 注塑专业用语文档格式.docx
注塑专业用语文档格式.docx
- 文档编号:18732495
- 上传时间:2022-12-31
- 格式:DOCX
- 页数:22
- 大小:26.03KB
注塑专业用语文档格式.docx
《注塑专业用语文档格式.docx》由会员分享,可在线阅读,更多相关《注塑专业用语文档格式.docx(22页珍藏版)》请在冰豆网上搜索。
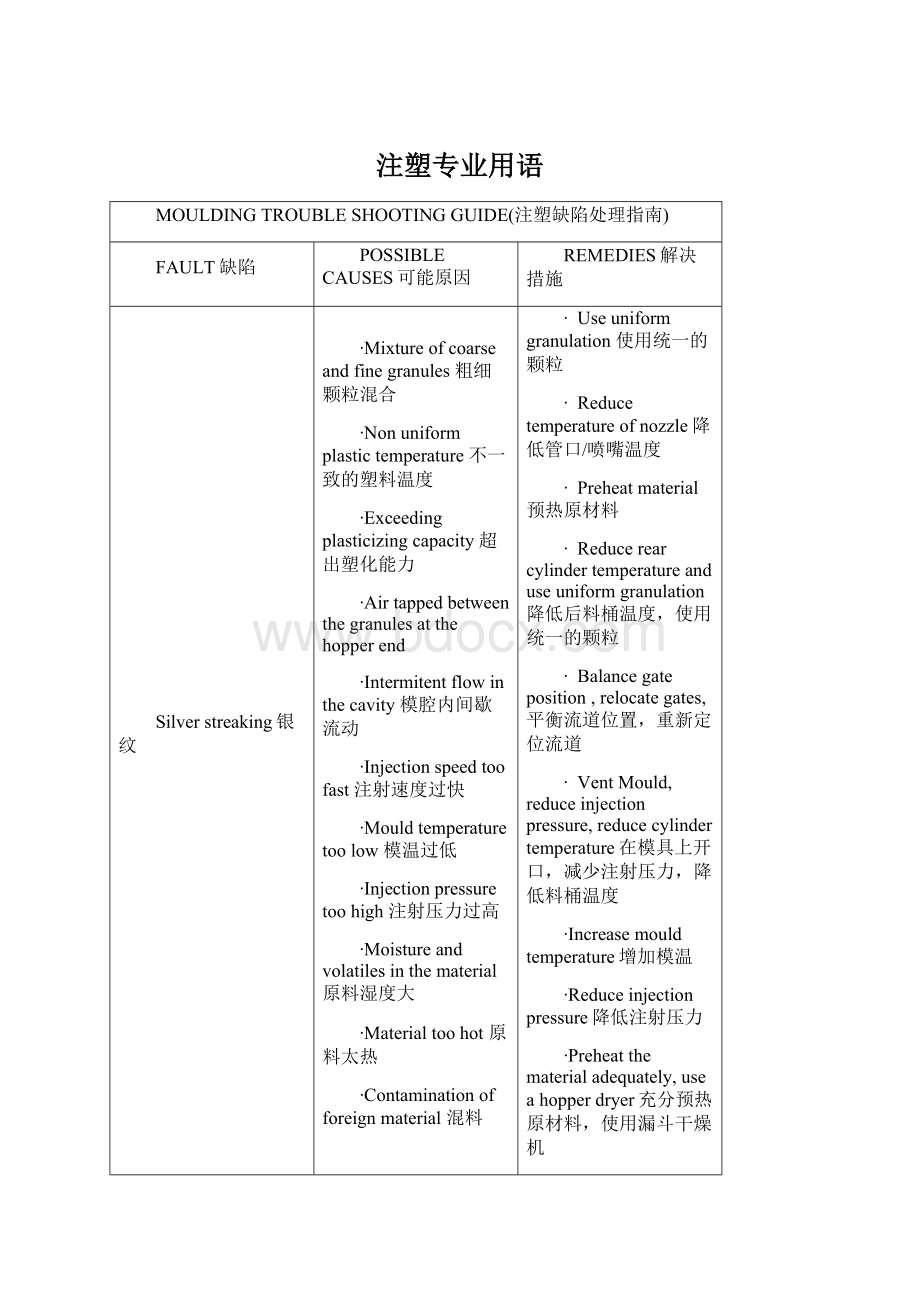
∙Adjustinjectionrate调节注射速度
∙
Useuniformgranulation使用统一的颗粒
Reducetemperatureofnozzle降低管口/喷嘴温度
Preheatmaterial预热原材料
Reducerearcylindertemperatureanduseuniformgranulation降低后料桶温度,使用统一的颗粒
Balancegateposition,relocategates,平衡流道位置,重新定位流道
VentMould,reduceinjectionpressure,reducecylindertemperature在模具上开口,减少注射压力,降低料桶温度
∙Increasemouldtemperature增加模温
∙Reduceinjectionpressure降低注射压力
∙Preheatthematerialadequately,useahopperdryer充分预热原材料,使用漏斗干燥机
∙Decreasethemouldcycletime,decreasethecylindertemperature减少模具周期时间,降低料桶温度
∙Checkthemouldingpowderforcontamination,checkthefeedsystem,purgethecylinder,Checktheregrindcontentandquality.检查混料粉末,检查灌注系统,净化料桶,检查回用料的组成和质量
∙Increasethesizeoftherunnerandthegates.增大水口和流道的直径
∙Wipethemould,uselesserquantityoflubricants,changethelubricantandtry擦模,减少脱模剂使用,更换脱模剂试验
∙Increaseordecreasetheinjectionrate.增加或降低注射速度
Blackstreaks
黑纹
∙Frictionalheatcausedbymovementofcoldgranulespastoneanother冷料运动引起的摩擦热
∙Airtrappinginthemould排气不良
∙Plungeroff-centercausingfrictionburningofmaterial顶针摩擦热烧坏材料
∙Contamination污染
Useexternalindication,increaserearcylindertemperature,ventmouldproperly,relocategates.增加注射口温度,正确释放模具,重新定位流道
∙Reduceinjectionpressure.降低注射压力
∙Relocateplunger重新定位顶针
∙Purgethecylinder清理料桶
Shortshots
缺料
∙Coldmaterial料温低
∙Coldmould冷模
∙Insufficientpressure压力不足
∙Insufficientfeed不足的进料
∙Poorventing排气不良
∙Insufficientplungerforwardtime活塞前进时间不足
∙Insufficientinjectionspeed注射速度不足
∙Improperbalanceofplasticflowinmultiplecavitymoulds.多穴模具中塑料流动失衡
∙Insufficientfeeding加料不足
∙Meltflowrestricted熔体流动受限
∙Backpressureincavity模具背压
∙Unbalancedrunnerdesign不平衡的水口设计
∙Coldslugclogginggates,runnersandsprue.冷料堵塞流道、水口等
∙Ununiformmouldtemperature模温不合理
