 电路技术文档格式.docx
电路技术文档格式.docx
- 文档编号:18334611
- 上传时间:2022-12-15
- 格式:DOCX
- 页数:29
- 大小:38.76KB
电路技术文档格式.docx
《电路技术文档格式.docx》由会员分享,可在线阅读,更多相关《电路技术文档格式.docx(29页珍藏版)》请在冰豆网上搜索。
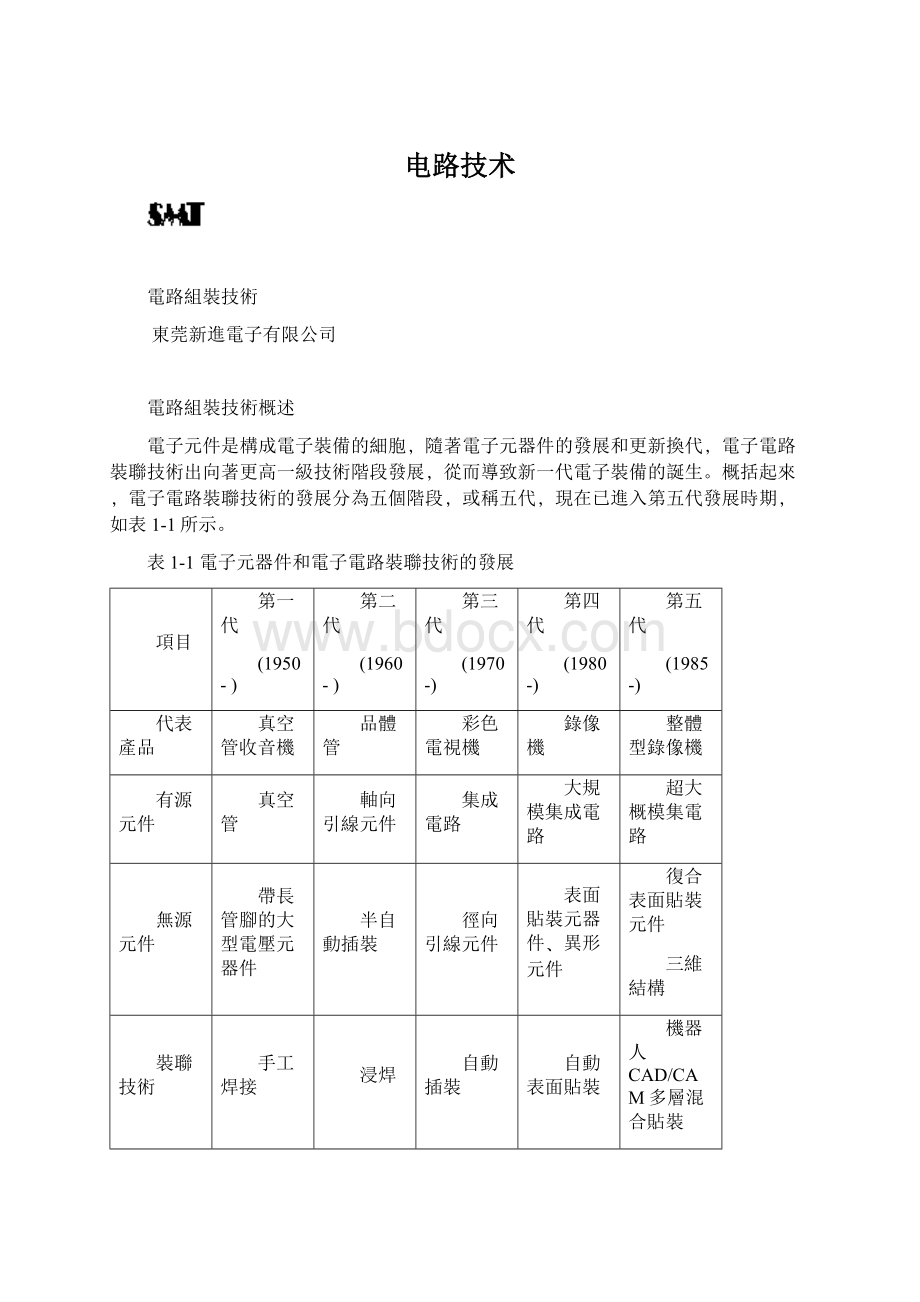
帶長管腳的大型電壓元器件
半自動插裝
徑向引線元件
表面貼裝元器件﹑異形元件
復合表面貼裝元件
三維結構
裝聯技術
手工焊接
浸焊
自動插裝
自動表面貼裝
機器人CAD/CAM多層混合貼裝
單面酚醛紙板
熔焊
再流焊
微電子焊接
電路板
金屬底盤
雙面異通孔柔性
兩面組裝﹐陶瓷基板﹑金屬蕊基板﹑高密度多層(通孔)
陶瓷多層金屬初
總之﹐電子電路裝聯技術的發展受元器件所支配﹐一種新型元器件的誕生﹐總是要導致裝聯技術的一場革命。
展望21世紀﹐隨著硅微技術的發展﹐電路裝聯技術將向”高密度集成”方向大踏步前進﹐從而使電子裝備大縮小體積﹐減輕重量﹐降低功耗。
提高可靠性﹐使21世紀的”靈巧電子裝備”﹑”機器人”等智能電子系統成為現實。
表面組裝技術概述
表面組裝技術﹐國外叫SurfaceMountTechnology,簡稱SMT﹐國內有多種譯名﹐根據電子行業標准﹐我們將SMT叫表面組裝技術。
1.表面組裝技術定義
表面組裝技術是一種無需在印制板上鑽插裝孔﹐直接將表面組裝元器件貼﹑焊到印制電路板表面規定位置上的電路裝聯技術。
具體的說﹐表面組裝技術就是一定的工具將表面組裝元器件引腳對准預先涂覆了了粘劑接劑和焊膏的焊盤圖形上﹐把表面組裝元件貼裝元器件貼裝到未鑽安裝孔的PCB表面上﹐然后經過波峰焊或再流焊使表面組裝元器件和電路之間建立可可靠的機械和電氣連接﹐元器件各焊點在電路路基板一側﹐如圖2.所示﹕
表面組裝技術
二﹑表面組裝技術的組成
1.1表面組裝技術的組成如圖2.2所示。
封裝設計﹕結構尺寸﹑端子形式﹑耐焊性等﹔
表面組裝元器件制造技術﹕
包裝﹕編帶式﹑棒式﹑托盤﹑散裝等
表電路基板枝術單(多)層PCB﹑陶瓷基板﹐瓷釉金屬基板等
組裝設計電設計﹑熱設計﹑元器件布局和電路布線設計﹑焊盤圖形設計
組裝方式和工藝流程
組裝材料
