 锌电解槽计算Word下载.docx
锌电解槽计算Word下载.docx
- 文档编号:18798940
- 上传时间:2023-01-01
- 格式:DOCX
- 页数:12
- 大小:38.91KB
锌电解槽计算Word下载.docx
《锌电解槽计算Word下载.docx》由会员分享,可在线阅读,更多相关《锌电解槽计算Word下载.docx(12页珍藏版)》请在冰豆网上搜索。
0.045
0.005
0.0004
4.720
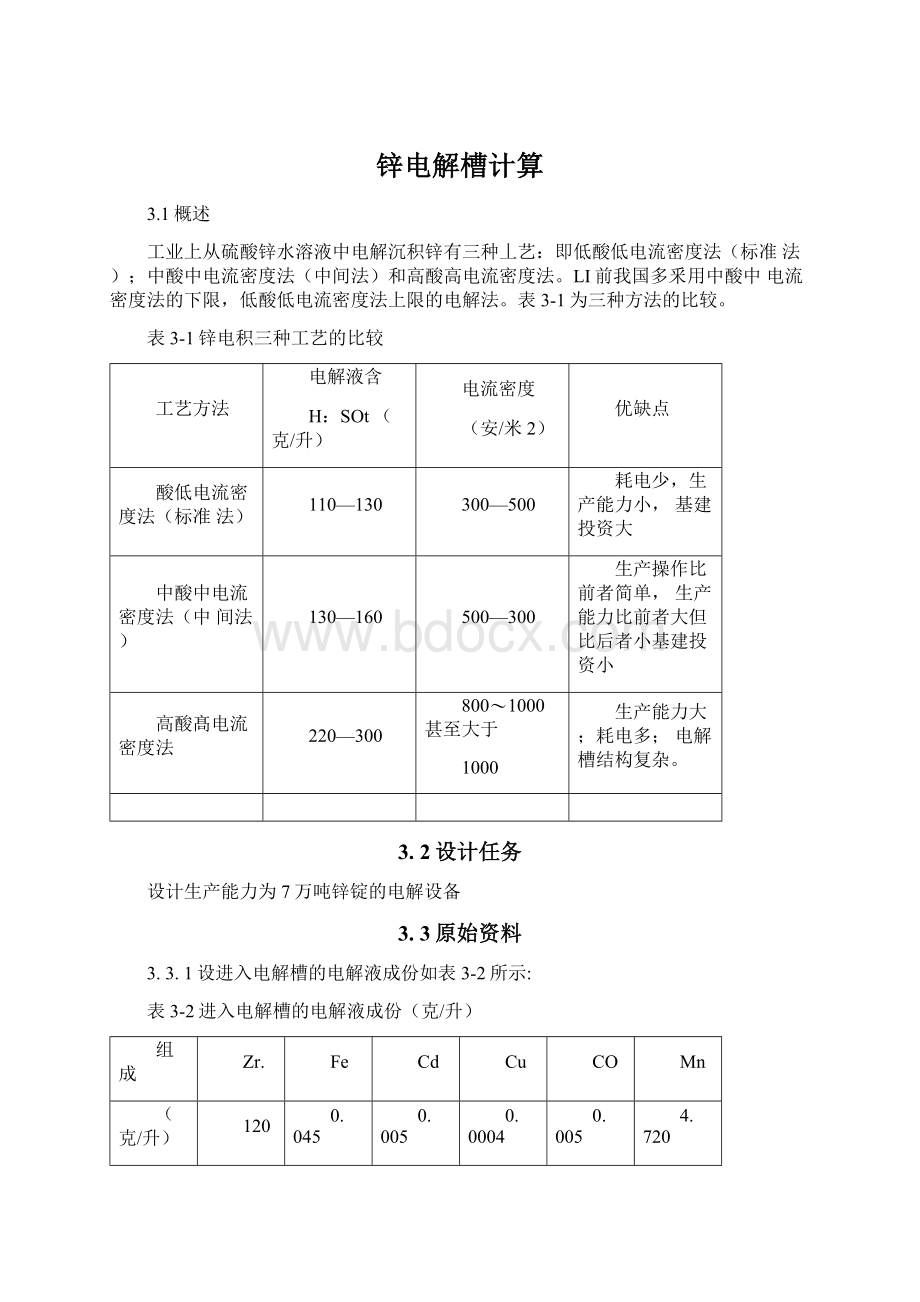
3.3.2电解后电解废液成份如表3-3所示
表3-3电解废液成份(克/升)
46
0.028
0.003
0.0002
3.217
3.3.3一些技术条件及技术经济指标
用于制造锌粉之锌锭占年产锌锭量的百分比,B二0.028;
年工作日为330So
阴极锌熔铸直收率X二97%
阴极电流密度Dw=520安培
槽电压伏
电流效率Us=98%
阴极规格长X宽X厚二1000X666X4(毫米)
3.4工艺过程及设备计算
3.4.1物料平衡及电解槽计•算
阴极锌成份的计算
在电积过程中,一部分铜、铁、镉与锌一齐在阴极上沉积,一升电解液得到的阴极锌含金属量如表3-4所示。
表3-4—升电解液沉积的金属量(克)
共计
(克)
64.00
0.002
64.0072
铅-银阳极在电解过程中被腐蚀,使一部分铅进入到阴极锌中。
设阴极锌含铅0.006%则进入到阴极锌中铅的量为:
64.0072x0.006=00()3
100
那么阴极锌的成份如表3-5所示。
表3-5阴极锌成份
Pb
Cli
重量(克)
0.0038
0.0050
0.0020
0.00020
64.0110
%
99.983
0.006
0.0078
0.0003
3.4.2所需电解槽数量的计算
(1)每日应产出的阴极锌量的汁算。
Q1二<
2(1+0)吨
mrj
式中:
Q:
----每日应产出阴极锌的数量,吨;
Q--一设计生产能力,吨锌锭/年;
B----用于制造锌粉之锌锭占年产锌锭量的白分比,%;
m----年工作日,S;
n-一-阴极锌熔铸直收率,%<
>
=225吨/日
_70000(l+0.028)
1330x0.97
(2)阴极有效总面积及片数的计算
阴极有效总面积的计算。
I切駡95x24X"
粹
f——阴极有效总面积,米'
Q——每日产出的阴极锌量,吨;
D——阴极电流密度,安培/米'
;
n电流效率,%;
1.2195——锌的电化当量,克/安培;
24电解析出时间,小时。
F二二X106=15086米3
520x1.2195x24x0.98
阴极边上装有塑料绝缘条,没边各占区阴极板宽7毫米,阴极浸没于电解液的深度为0.87米,则每片阴极的有效面积(按两面计)为:
f阴二0.87X(0.666-0.007X2)X2=1.13米'
故共需阴极片数n二乂二竺竺=13350片
f1.13
13350
设一个电解槽装阴极片32块,则共需电解槽数为:
上—=417个
32
每个电解槽的阴极总面积为:
1.13X32=36.16米$
取备用电解槽24个,则一共有电解槽560个。
这就可把电解槽分为两个系列。
每个系列有280个电解槽,在每个系列中可按35个电解槽组成一组,共八组为一系列。
3.4.3电解槽部尺寸大小的计算
电解槽部宽度的计算。
