 柴油机连杆零件机械加工工艺过程卡片及工序卡第一部分Word文件下载.docx
柴油机连杆零件机械加工工艺过程卡片及工序卡第一部分Word文件下载.docx
- 文档编号:18416139
- 上传时间:2022-12-16
- 格式:DOCX
- 页数:21
- 大小:66.83KB
柴油机连杆零件机械加工工艺过程卡片及工序卡第一部分Word文件下载.docx
《柴油机连杆零件机械加工工艺过程卡片及工序卡第一部分Word文件下载.docx》由会员分享,可在线阅读,更多相关《柴油机连杆零件机械加工工艺过程卡片及工序卡第一部分Word文件下载.docx(21页珍藏版)》请在冰豆网上搜索。
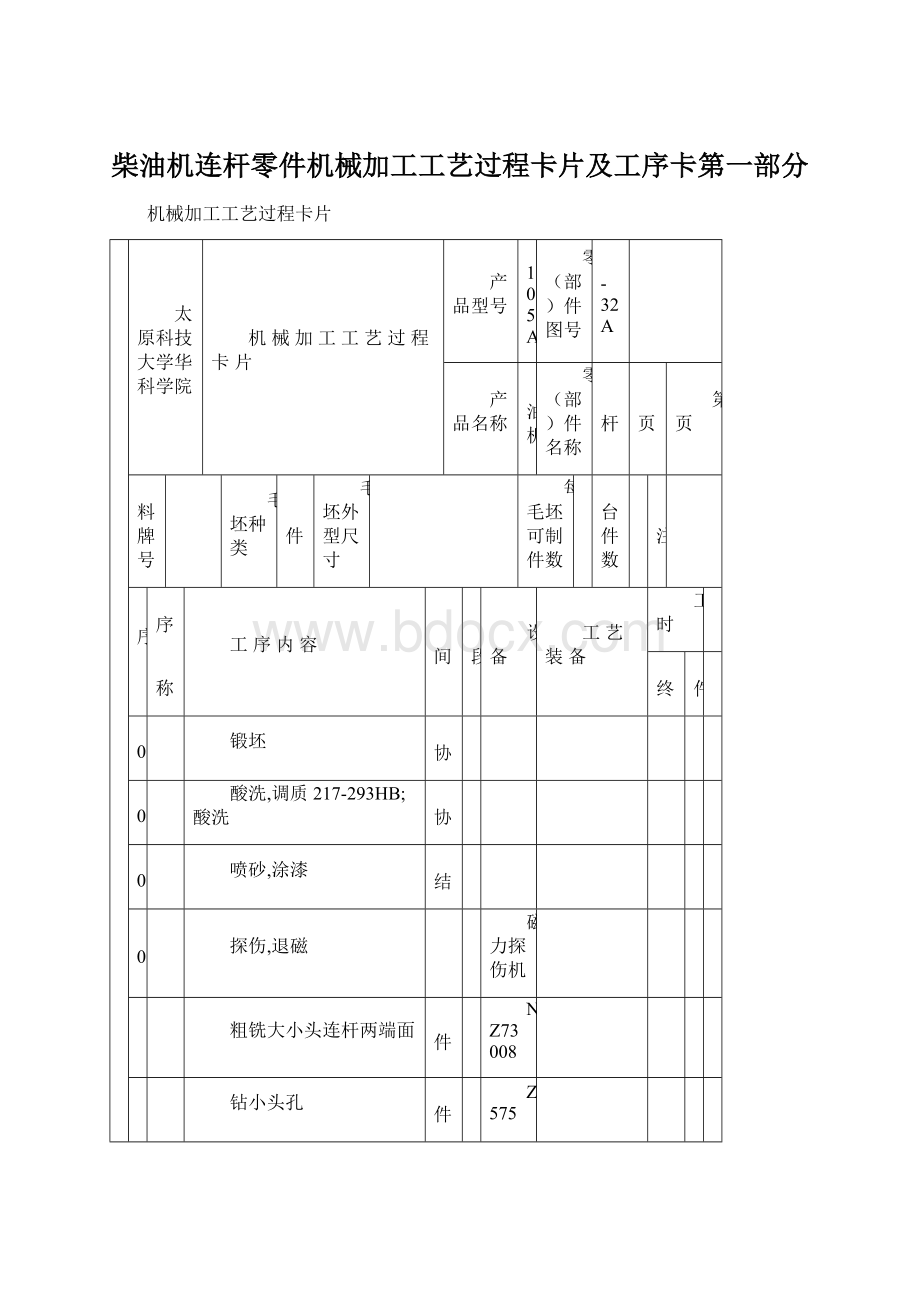
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
10
锻坯
外协
20
酸洗,调质217-293HB;
酸洗
30
喷砂,涂漆
金结
40
探伤,退磁
检
磁力探伤机
粗铣大小头连杆两端面
大件
NZ73008
2
钻小头孔
Z575
3
粗镗小头孔
T740
4
倒小头孔倒角及去毛刺
Z525B
5
钻大头孔
四轴立式组合钻床
6
粗镗大头孔
7
粗铣大头定位点(工艺凸台)
X6130
8
钻扩铰连杆盖螺栓孔
十轴立式钻床
9
精铣两端面
四轴龙门铣床
精铣工艺凸台
龙门铣床
11
磨两端面
平面磨床
12
自连杆上切下连杆盖
卧式铣床
13
粗铣结合面
X52K
14
钻攻螺纹孔
丝锥
160
精铣剖分面
组-035
165
170
钻螺纹底孔
NZ73007
175
180
去毛刺,止口倒角
钳
190
吹螺纹孔内铁屑
200
合装打杆盖配对号
描图
描校
底图
装订
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
机械加工工序卡片
105
大件老连杆
共()页
第()页
工序号
工序名称
50
铣连杆平面
45钢
设备名称
设备型号
设备编号
同时加工件数
连杆两平面铣床
专-229
夹具编号
夹具名称
切削液
专用夹具
冷却液
工位器具编号
工位器具名称
工序工时
游标卡尺
工步号
工步内容
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
粗铣上平面至连杆身中心平面
86
108
2.09
1.8
描图
精铣上平面至杆身中心平面
0.7
粗铣下平面至杆身中心平面
描校
4
精铣下平面
装订号
2105A
共(43)页
第
(2)页
60
磨两平面
苏联
037-1
浮化液
磨上平面至杆身中心平面
1000
1100
0.02
0.4
磨下平面至尺寸
退磁
底图号
2105-A
第(3)页
70
立钻
021-51
钻小头孔至尺寸
88
11.75
0.34
54
第(4)页
80
倒小头孔角
45
立衍
X525B
021-56
小头孔上端倒角至尺寸
85
12.68
0.52
2.5
小头孔另一端倒角至尺寸
第(5)页
90
镗小头孔
金刚镗
027-5
镗小头孔至直径
670
92.6
0.10
0.55
镗小头孔至尺寸
0.2
第(6)页
100
铣大头定位点
卧铣
068-14
H-32-741-04
连杆大头定位点铣夹具
铣大头定位点至尺寸
420
0.25
2.6
共(43)页
第(7)页
110
去大头定位点毛刺
第(8)页
120
粗铣剖分面及止口
NZ73020
H-32-221-06
连杆剖分面粗铣刀
粗铣剖分面至尺寸