組裝工藝技術
組裝技術
組裝設術
1.2表面組裝工藝概要
三﹑表面組裝工藝技術的組成
圖2-3列出表面組裝工藝技術的組成。
涂敷材料粘接劑﹑焊料﹑焊膏
組裝材料
工藝材料焊劑﹑清洗劑﹑熱轉換介質
涂敷技術點涂﹑針轉印﹑印(絲網印刷﹑模板印)
貼裝技術順序式﹑在線式﹑同時代
焊接方法雙波峰﹑噴射波峰等
流動焊接粘接劑涂敷點涂﹑針轉印
粘接劑固化紫外﹑紅外﹑激光等
焊接技術
組裝技術焊接方法焊膏法﹑預置焊料法
表再流焊接焊膏涂敷印刷
面加熱方法氣相﹑紅外﹑激光等
組清洗技術溶劑清洗﹑水清洗
裝檢測技術非接觸式檢測﹑接觸式測試
工返修技術執空氣對流﹑傳導加熱
藝涂敷設備點涂器﹑印刷機﹑針式轉印機
技貼裝機順序式貼裝機﹑同時式貼裝機﹑以線式貼裝系統
術焊接設備雙波峰焊接設備﹑噴射式波峰焊接設備﹑各種再流焊接設備
組裝設備清洗設備溶劑清洗機﹑水清洗機
測試設備各種外觀檢測設備﹑在線測試儀﹑功能測試儀
返修設備熱空氣對流返修工具和設備﹑傳導加熱返修設備和工具
表面組裝技術
四﹑表面組裝和通孔插裝的比較
從PCB﹑元器件和組件形態等方面進行比較﹐都可以發現SMT和THT存在有許多差異﹐但從組裝工藝角度分析﹐SMT和THT的根本區別是”插”和”貼”的區別﹐這兩種截然不同的電路組裝技術﹐用了外形結構完全不同的兩種類型的電子元器件。
電子電路裝聯技術的發展主要受元器件類型所支配﹐一塊PCB或陶瓷基板電路組件的功能主要來源于電子元器件和互連導體組成的電路組件。
通孔插裝技術是在PCB的背面從安裝插入元器件﹐而在電器面(正面)進行焊接﹐元器件主體和焊接接頭分別在電路板兩側﹐面SMT是在基板的同一側進行元器件貼裝和焊接﹐元器件主體和焊接接頭同在電路板一側。
工藝上的這個特征反映了這兩類元器件及其包裝形式的差異並決定了工藝﹑工藝裝備的結構和性能都存在很大差別。
五﹑表面組裝方式
組裝了SMC/SMD的電路基板叫做表面組裝組件(簡稱SMA),他集中體現了SMT的特征。
在不同的應用場合﹐對SMA的高密度﹑高功能和高可靠性有不同的要求﹐只有采用不同的方式進行組裝才能滿足之些要求。
根據電子設備對SMA的形態結構﹑功能要求﹑組裝特點和所用電路基板類型(單面和雙面板)﹐將表面組裝分為三類六種組裝方式﹐如表2-1所示﹐更全面的分類將在高級教材中介紹。
表面組裝技術