设阴极边缘到槽壁距离为95毫米,则电解槽宽为:
B二666+2X93二836^860毫米
电解槽部长度计算。
设每片阴极厚度为5毫米,每片阳极厚度为10毫米,阴阳极间距离为34毫米,电极到两端壁距离为125毫米,每个电解槽有阴极片32片,阳极片33片。
则电解槽部长度为:
L二32X5+33X10+32X2X34+125X2二2916亳米
电解槽部高度的计算。
设槽液面至槽面的距离为100毫米;
槽阴极浸入电解液的深度为880毫米;
阴极下部端缘距槽低500毫米。
则电解槽的高位:
H二100+880+500二1480毫米
故电解槽的部尺寸为:
长X宽X高=2916X860X1480(毫米)
电解槽容积(不设槽冷却器)为:
Vffi=LXBXH=2.916X0.86X1.48=3.711米'
电解槽体的材料有木质及钢筋混凝土两种。
U前多采用钢筋混凝土电解槽。
电解槽衬耐腐蚀的材料有:
铅皮、聚氯乙烯、环氧玻璃钢、辉绿岩等。
3.4.4通过电解槽电流强度的计算
一个电解槽的阴极总面积为36.16米2
故电流强度1=36.16X520=18803安培
设富余5.4%则1=18808X1.054二19818.362安培
3.4.5整流设备选择
整流设备总功率按下式计算。
QxEx1000
w=
24x0.98x1.2195
W整流设备总功率,千瓦;
Q——每天应产出的阴极锌总量,吨;
E槽电压,伏,取E二3.25伏
=25102千瓦
225x3.2x1000
24xO.98xl.2195
系列中的电压降为总电压降的1-2.5%,取1.5%,则总电压降为:
280X3.20X(1+0.015)=909.44伏
选用GHS-10000/0-800硅整流器。
单台功率8000千瓦。
故需整流器台数为:
兰竺=3.14台取4台
8000
每系列曲2台硅整流器供电,总电流为:
10000X2=20000安培。
整流器
设备功率与电解槽数量要求相适应。
3.4.6进入电解槽电解液数量的计算
供给一个电解槽的电解液数量可按如下计算。
Ixqx7]xN
Q——进入一个电解槽的中性电解液数量,升/小时;
I——通过电解槽的电流强度,克/安培;
q锌的电化当量,1.2195,克/安培
n电流效率,%
N——电解槽数目,个
P——废电解液含锌量,克/升。
188O3xl.2195xO.98xl=301?
升/小时
P-一-中性电解液含锌量,克/升;
120-46
一个电解槽每天需中性电解液数量为:
303.7X24二7289升/天全部电解槽每天共需中性电解液数量为:
7289X417=3040米'
3.4.7废电解液数量的计算
一小时供中性电解液303.7升,含锌120克/升,此时电解液比重为1.258o
因此中性电解液重量为:
在阳极上析出氧量为:
电极反应为:
ZnSO4+H2OtZn+H2SO4+l/2O2(直流电)
析出的猛的量为:
竺M=0.456公斤
故共析出:
19.437+4.804+0.456=24.697公斤
剩余:
382.05-24.697=357.35公斤。
电解时有一部分电解液被蒸发而损失。
设每平方米电解液表面每小时蒸发损失一公斤电解液。
电解液表面积为:
S—S«
=2.508—0.328=2.18米?
则蒸发损失为:
2.18X1=2.18公斤。
由于电解液飞溅液要损失一部分电解液,设h0.3%,则飞溅损失为:
