 拔叉831006工序卡片Word格式.docx
拔叉831006工序卡片Word格式.docx
- 文档编号:18527171
- 上传时间:2022-12-19
- 格式:DOCX
- 页数:16
- 大小:65.29KB
拔叉831006工序卡片Word格式.docx
《拔叉831006工序卡片Word格式.docx》由会员分享,可在线阅读,更多相关《拔叉831006工序卡片Word格式.docx(16页珍藏版)》请在冰豆网上搜索。
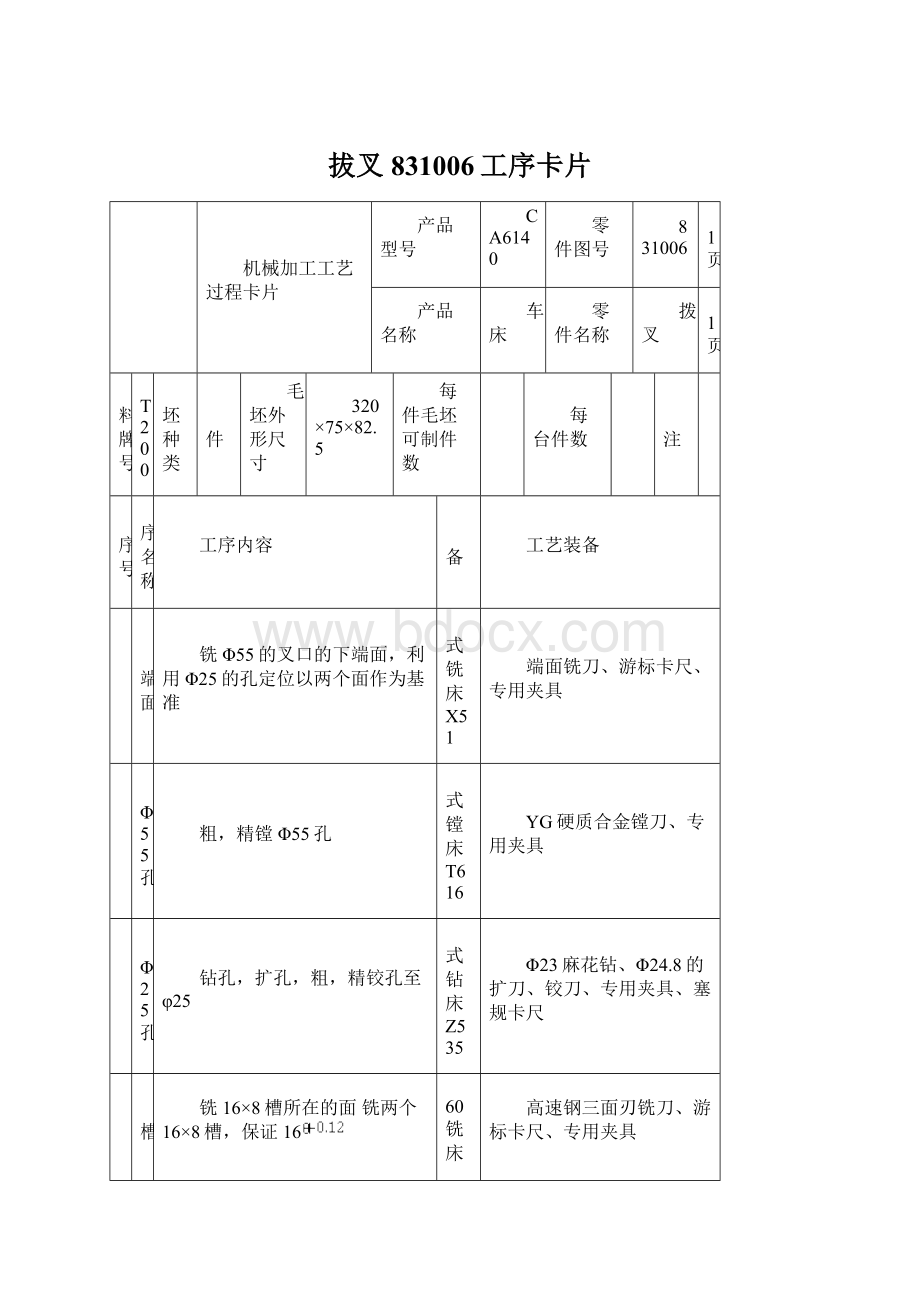
每件毛坯可制件数
1
每台件数
备注
工序号
工序名称
工序内容
设备
工艺装备
铣端面
铣Φ55的叉口的下端面,利用Φ25的孔定位以两个面作为基准
立式铣床X51
端面铣刀、游标卡尺、专用夹具
2
镗Φ55孔
粗,精镗Φ55孔
卧式镗床T616
YG硬质合金镗刀、专用夹具
3
打Φ25孔
钻孔,扩孔,粗,精铰孔至φ25
立式钻床Z535
Φ23麻花钻、Φ24.8的扩刀、铰刀、专用夹具、塞规卡尺
4
铣槽
铣16×
8槽所在的面铣两个16×
8槽,保证16
X60铣床
高速钢三面刃铣刀、游标卡尺、专用夹具
5
铣斜面
铣两个斜面
卧式铣床X61
6
粗铣端面
粗铣φ55圆的上端面,粗铣两个φ40圆的上端面
7
铣断
用宽为4切断刀、游标卡尺、专用夹具
8
精铣上端面
精铣φ55上端面
9
精铣下端面
精铣φ55下端面
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品名称及型号
拨叉
共8页
车间
工段
材料名称
机械性能
灰铸铁
同时加工件数
每料件数
技术等级
每件时间(min)
准备终结时间
二
设备名称
设备编号
夹具名称
夹具编号
冷却液
专用夹具
煤油
更改内容
工步号
工步内容
计算数据(mm)
走刀次数
切屑用量
工时定额(min)
刀具量具及辅助工时
直径长度
走刀长度
单边余量
切屑深度(mm)
进给量(mm/min)
每分钟转数
切屑速度(m/s)
基本时间
辅助时间
工作地点
服务时间
名称
规格
编号
数量
粗铣φ40圆的上端面
Φ55
90
1.5
250
150
0.818
0.173
YG硬质合金端铣刀
D=125mm
编制
抄写
核对
审核
批准
第2页
进给量(mm/r)
粗镗φ55圆
精镗φ55圆
φ52
φ55
20
0.41
550
1.38
0.09
YG硬质合金镗刀
第3页
切屑速度
(m/s)
钻孔至φ23
扩孔至φ24.8
粗铰孔至φ24.94
精铰孔至φ25
φ23
φ24.8
φ24.94
φ25
0.2
0.06
0.9
0.07
0.03
0.43
275
1.164
0.69
麻花钻
扩孔钻
专用铰刀
第4页
8槽所在的面
铣两个16×
40
16
140
0.534
0.32
.0.512
高速钢镶齿三面刃铣刀
第5页
35
125
160
1.221
0.28
镶齿三面刃铣刀
第6页
走到长度
粗铣φ55圆的上端面
粗铣两个φ40圆的上端面
55
50
2.5
0.36
0.4