六﹑表面組裝工藝流程
表面組裝方式確定后﹐就可以根據需要和具體條件(或可能)選擇合理的工藝流程﹐不同的組裝方式有不同的工藝流程。
同一種組裝方式出可以有不同的工藝流程﹐這主要取決于所用元器件的類型和電子裝備對電路組件的要求以及生產的實際條件。
不同組裝方式的典型流程有十几種﹐在實際生產中具體應用的工藝流程則更多﹐這里就不一一列舉了﹐圖2-4僅列出單面表面組裝工藝流程﹐這是最簡單的全表面組裝典型工藝流程。
貼裝
SMC
涂敷
焊膏
組裝
開始
來料檢測
涂敷粘接
劑(遷用)
焊膏烘干
粘接劑固化
最終檢測
清洗
圖2-4單面板全表面組裝典型工藝流程
七﹑什么是表面組裝元器件
表面組裝元器件是60年代開發﹐70年代后期在國際市場上流行的新型電子元器件﹐國際上簡稱為表面組裝元器件SurfaceMountComponents(簡稱SMC)或SurfaceMountDevices(簡稱SMD)。
最初的表面組裝元器件是用于厚膜混合集成電路的外貼元器件﹐主要是無引線矩形片式電阻器和陶器獨石電容器﹐國外把這些元件叫做”ChipComponents”,國內曾叫做”片式元件”。
后來(80年代初)又出現了圓柱形﹑立方體和異形結構的無引線元器件﹐它們已超越了”片狀”﹑”片式”和”無引線”等說法都不能確切的反映表面組裝元器件。
其具體定義是﹕表面組裝元器件是外形為矩形片狀﹑圓柱形﹑立方體或異形﹐其焊端或引腳制作在同一平面內並適合于表面組裝工藝的電子元器件。
目前電子元器件的發展日新月異﹐正向0603或更小化微型化發展﹐日東公司推出的貼片機(CP40L/LV﹑CP45FV)均能適應其發展。
圖3-1示出表面元器件的類型。
類別
封裝形式
種類
無源表面組裝元件
矩形片式
厚膜和薄膜電阻器﹑獨石陶瓷電容器﹑單層陶瓷電容器﹑熱敏電阻等
圓柱形
碳膜電阻器﹑金屬膜電阻器﹑MELF陶瓷電容器﹑熱敏電容器
異形
半固定電阻器﹑電位器﹑鉭電解電容器﹑微調電容器﹑線繞電感器等
有源表面組裝器件
陶瓷組件(扁平封裝)
無引線陶瓷蕊片載體(LCCC)﹑有引線陶瓷蕊片載體
塑料組件(扁平封裝)
小型模塑二極管(SOD)﹑小型模塑晶體管(SOT)/小型模塑集成電路(SOIC)﹑有引線塑封蕊片載體(PLCC)﹑小型J型組件(SOJ)/四方扁平封裝(QFP)/BGA和CSP.