303.7X0.003=0.911公斤
损失电解液量一共为:
2.18+0.911=3.09公斤
故从一个电解槽每小时流出的废电解液量为:
357.35—3.07=354.28公斤/小时
设此时电解液的比重为1.18,则废电解液的体积为:
qcjOR
二±
^=300.24升/小时
3.4.8进入阳极泥中各成分的计算
设阳极消耗的铅量谋:
每吨阴极锌为1.5公斤。
则析出20.173公斤锌,消耗铅量为:
进入阴极锌中的铅量为:
进入阳极泥中的铅量为:
0.0303—0.00012=0.03018公斤
换算成
(其中Pb=0.03018公斤,0:
二0.0462公斤)
一个电解槽沉淀的镭量为0.456公斤
换算成MnO:
二.^56-7=0.721公斤
(其中Mn二0.456公斤,0:
二0・263公斤)故进入阳极泥的总量为:
0.03487+0.721二0.7558公斤
(其中0:
二0.2998公斤)
=4.5344公斤
3.4.9进入大气中的氧量
4.804—0.00465—0.265
3.4.10编制一个电解槽的物料平衡
根据以上计算结果,编制一个电解槽的物料平衡,如表3-6所示。
表3-6一个电解槽的物料平衡
加入
产出
序号
项II
公斤
1
中性液
382.05
99.99
阴极锌
19.437
5.09
2
从阳极进入的铅
0.03018
0.01
阳极泥
0.7558
0.198
3
废电解液
354.28
92.72
进入大气中的氧
4.5344
1.19
5
损失
3.07
0.8
6
误差
-0.00292
共计
382.08018
夫汁
382.08012
3.5电解槽热平衡计算
通常以单个电解槽为基础进行计算,然后计算出全车间或一个系列电解槽在电解过程中总的剩余热量。
电解槽热平衡按下面式子计算。
Q电蕊+Qj»
=Q«
+Q«
s+Q汲+Q«
*+传+Q氽
Q电沌——电流通过产生的热量,千卡/小时;
Q9;
新液带入热量,千卡/小时;
Q喷——电解废液带走的热量,千卡/小时;
Q憑——电解液表面蒸发损失的热量,千卡/小时;
Qn——电解液喷溅损失的热量,千卡/小时;
Q辅+传辐射、对流和传导损失的热量,千卡/小时;
Q氽剩余的热量,千卡/小时。
3.5.1热收入
(1)电流通过电解液产生的热量
Q电at=0.239IEtX10'
3千卡/时
I通过电解槽的电流,18803安培;
E——为电解液、极板、阳极泥及浓差极化的电压降。
在一般情况下,
占槽电压的20%o即E=3.20X0.2=0.64伏
t通电时间,秒,3600秒;
故Q电維=0.239X18803X0.64X3600X103=10354千卡/时。
(2)新液带入热量
Q«
=miciti千卡/时
ml_—一单位时间进入电解槽的新液重量,公斤/小时
CI——新液比热,千卡/公斤・°
C;
ti-加入新液的温度,°
C。
从冶金计算得知,进入电解槽的新液量为:
382.05公斤/时。
电解液配液采用大循环方式进行,新液:
废液=1:
5,要求混合后进入电解槽新液温度为35°
C,此时电解液的比热为:
0.78千卡/公斤・°
Q^=382.05X0.78X35=10430千卡/时
Q收二10430+10354=20784千卡/时。
3.5.2热支出
(1)废电解液带走的热