∙Ununiformmeltcushion熔融保护不合理
∙Machinecapacitynotenough设备吨位不足
Increaseplastictemperature提高塑料件温度
Increasemouldtemperature增加模温
Increasepressureandtemperature增加压力和温度
Increasefeed增加进料量
Increasenumberandsizeofvents增加排气口数量和大小
Increaseplungerforwardtime.提高活塞前进时间
Increaseinjectionspeed提高注射速度
Correctunbalancedcoixlition纠正流动不均衡情况
∙Checkthematerialinthehopper,checkthefeedthroatforresinagglomerates,machinecapacitynotenough检查料斗里的原料,检查注料口熔料是否结块,设备能力是否足够
∙Increasethegate,runner,andspruesize,usethenozzlewithahigherdiameterhole,trywithahigherMFImaterial,checkthenozzleforblocks.增加流道、水口、注射口尺寸,更换高MFI材料,检查喷嘴
∙Provideadequateventing,reducetheclampingforce.加强通风,减小锁模力
∙Balancetherunnerdesign,cavitylocation平衡水口设计、型腔定位
∙Increasethesizeofcoldslugwell,providecoldwellforsubrunners.增加冷料阱,为分水口设计冷料阱
∙Rearrangethecoolinglineofmouldtoprovideauniformcooling均匀冷却(重新安排冷却温度)
∙Maintainauniformmeltcushion,checkthebackflowvalveand,repairifneeded维持熔融垫的均衡,检查并修复背流值
∙Useabiggermachine.使用较大设备
Flash批锋
∙Materialtoohot料温太高
∙Excessivefeed加料过多
∙Erraticfeed加料不稳定
∙Poorpartinglineormattingsurface合模线或分型面不良
∙Erraticcycletime注射周期不稳定
∙Injectionpressureistoohigh注射压力过高
∙Insufficientclampingforce锁模力不足
∙Foreignmatterorflashactingashighspotonmouldland.模面杂质
∙Mouldplatensarewarped,Clearanceinvents,knock-outs,etc.aretoogreat模芯歪、排气口间隙,模芯破坏等
∙Insufficientventingcausingmaterialfromcavitytoflowout通风不足引起原料从模腔流出
∙Injectionpressureunevenlydistributedinthemould模具中的注射压力分配不均
Reducematerialtemperature,increasecycletime,decreasemouldtemperature降低料温,增加循环时间,降低模温
Reducefeed少加料
Checkthefeedingsystem.检查加料系统
Refacethepartingline,mattingsurface抛光分型面、合模线
Maintainuniformcycletime.稳定注塑周期
Decreasetheinjectionpressure,decreasetheholdonpressure,decreasetheinjectionholdtime,降低注射压力、保压压力注射时间
Usewherevernecessarybiggermachineifavailable,reducesnumberofcavities;
adjustthemechanismtoincreasetheclampingforce.尽可能使用较大设备,减少模腔数量,调节机械装置以增加锁模力