機電表面組裝元件
異型
連接器﹑變壓器﹑延遲器﹑振蕩器﹑薄型微電機等
二﹑表面組裝元器件的引線結構
按照元器件的端子結構﹐表面組裝元器件可分為有引線和無引線兩種類型。
無引線的以無源元件居多﹐有引線的都是特殊短引線結構﹐以有源器件和機電元件為主。
表3.2列出了引線結構類型和特征。
翼形和”J”形引線是已經使用的兩種主要引線結構形式﹐翼形引于SOIC,”J”形引腳用于PLCC.對接引腳是工業界通過剪切DIP(雙列直插封裝)得到的。
翼形引線的主要優點是能適應薄﹑小間距組件的發展趨勢﹐並能使用各種焊接藝進行焊接。
這種引線結構比”J”形引線有較低的封裝外形。
其主要缺點是﹐對于沒有角墊的細間距組件來說﹐在貨運和使用過程中易使引腳受到損壞。
“J”形引線比翼形引線有較大的空間利用系數﹔雖然對焊接工藝的適應性不及翼形引線﹐但引線較硬﹐在貨運和使用過程中不易損壞。
人們對對接引線存在異議﹐日本的一些公司對這種引線組件感興趣﹐但是一般認為﹐對接引線的剪切強度只有”J”形引線和翼形引線的65%﹐並且對貼裝和焊接等因素更為敏感。
所以﹐對接引線的推廣應用尚需經曆一段時間。
球柵陣列封裝是適全表面組裝工藝的面陣列封裝﹐它是裝蕊片封裝的引出端呈陣列式分布在器件體底面上﹐引出端呈球形﹐是適合于高引線數器件的封裝﹐現在主要有BGA(球柵陣列)和CSP(蕊片規模封裝)。
三.表面組裝元器件的封裝技術
上面介紹的無源表面組裝元件一般呈片式﹑賀柱形和異表﹐片式和圓柱形阻容元件基本上是無引線封裝﹐異形元件采用特殊封裝﹐無源表面組裝元件都采用了扁平短引線封裝形式。
基本上有兩種類型的封裝﹔大多數采用模壓塑料封裝﹐成本較低﹔另一種是用陶瓷片作載體的封裝﹐叫陶瓷封裝。
除了這兩種封裝類型外﹐還有金屬外殼封裝﹐但成本較高。
表3.2表面組裝元器件的引線結構類型和特征
SDL-03-07-05-00
研制最早和較成熟的封裝是小形模塑封裝﹐如小型晶體管(SOT)和小形二極管(SOD)。
隨著集成電路在消費類電子設備中的應用﹐就把SOT的封裝設計概念擴大到14和16引腳的封裝﹐出現了小形集成電路(SOIC)﹐大多數是雙極邏輯電路﹐這種結構在70年代初﹐大量用于計算器﹑電子表和袖珍收音機。
當引腳數超過28根時。
SOIC封裝失去了真實成本效益﹐于是在70年代末期﹐研制出陶瓷無引線蕊片載體(LCCC),成為廣泛應用的表面組裝器件的封裝。
為了降低成本﹐又發展了塑料有引線蕊片載體(PLCC)﹐其引線一般都是”J”形引線。
PLCC封裝已被定為工業標准封裝﹐它出適用于甚大規模集成電路蕊片和多引腳數器件的封裝。
目前﹐SOIC將逐步變成引腳數少于20的普通封裝﹔而引腳數在28根以上的器件采用PLCC封裝﹐引腳數為20.22和24的器件﹐這兩種封裝均可采用。
四方扁平封裝(QFP)是日本開發的一種PLCC﹐它用于小間距件的封裝。
BGA是60年代開始研制﹐80年代后期實用化的適全于高引出端的面陣列封裝﹔CSP是與蕊片尺寸相同或略大的IC封裝的總稱﹐將成為高I/O端子數IC封裝的主流﹐主要用于高檔電子產品領域的MCM(多蕊片組件)和超高密度超小型化的消費類電子產品領域﹐特別是I/O端子數在2000以上的高性能電子產品中。
另外﹐表面組裝薄膜電容器﹑電感器和LC濾波器等分別采用或金屬外殼封裝。
表面組件元器件封裝的關鍵是精密模具﹐沒有先進的精密模具制造設備和高超的加工技術﹐這種精密模具就很難制造出來。
