,小数点后面还一堆数,看起来就不爽!
如何改变他,使他变成我们所需要的呢?
这里就要改动那个DEV值了。
我们把DEV值设为1.3看看。
5.jpg(20.49KB)
再生后再次测量展开长度,
6.jpg(39.36KB)
嗯,这里已经是我们所需要的了,那么这个值是怎么来的呢?
这里提供个公式,DEV=2(r+T)-M,关于这个公式的意义和来历,等下再说。
我们再来看如何使用折弯表得到这个值
编缉-设置-折弯许可-定义,随便输入一个数字作为折弯表名,打开折弯表
22.jpg(49.52KB)
得到这个表,我们先看内侧半径(R)下面的那一横排,这排是定义折弯内圆角的,也即上图的r,再看厚度(T)下面的一竖排,这里定义的是板料的厚度。
两栏相交的格就是DEV值。
好。
我们在折弯表内填下如图的值。
8.jpg(8.02KB)
保存,退出。
现在我们把零件的厚度设为1.5MM。
他的折弯扣除应该是2.5MM。
那么展开长度应该是47.5,再来看看PORE中的展开长度是否如此!
9.jpg(15.61KB)
10.jpg(41.92KB)
嗯,完全稳合!
现在我们再来看中性层法,首先,大家先来看这个公式,L=A+B-2*tan(@/2)/(y+r)+2*PI*(y+r)*@/360,L为展开长度.对照第一个图,大家就应该明白了。
当@=90时,L=A'
+B'
+2*PI*(y+r)*@/360的。
联系上面的那个公式DEV=2(y+r)-M(折弯扣除)。
因此,我们在这里就可以得出这个公式,DEV=2*PI*(y+r)*@/360。
嗯。
这下子就得到DEV实际上就是中性层的弧长。
好,现在来看90度时怎么根据折弯扣除来求K因子,根据这个公式DEV=2*PI*(y+r)*@/360
DEV=2*(r+T)-M,y=k*T得出
k={[4*(r+T)-2M]/PI-r}/T.现在来验证下结果。
1.2的冷板,折弯扣除M=2.0MM,角度90,r=0.5求得K=0.3264。
把这个值写到这里
12.jpg(56.83KB)
看下展开长度。
13.jpg(33.83KB)
也是没问题的。
至于其他角度的方法也是一样,大家自已推导吧,本教程到此结束!


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 折弯 展开 系数 因子
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 铝散热器项目年度预算报告.docx
铝散热器项目年度预算报告.docx
-
牛津上海版通用小学英语三年级上册Unit 12同步练习2II 卷.docx
-
论我国私营企业员工激励机制.docx
-
人教版五年级品德与社会上册全册教案.docx
-
开学啦国旗下讲话稿三分钟.docx
-
露天采矿学复习题.docx
-
六年级英语教师年度考核个人总结.docx
-
某路站综合体项PC吊装施工方案.docx
-
人教版九年级历史上册期末考试试题一套.docx
-
隆昌妇幼保健院.docx
-
芦二矿抽采达标中长期规划.docx
-
看拼音写词语.docx
-
模拟磁盘调度算法系统的设计毕业设计.docx
-
每周一条名言警句或一首诗词.docx
-
棉花膜下滴灌示范工程设计总结报告.docx
-
九年级化学教案第十单元酸和碱教案新人教版.docx
-
宁波市水资源公报.docx
-
农业实用技术培训工作意见与农业局上半年工作总结范例两篇汇编.docx
-
平行线的判定.docx
-
内部会计管理制度11成本核算制度.docx
-
盘扣式脚手架支撑方案.docx
-
旅游规划模板.docx
-
煤矿大本大专毕业设计大采高综采工作面作业规程.docx
-
美学选择题整理课件资料.docx
-
名家论腹泻慢性肠炎.docx
-
宁夏银川市第一中学学年高一上学期期中考试地理试题解析解析版.docx
-
年产吨精密纤维纸项目建设建议书.docx
-
农技推广中心工作总结.docx
-
彭宇案的法逻辑批判.docx
-
宁夏仕奇房产网发布份房地产交易情况.docx
-
项目推荐书智能温控节能系统.docx
-
区县节日期间加强消防安全讲话稿与区发改委领导班子述职述廉报告汇编.docx
-
全面预算管理系统流程.docx
-
人生信条座右铭.docx
-
生产设备日保养记录.docx
-
让心靠近学会沟通.docx
-
人教版语文八上《背影》word同步测试.docx
-
人教版英语必修六词汇.docx
-
钱梦龙路是这样走出来的.docx
-
三国塔防魏传攻略图解.docx
-
省直及参公单位.docx
-
三年级科学上第三单元教案.docx
-
人力资源管理新经济时代的企业人力资源管理.docx
-
施工人员质量教育.docx
-
三起抽油机伤害事故共11页.docx
-
厦门市大力推动会展业改革创新发展的实施意见.docx
-
人教版部编本一年级下册第56单元全部教案.docx
-
全区应急管理科普宣教实行方案.docx
-
山东省潍坊市高考历史二轮复习交流材料精耕细作科学备考提高效率强力攻坚word文档资料.docx
-
入团申请书范文1500字.docx
-
石油工程建设施工安全规定doc.docx