硬质合金端铣刀
第7页
100
65
0.545
锯片铣刀
第8页
中等
75
51
1.05


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 831006 工序 卡片
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 铝散热器项目年度预算报告.docx
铝散热器项目年度预算报告.docx
-
牛津上海版通用小学英语三年级上册Unit 12同步练习2II 卷.docx
-
论我国私营企业员工激励机制.docx
-
人教版五年级品德与社会上册全册教案.docx
-
开学啦国旗下讲话稿三分钟.docx
-
露天采矿学复习题.docx
-
六年级英语教师年度考核个人总结.docx
-
某路站综合体项PC吊装施工方案.docx
-
人教版九年级历史上册期末考试试题一套.docx
-
隆昌妇幼保健院.docx
-
芦二矿抽采达标中长期规划.docx
-
看拼音写词语.docx
-
模拟磁盘调度算法系统的设计毕业设计.docx
-
每周一条名言警句或一首诗词.docx
-
棉花膜下滴灌示范工程设计总结报告.docx
-
九年级化学教案第十单元酸和碱教案新人教版.docx
-
宁波市水资源公报.docx
-
农业实用技术培训工作意见与农业局上半年工作总结范例两篇汇编.docx
-
平行线的判定.docx
-
内部会计管理制度11成本核算制度.docx
-
盘扣式脚手架支撑方案.docx
-
旅游规划模板.docx
-
煤矿大本大专毕业设计大采高综采工作面作业规程.docx
-
美学选择题整理课件资料.docx
-
名家论腹泻慢性肠炎.docx
-
宁夏银川市第一中学学年高一上学期期中考试地理试题解析解析版.docx
-
年产吨精密纤维纸项目建设建议书.docx
-
农技推广中心工作总结.docx
-
彭宇案的法逻辑批判.docx
-
宁夏仕奇房产网发布份房地产交易情况.docx
-
项目推荐书智能温控节能系统.docx
-
区县节日期间加强消防安全讲话稿与区发改委领导班子述职述廉报告汇编.docx
-
体育教学总结范文精选1500字.docx
-
研究生入学考试教育学专业基础综合试题.docx
-
天生我才必有用主题班会教案.docx
-
通报的写法及范文.docx
-
高考日语模拟考试题套卷.docx
-
高考英语试题陕西卷 WORD.docx
-
高考真题及答案语文全国Ⅲ卷.docx
-
高三考前作文传统文化反省 快与慢 节约 求同存异 平凡道德.docx
-
高三英语总复习阶段性测试题.docx
-
高压注水泵实践培训教案概要.docx
-
高中班级公约10大精品.docx
-
高中生物必修一知识点总结.docx
-
高中音乐教师年度考核个人优秀总结模板5篇.docx
-
高中语文辨析并修改病句单元 期末复习综合模拟测评学能测试.docx
-
个人就业计划书范文1000字.docx
-
各种垃圾收集设施.docx
-
工程经济计算公式总结.docx
-
工地例会发言稿.docx
-
工作会议讲话稿4篇.docx