五.主要表面組裝元器件的技術狀況
關于無源表面組裝元器件和表面組裝有源器件﹐由于涉及元器件制造技術的諸多方面﹐超出了中級教材的要求﹐因此這部分內容將在高級教材中專門介紹。
1.表面且裝元器件采購准則
關于無源表面組裝元器件我國正處于發展階段﹐隨著改革開放的深入發展﹐表面組裝元器件在我國將不斷擴大其應用領域﹐所以了解其采購准則對正確遷用元器件和確保電路組件的可靠性是非常重要的。
下面概括介紹表面組裝元器件的采購准則供讀者參考。
1.1首先要廣泛了解國內外表面組裝元器件制造廠家的情況﹐優選有限的制造廠家進行聯系﹐並簽定有關供貨合同﹐以確保采購優質的元器件﹔
1.2在滿足使用要求前題下﹐應選用有限型號的封裝類型﹐這樣有利于提高采購能力﹐減少庫存費用以及減少貼裝供料器數目﹐隆低組裝成本﹔
1.3應對選購的元器件就其性能﹑可靠性﹑可焊性﹑元器件尺寸公差﹑對PCB焊盤圖形的適應性和對組裝工藝及設備的適應性等方面進行認﹐以確保組裝順利進行和PCB組件的可靠性。
除以上三項采購准則外﹐下列几項應予以特別重視﹕
1.端焊頭或引腳應有良好的可焊性﹔
2.為使導熱良好﹐應優選引腳為銅的元器件﹔
3.應嚴格規定元器件的尺寸公差﹔
4.在端焊頭或引腳的可焊性電鍍層下或金或銀之間要求有鎳阻擋層﹐以防止在焊接時金或銀的浸(溶)析﹔
5.選用的元器件必須能在組裝工藝中承受兩次焊接周期﹔
6.元器件應在清洗溫度下具有耐溶劑性﹔一般不推荐超聲清洗有源器件﹐以防內引線開裂﹔
7.有源器件應要求有器件標記﹔最好采用導電性模壓凹腔塑封編帶包裝方式。
SDL-03-07-06-00
綜上所述﹐表面組裝元器件的出現引起了電路組裝技術的變革。
現在國外SMT已處在高速發展階段﹐表面組裝元器件仍在不完善和發展中﹐了解和掌握有關的基礎知識對于實施SMT是一項十分重要的工作。
表面組裝設計
表面組裝設計
在進行表面組裝設計前首先必須全面了解系統概況﹐例如系統用途﹑技術指標﹑功能划分﹑相互接口﹑工作環境﹑壽命要求和可靠性級別等﹐在進行具體電路設計時要遵循系統的總體要求﹐即按組裝件要實現的功能﹑功率要求﹑頻率范圍和電源條件﹐設計結構簡單﹑性能優良的電路原理圖。
然后﹐進行元器件的選擇﹑基板選擇﹑工藝選擇﹐在此基礎上進行電路板的布線設計和焊盤圖形設計。
一﹑表面組裝件的設計規則
為了圓完成表面組裝件的設計﹐設計規則涉及電路塊划分﹑電路板尺寸的確定﹑元器件方位和中心距的選擇﹑布線﹑能通孔和測試點的設定以及阻焊模的應用等。
較復怵的電路需划分多塊電路板﹐或在單塊電路板划分為不同的區域﹐其划分原則如下。
1.按照電路各部分功能劃分和設置。
2.模似和數字兩部分電路分開。
3.高頻和中﹑低頻電路分開﹐高頻部分單獨屏蔽﹐防止外界電磁場的干擾。
4.大功率電路和其它電路分開﹐以便采用散熱措施。
4.減少電路中的噪聲干攏和串攏現象﹐易產生噪聲的電路需與某些電路隔開。
二﹑印制電路板的尺寸和形狀
根據整機的總體結構確定所用電路板的尺寸。
因SMT電路和尺寸比較小﹐為更適合于自動化生產﹐往往采用多塊組合成一塊大板﹐俗稱”郵票”板。
其結構如圖4-1所示。
1.郵票板可由多塊同樣的電路板組成﹐或由多塊不同地電路板組成。
2.根據表面組裝設備情況決定郵票板的最大外形尺寸。
3.郵票板的定位孔設計成一個圓形和一個槽形孔的寬度尺寸和圓形孔的直徑相等﹐而長度比寬度尺寸至少大0.5mm.