废电解液为354.28公斤/小时,设废电解液温度为40°
C,此时电解液的比热为0.8千卡/公斤・°
C,则
Q废=354.28X40X0.8=11337千卡/时
(2)电解液表面蒸发损失的热
Q尸S液阳XWXq汽
S液农面---电解槽中电解液有效表面积,米彳;
已求出S液灿=2.18米彳;
W——电解液表面蒸发损失的水量,公斤/米2•时。
根据铜电解液中水的蒸发量与温度的关系可确定40°
C时电解液单位表面蒸发的水量W=1.公斤/米2•时;
q汽——40°
C时水的汽化潜热为578千卡/公斤。
故Q•硕二2.18X1.0X578二1260.04千卡/时。
(3)电解液飞溅损失的热量为:
0.911公斤
故Q澱0.911X40X0.8=29.2千卡/小时。
(4)辐射、对流和传导损失的热
Q腑传二*(Q滿+Q汲)二*(1260.04+29.2)=143.2千卡/时
Q支=11336+1260.04+29.152+143.2=12768.4
3.5.3剩余热
=21108-12768.4=8339.6千卡/时根基计算结果,编制热平衡表如表3-7所示。
表3—7锌电解槽热平衡
热收入
热支出
名称
千卡
序巧
需称
电流产生热
10515.8
50.34
废液带走热
11336
54.74
新液带入热
10430
49.66
电解液蒸发损失热
1260.04
5.8
电解液飞溅损失
热
29.152
0.14
辐射、对流、传
导损失热
143.2
0.66
厂
9
剩余热
8339.6
38.65
20945.8
以:
1-
计算可知:
锌电解槽中热量大大过剩。
因此电解液必须冷却。
锌电解液冷却方法有以下儿种:
(1)槽冷却;
(2)真空蒸发冷却;
(3)冷却塔冷却。
表3-8为各种冷却方法的适用条件及优缺点。
冷却方式的的选择,需根据工厂的生产规模、电流强度、循环方式、温度要求、气候条件和供水条件等因素,经多方案比较确定,可选择其中的一种或两种方式相结合的方案。
我国株洲冶炼厂原来才用真空蒸发冷冻机冷却电解液,实践表明,每年耗费蒸汽13万吨,电力320万度和循环冷却水2584万立方米。
据报道,该厂1980年起试建一台50平方米空气冷却塔,取得了满意的经济效益。
现在已改用空气冷却塔来冷却电解液,改造后,每年节约标准煤18000吨,节约经营管理费220万元。
经济效益显著。
可见,方案的选择是至关重要的。
表3-8锌电解液%种冷却方式比较
冷却方式
槽冷却
真空蒸发冷却
冷却塔冷却
适用条件
生产规模小,电流强度小,一般为小循环,供水充足,水温低(一般为地下水)。
生产规模大,电流强度大,大循环,建厂地区气温髙,湿度大。
生产规模大,电流强度大,大循环,建厂地区气温低,湿度小,供水困难,水价高。
优点
设备制造简单,容易上马:
不需单独管理:
无动力消耗。
不受地区气候条件限制,能保证电解液达到较低温度;
电解槽利用系数大;
由于蒸发时带走水份,克增加洗渣水量,降低渣中水溶锌;
提高锌直收率,降低酸耗。
便于自动控制。
设备制造比较简单:
投资少;
不消耗水和蒸汽;
经营费低:
可蒸发部分水份。
缺点
间接热交换,水消耗
设备制造复杂;
蒸汽和水消耗
受地区气温和湿度
量大:
受地区气象条件限制;
电解槽利用系数小;
消耗有色金屈
量大;
投资大能耗高:
经营费用髙;
需经常淸理结垢物。