Inspectmouldlandandcleancarefully.检查清理模腔表面
∙Checktheclearanceandadjust检查调整间隙
∙Inspectventsandcleanincaseofblockage,enlargevents,ifneeded.检查并清理通风口以防堵塞,如有必要,扩大通风口
∙Cavityandrunnerlayoutshouldbebalanced平衡型腔以及水口分布
Spruesticking分流道粘连
∙Excessivepressure压力过大
∙Nozzlenotalignedwithspruebush喷嘴未与注入口尘套并排
∙Spruepullertoosmall衬套太小
∙Materialtoocoldatnozzleandsprueunabletobreakaway.喷嘴处料温过低,分流道不能分流
∙Nozzleorificegreaterthanspruebushorifice.喷嘴口大于分流道口
∙Materialtoohot,Spruebreakingatcomponentend.料温太热,喷嘴尾部结构损坏
∙Sprueheldupinspruebushduetoinadequatetaper因锥度不合适导致注料口卡住
∙Hotmaterial,料温过热
∙Excessivematerial料过多
∙Insufficientdraft气流不足
∙Improperfitbetweenspruebushingandnozzle.分流道衬套和喷嘴装配不当
∙Undercutsorroughsurface.底切或表面粗糙
∙Longplungerdwell保压过长
Reducepressure减小压力
Realignthenozzlewithaspruebush.重新排列喷嘴与spruebush
Increasetheundercut,Increasethesizeofspruepuller.增大底切,增大衬套
Increasethenozzletemperatureuntilthespruebreaksfromthenozzle.提高喷嘴温度,直到注射畅通
ChangethenozzlewithalowerDiaorificeorincreasethediaofspruebushorifice将喷嘴口直径变小,或者加大分流道口的直径
Decreasethecylindertemperature,increasethemoldingcycletime,andincreasethecoolingtimeinthemould.降低料桶温度,增加注塑周期时间,增加模具冷却时间
Giveadequatetaperinthespruebush,usemouldreleaseagents,removeburrsonthesprue.使用模具脱模剂,去除分流道上的芒刺
Decreasematerialtemperature.降低料温
Decreasesizeofthesprueextendednozzleandshortspruebushing减小喷嘴尺寸,缩短注射衬套
Increasedraftangle.加大气流角度
Holesizeinnozzleshouldbesmallerthaninthespruebushing.喷嘴上孔的尺寸应小于分流道bushing孔
Eliminateundercutsandpolishthesurface.消除底切,打磨表面
Reduceplungerforwardtime降低保压时间
Sinkmarks缩痕
∙Notenoughplasticinthemouldtoallowforshrinkageduetothicksections,bosses,ribsetc.缺料导致细小结构收缩
∙Notenoughfeed注料不足
∙Injectionpressuretoolow注射压力太低
∙Plungerforwardtimetoshort
∙Unbalancedgates水口不均衡
∙Injectionspeedtooslow注射速度过低
∙Plastictoohot原料过热
∙Variationinmouldopentime模具开放时间变差
∙Excessivecushioninfrontoftheplunger缓冲垫过长?