4.圓形定位孔直徑由組裝設備的定位銷決定﹐一般為3mm﹐定位孔內壁不允許有電鍍層。
5.郵票板上各電路板之間由具有一定強度又不易折斷的連接筋支撐。
三﹑元器件的方向和位置
確定各種元器件在電路板上的方位﹐除遵循通孔有關的設計原則外﹐還需考慮與表面組裝工藝有關的原則。
1.相互垂直。
元器件軸線要相互平行或垂直。
2.元器件的特征位置。
電路板上所有電解電容﹑二極管的正極﹑SOT封裝的單引線端以及集成電路和開關的第一號引線應朝同一方向。
元器件的分布。
整個電路板上的元器件的分布密度應均勻﹐不同的焊接方法對電路板上元器件排
SDL-02-13-01-00
表面組裝設計技術
3.列方位有不同要求﹐在設計時要特別註意﹔應嚴格按有關標准進行設計。
四﹑元器件間的間距
在表面組裝件上﹐如何確定元器件間的間距呢﹖哪些因素影響元器件間的間距呢﹖
1.焊接工藝要求的間距
(1)相鄰元器件間的中心距離
元器件間中心距的計算涉及元器件外形尺寸公差﹑貼裝機貼裝頭的轉動精度﹑定位精度以及工藝要求。
具體計算公式參見有關參考書。
(2)再流焊接要求元器件間的中心距離
再流焊接工藝有可能造成元件或引線的短路。
其原因是﹕(a)印刷的焊膏印像圖形和焊盤圖形未完全吻合﹔(b)焊膏的粘度偏低或觸變性差﹐印好的焊膏坍塌形成焊膏連條﹐再流焊后焊盤間形成小錫珠或橋接﹔(c)泳動效應﹐再流焊中焊膏熔化﹐使焊盤上的元件受到浮力作用﹐同時又受到焊錫潤濕力﹑重力和熔融焊膏表面張力的作用﹐有可能使元件偏離焊盤﹐嚴重時和鄰近焊盤搭接。
因此在元件間必須設計一定的間距﹐以避免形成短路和橋接。
大多數元器件相鄰焊盤的間距是0.64mm.
(3)波峰焊接工藝要求元器件的最小間距
在波峰焊接時﹐由于熔融焊錫的表面張力﹑金屬表面的潤濕情況等﹐在間距小的焊盤或通孔間可能造成焊錫橋接﹐為了減少這種焊接缺陷﹐設計時應選取合理的間距。
插裝元件的打彎引線和相鄰元件間的間距比片式元件間的間距大﹐以防止剪短和打彎引線時損壞鄰近式元件。
此間距建議為1.27mm.