限制较严重,当电解液温度接近或超过空气湿球温度,不能采用。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 电解槽 计算
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 对中国城市家庭的教育投资行为的理论和实证研究.docx
对中国城市家庭的教育投资行为的理论和实证研究.docx
-
二年级下册数学练习题大全.docx
-
二十年后回故乡的优秀作文.docx
-
软基换填施工方案.docx
-
《黑白装饰画》教案.docx
-
课堂教学改革实施方案5篇.docx
-
返璞归真简约致美解读《给予树》教学设计语文.docx
-
离职证明范本精选多篇.docx
-
《天局》全文.docx
-
我害怕作文集合15篇.docx
-
伏魔战记39详细攻略.docx
-
幼儿园学期计划.docx
-
雅思分类打印版Word格式文档下载.docx
-
年产1万吨竹子纤维加工项目可行性研究报告文档格式.docx
-
电商产业化项目投资经营商业计划书Word文件下载.docx
-
医学多媒体课件的设计与制作Word文档格式.docx
-
中学生中秋节想象作文Word格式.docx
-
等保20之漏洞扫描系统技术方案建议书Word文档格式.docx
-
培训学校个人工作计划模板5篇Word格式.docx
-
北京各区二模试题分类汇编文言文阅读Word文档下载推荐.docx
-
不同职业病危害因素的防护常识Word格式文档下载.docx
-
一年级上册同音形近字练习汇总Word文档格式.docx
-
班级家长会上班主任教师讲话稿Word下载.docx
-
科斯塔环载波恢复Word文件下载.docx
-
浙教义务版六年级语文下册教案 花潮Word文件下载.docx
-
集成电路设计与集成系统专业Word格式文档下载.docx
-
开工第一课专题讲座观后感文档格式.docx
-
东城区学年第一学期高三期末化学试题及答案Word格式文档下载.docx
-
苏教版六年级语文下册第七单元测试题Word格式文档下载.docx
-
学长征精神做红色传人活动方案文档格式.docx
-
读书笔记150字30篇文档格式.docx
-
中级经济法考前必背法条精华版备考资料Word格式.docx
 信息化建设思路.ppt
信息化建设思路.ppt
-
《兰亭集序》优秀教案.docx
-
怎样做个文明的中学生演讲稿.docx
-
5A文建筑节能行业分析报告.docx
-
第1章.docx
-
19年西南大学春季1153《复变函数与积分变换》答案.docx
-
17秋学期清考《中国税制》在线作业2.docx
-
7A文员工手册范本工厂.docx
-
顶岗实习安全教育检测试题.docx
-
中顶烘焙店管理系统.docx
-
中国医科大学考试《医学心理学》考查课试题答案.docx
-
防水工程工程监理细则.docx
-
中国替考拉宁市场研究与行业竞争对手分析报告.docx
-
U8应收款管理应付款管理.docx
-
word完整版建筑工程个人年度工作总结推荐文档.docx
-
XX年国旗下讲话稿.docx
-
中学语文老师在学生阅读兴趣培养中的角色定位探讨.docx
-
7A版师生心理健康维护.docx
-
六年级小学语文教师工作总结范文学习参考word格式.docx