∙Gatelocation,it’ssizeanddesign进胶口的设计尺寸、定位
∙Insufficientpacking.密封不良
∙Partsectionsuneven结构不均匀
∙Producttoohotwhenejected.脱模时温度过高
∙Restrictioninflow流动限制
∙Localhotspotinthemoulds.模具局部过热
∙Redesignandincreaseinjectionpressure重新设计,增加注射压力
∙Increasefeed增加注入
∙Increaseinjectionpressure.增加注射压力
∙Increaseplungerforwardtime.
∙Restrictflowthroughgatesnearsprue.限制分流道附近的水口流量
∙Raisemouldandcylindertemperature提高模具和料桶温度
∙Reducecylinderandmouldtemperatures,decreasecycletime.降低料桶和模具温度,减少循环时间
∙Useoftimersformouldopentime使用计时器控制模具开放时间
∙Reducefeed减少注入
∙Locatethegateatthethicksectionofthepart,increasethegatesizeandreducegateland定位进胶口在薄壁位置,增大进胶口,缩短胶口长度()
∙Increasetheinjectionpressure.增加注射压力
∙Increasetheholdpressuretime,checkbacktheflowvalveforleakage.增加保压时间,检查背流阀是否有泄漏
∙Redesignthepartwithanevenwallthickness重新设计模具,达到壁厚均匀
∙Decreasethecylindertemperature,increasethecoolingtimeinmould,reducethemouldtemperature.降低料桶温度,增加模具冷却时间,降低模温
∙Increasethegate,runnerandspruesize,provideaproperventinginthemould,balanceflowandfillingincavity.加大水口、流道、分流道尺寸,使模具适当通风,平衡流量和模腔填注量
∙Redesignthecoolingpatterninthemould重新设计模具的冷却方式
Partstickingtothemould.部件与模具粘连
∙Injectionpressureorcylindertemperaturetoohigh注射压力或料桶温度太高
∙Excessivefeed过多注入
∙Plungerforwardtimetoolong活塞前行时间太长
∙Undercutsinmould模具底切
∙Variationofmouldopentime开模时间变动过大
∙Improperfinish表面状态不合适
∙Roughsurfaceofthemould模具表面粗糙
∙Inadequatereleasetaperinmouldcavity.不充分的脱模斜度
∙Ejectionsystemnotdesignedproperly喷射系统设计不良
∙Undercutsinthemouldcavity.模腔底切
∙Misalignmentofcoreandcavity中心和模腔未对准
∙Mouldmadeofsoftporoussteel.模具材料为软钢
∙Overpackingoftheplasticmaterial.塑料材料
∙Unevenpressureincavities.模腔压力不均
∙Partsstickingtoinjectionside.产品粘在定模上
∙Moulddepositcausingsticking模腔堆积引起粘模.