2.為了目檢和檢修在元器件間要留有一定的間距﹐此間距與視角有關。
五﹑通孔
表面組裝電路板上的通孔主要用于互連和探針測試﹐它們的位置可能設置有和有關焊盤連接的適當部位。
為節省面積﹐通孔直徑當然越小越好﹐可是要縮小通孔直徑又受到以下几方面的限制。
1.通孔尺寸
(1)通孔尺寸和成本關系。
通孔尺寸縮小﹐工藝難度提高﹐成品率下降﹐導致成本增加。
中等密度的電路板常用的通孔尺寸為0.46mm。
(2)通孔的形狀比。
電路板厚度不變時﹐隨通孔直徑縮小通孔的形狀比(電路板厚度除以通孔直徑)提高﹐這就可能導致通孔內壁電鍍層開裂。
(3)通孔焊盤的尺寸。
電路板在組裝后一般要進行探針測試。
測試焊盤的最小直徑為0.86mm,實際鑽孔直徑為0.46mm,而通孔鍍層厚度為0.05mm,那么電鍍通孔直徑變成為0.36mm,因為直徑0.86mm的焊盤變成了0.25mm寬的環形圖。
如將測試焊盤的通孔用焊錫填滿﹐既可防止測試時還有助于真空的形成﹐讓探針測試設備的針床能吸住電路板。
2.通孔位置
在設計通孔的位置時必須考慮與焊盤的相應關系﹐在再流焊和波峰焊時﹐對通孔位置的要求有所不同﹐必須嚴格按照有關規定嚴格控制。
測試焊盤的位置在有關標准中有明確的規定。
六﹑布線的線寬和線厚
通孔插裝電路板一般采用0.3mm的布線寬度和線距﹐而表面組裝器件引線的中心距不大于1.27mm,引線焊盤間的間距只有0.635mm,要在兩個焊盤間留一條0.3mm的線寬和線距的布線是不可能的﹐必須縮小布線寬度和線距﹐才能適合表面組裝的需要。
為了進行細線條電路板的生產﹐采用薄復銅層的層壓板﹐調整線寬和線距尺寸﹐修整通孔焊盤﹐以及將電路板的光繪底片放在恆溫濕環境中﹐以保証圖形精度。
SDL-02-13-02-00
焊接技術
1.五種不同密度的布線規則
為了適應不同組裝密度的要求﹐現在采用一級至五級密度布線規則。
常用的是二級密度布線﹐通孔設在2.54mm的網格上﹐金屬化孔直徑1mm﹐焊盤直徑1.65mm﹐測試焊盤全設在2.54mm的網格上﹔在插裝通孔間和SMD焊盤間允許分別通過0.25mm和0.2mm的布線﹔最小布線寬度為0.25mm。
高密度組裝時采用四級密度布線﹐在1.27mm中心距的SMD焊盤間允許通過二條0.127mm線寬和線距的布線﹐在2.54mm中心距的通乳間允許通過間距0.1mm線寬和線距的布線。
2.焊盤的連線
SMD焊盤和連線圖形將影響再流焊中元件泳動的發生﹑焊接勢量的控制和焊錫沿布線的遷移。
所以有關標准對焊盤連線有一定規定。
七﹑阻焊膜的應用
在SMT電路板上涂復阻焊膜﹐是為了防止再流焊時焊錫遷移至金屬布線上﹐造成焊接缺陷。
另外﹐用阻焊膜蓋住通孔﹐在波峰焊時焊劑不會由通孔沖到電路板的元件面上﹐並且在印刷貼片膠和焊膏時﹐或者針床測試時幫助形成=吸電路板所需的真空。
常用的阻焊膜有絲網漏印阻焊膜﹑干膜和光圖形形轉移的濕膜等。
應根據具體情況選擇使用。
在使用阻焊膜時要執行有關標准的阻焊膜使用原則。
1.表面組裝焊盤圖形設計
把表面組裝元件貼裝到PCB上﹐就需要在PCB上相應于元器件端子(引線)的部位設置焊盤。
在元器件引線和焊盤之間形成焊接接頭﹐從而完成PCB的表面組裝﹕這樣﹐在PCB上相應于各種不同元器件端子或引線的焊盤就組成了焊盤圖形。
為了滿足電子設備的特定要求﹐就必須對PCB上的焊盤形按照一定的標准進行設計﹐這就叫做”表面組裝焊盤圖形設計。
”
焊盤圖形設計是SMT設計的主要組成﹐是進行表面組裝的基礎之一。