75
22.4
0.80
4.5
粗铣止口至尺寸
24.7
第(9)页
130
半边镗大头孔
粗镗大头孔专机
H-32-734-06
连杆大头孔粗镗夹具
半边镗大头孔至尺寸
270
62.77
5


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 柴油机 连杆 零件 机械 加工 工艺 过程 卡片 工序 第一 部分
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 转基因粮食的危害资料摘编Word下载.docx
转基因粮食的危害资料摘编Word下载.docx
-
高中英语词组大全Word文档下载推荐.docx
-
卫计局年工作总结及新年工作计划Word格式.docx
-
贵州省煤矿安全管理人员安全资格证A考试概况Word格式.docx
-
系统集成项目招标文件Word文件下载.docx
-
电子商务考试题总汇打印版打印打印Word下载.docx
-
选调生考试备考言语理解与表达真题Word文档格式.docx
-
高考物理实验题专练 专练15Word文档格式.docx
-
加装奥迪A4L蓝牙电话功能Word文档下载推荐.docx
-
学年下学期好教育高三月考仿真卷A卷 语文 学生版后附详解Word文档下载推荐.docx
-
净化生产车间工程一般施工技术施工方案Word文档格式.docx
-
内蒙古呼和浩特市第六中学学年高一政治下学期期末考试试题Word下载.docx
-
证券行业客户经理电话营销技巧与实例Word文档下载推荐.docx
-
叶芝 苇间风文档格式.docx
-
最新中美贸易摩擦的原因及解决对策1论文Word文件下载.docx
-
意义的近义词Word格式文档下载.docx
-
上海市中考英语试题S.docx
-
专题12观点论证类设问.docx
-
附加安心重疾条款.docx
-
设计变更管理办法修改意见稿FINAL汇编.docx
-
毕业赠言毕业致词精选多篇.docx
-
银行新员工代表发言稿精选多篇.docx
-
北京市朝阳区届高三第一学期期末语文试题Word版含答案.docx
-
HL线切割使用说明书模板.docx
-
车工实训周记.docx
-
USBHID键盘扫描码.docx
-
Apmpoqu4调研报告.docx
-
最熟悉的陌生人作文八篇.docx
-
被动语态综合讲解.docx
-
部编版语文七上第五单元16猫同步练习试题.docx
-
软件体系结构作业2.docx
-
钢管管道安装焊接施工工艺.docx
-
秦汉文学思考题.docx
-
青蓝工程师父小结吕莉优秀资料.docx
-
青年教师科研基金项目策划申请书.docx
-
青蓝工程师父小结吕莉优秀资料.docx
-
青年教师培训启动仪式讲话稿七篇.docx
-
秦汉文学思考题.docx
-
青青陌上桑陌上桑续写结尾.docx
-
琴房使用记录表.docx
-
清华大学五道口金融学院毕业生就业1.docx
-
青少年社会工作案例.docx
-
清明节幼儿园小班语言教案7篇.docx
-
秋期高二语文期末考试解析.docx
-
秋季开学专项督导检查工作自查报告精品.docx
-
渠道砼衬砌技术交底汇编.docx
-
去敬老院的心得体会范文.docx
-
秋天防寒保暖简短祝福语汇编.docx
-
全国大学生网络安全知识竞赛试题单选题.docx
-
全国统一建筑工程预算之工程量计算规则.docx
-
全国专业技术人员职称英语等级考试卫生类真题及答案合集共43页word资料.docx