∙Reducepressureortemperatureaccordingly相应地减少压力或温度
∙Reduceplungerforwardtime.减少活塞前行时间
∙Eliminateundercuts,polishandprovidesufficientdraft去除底切,抛光,提供充足的注射量
∙Maintainconstantmouldopentime.保持一致的开模时间
∙Polishroughcavitysurfacetocorrectfinish,adjustmouldtemperaturetoobtainpropershrinkage打磨粗糙的模腔表面以纠正表面状态,调节模温以获取合适的收缩
∙Polishthemouldwell打磨模具
∙Provideareleasetaper提供脱模斜度
∙Checktheejectorsystem,provideextraejectorpins检查注射系统,提供额外的注射针
∙Eliminateundercutswithaproperdesign,polishandprovidesufficientdraft.通过正确的设计抛光打磨来消除底切
∙Checkthealignmentofthecoreandcavity.检查中心和模腔是否对准
∙Replacethemouldwithahardenedmetal.使用硬钢材料的模具代替
∙Reducetheinjectionpressure,reducethefeedmaterial,reducethescrewforwardtime.减少注射压力,减少原料注入量,减少螺杆前行时间
∙Maintainaconstantfeedcushion,balancethegatesandrunnerforuniformfilling.保持持续的螺杆速度平衡流道、水口来均匀填充
∙Useamoldreleasespray,adjustthemouldtemperaturetoretainthecomponentsontheejectionside.useanundercutrunnertokeepthepartsontheejecti


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 注塑 专业 用语
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 对中国城市家庭的教育投资行为的理论和实证研究.docx
对中国城市家庭的教育投资行为的理论和实证研究.docx
-
二年级下册数学练习题大全.docx
-
二十年后回故乡的优秀作文.docx
-
软基换填施工方案.docx
-
《黑白装饰画》教案.docx
-
课堂教学改革实施方案5篇.docx
-
返璞归真简约致美解读《给予树》教学设计语文.docx
-
离职证明范本精选多篇.docx
-
《天局》全文.docx
-
我害怕作文集合15篇.docx
-
伏魔战记39详细攻略.docx
-
幼儿园学期计划.docx
-
雅思分类打印版Word格式文档下载.docx
-
年产1万吨竹子纤维加工项目可行性研究报告文档格式.docx
-
电商产业化项目投资经营商业计划书Word文件下载.docx
-
医学多媒体课件的设计与制作Word文档格式.docx
-
中学生中秋节想象作文Word格式.docx
-
等保20之漏洞扫描系统技术方案建议书Word文档格式.docx
-
培训学校个人工作计划模板5篇Word格式.docx
-
北京各区二模试题分类汇编文言文阅读Word文档下载推荐.docx
-
不同职业病危害因素的防护常识Word格式文档下载.docx
-
一年级上册同音形近字练习汇总Word文档格式.docx
-
班级家长会上班主任教师讲话稿Word下载.docx
-
科斯塔环载波恢复Word文件下载.docx
-
浙教义务版六年级语文下册教案 花潮Word文件下载.docx
-
集成电路设计与集成系统专业Word格式文档下载.docx
-
开工第一课专题讲座观后感文档格式.docx
-
东城区学年第一学期高三期末化学试题及答案Word格式文档下载.docx
-
苏教版六年级语文下册第七单元测试题Word格式文档下载.docx
-
学长征精神做红色传人活动方案文档格式.docx
-
读书笔记150字30篇文档格式.docx
-
中级经济法考前必背法条精华版备考资料Word格式.docx
-
《政府经济学》答案超全.docx
-
步步高英语一轮复习知识排查突破人教新课标book4Unit4.docx
-
《消息二则》教案2.docx
-
电气防雷施工组织设计.docx
-
出版专业资格《出版专业基础知识中级》真题.docx
-
人力资源开发与培训管理制度新版精品资料.docx
-
泉州市医院大全.docx
-
八年级地理教材课内活动答案.docx
-
爱祖国演讲比赛主持词word版本 10页.docx
-
人教版新目标八年级英语上册Unit 3 单元教案Word表格版精修版.docx
-
联社主任就职表态发言共8篇.docx
-
AQ12金色半山安全岗位职责.docx
-
摩托车轮毂设计说明书.docx
-
管线标准.docx
-
初中秋季新学期开学领导演讲稿精选多篇.docx
-
东北师范大学《计算机应用基础》15春在线作业3满分答案.docx
-
53二氧化碳的性质和制法第1课时二氧化碳的性质和用途 配套试题9.docx
-
安徽省江南十校学年高三素质检测文科综合能力测试.docx
-
口腔助理笔试真题及答案.docx