它規定了元器件組裝在PCB上的位置和取向﹐決定了焊縫強度和可靠性﹐同時對組裝缺陷﹑強貼裝性﹑可洗淨性﹑可測試性﹑可修復性起著重要影響。
因此﹐出可以說焊盤圖形設計對表面組裝的可制造性起著決定性的作用。
目前由于元器件公差不統一﹐元器件標准尚不健全﹐尤其在我國更缺乏這方面的標准﹐這使我們的焊盤圖形設計工作困難﹐標准化工作復雜。
近年來國外的一些標准機構﹐在健全表面組裝元器件標准的同時﹐加強了焊盤圖形設的標准化工作。
本章僅就焊盤圖形設計的一般原理和主要
松香水
焊劑
酒精
調壓器
220
大規模生產中﹐從元器件清洗到鍍錫﹐都由自動生產線完成﹐中等規模的生產亦可使用搪錫機給元器件鍍錫。
還可以用化學方法去除焊接面上的氧化膜。
研究成果表明﹐國產元器件引線的可焊性已經取得了較大的進步﹐元器件在存儲15個月以后﹐引線上的錫鈰鍍層仍然具有良好的可焊性。
對于此類元器件﹐在規定期限完全可免去鍍錫的工序。
現在市場上常見的元器件大多是采用這種方法處理過的﹐為保証表面鍍錫層的完好﹐大焊接前不要用刀。
砂紙等機械方法或化學方法磨表面﹐也有一些元器件是早年生產的﹐引腳表面大多氧化﹐大使用前必須做好處理﹐以保証焊接質量。
3.3多股導線鍍錫
大一般電子產品中﹐用多股導線進行連接還是很多。
連接導線的焊點發生故障是比較堂見的﹐這同導線接頭處理不錄有很大關系。
對導線鍍錫﹐要把握以下几個要點﹕
3.3.1剝去絕層不要傷線
使用剝線鉗剝去導線緣層﹐若刀口不合適或工具本身質量不好﹐容易造成多股線頭中有少數几根斷掉或者雖未斷離但有壓痕﹐這樣的線頭在使用容易斷開。
3.3.2多股導線的線頭要很好絞合
剝好的導線端頭﹐一定要先將其絞合大一起﹐否則在鍍錫時就會散亂。
一兩根散線也很容易造成電氣故障。
3.3.3涂焊劑鍍錫要留有余地
通常在鍍錫前要將導線頭浸蘸松香水。
有時﹐也將導線擱在放有松香的木板上﹐用烙鐵給導線端頭敷涂一層焊劑﹐同時也鍍上焊錫﹐要注意﹐不要讓錫浸入到導線的絕緣皮中去﹐最好在絕緣皮前留出1~~3mma的間隔﹐使這段沒有鍍錫。
這樣鍍錫的導線﹐對于穿管是很有利的同時也便于檢查導線。
4.手工烙鐵焊接技術
使用電烙鐵進行手工焊接﹐掌握起來并不因難﹐但是又有一下的技朮要領。
長期從事電子產品
生產的人們總結出了焊接的四個要素(又稱4M):
材料﹐工具﹐方式﹑方法及操作者。
SDL-02-13-04-00
其中


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 电路 技术
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 转基因粮食的危害资料摘编Word下载.docx
转基因粮食的危害资料摘编Word下载.docx
-
高中英语词组大全Word文档下载推荐.docx
-
卫计局年工作总结及新年工作计划Word格式.docx
-
贵州省煤矿安全管理人员安全资格证A考试概况Word格式.docx
-
系统集成项目招标文件Word文件下载.docx
-
消防设计技术审查的要点Word文档格式.docx
-
第三章 习题课 带电粒子在磁场或复合场中的运动Word格式.docx
-
湖南岳阳中考英语模拟卷含答案Word文档格式.docx
-
电子商务考试题总汇打印版打印打印Word下载.docx
-
选调生考试备考言语理解与表达真题Word文档格式.docx
-
高考物理实验题专练 专练15Word文档格式.docx
-
加装奥迪A4L蓝牙电话功能Word文档下载推荐.docx
-
学年下学期好教育高三月考仿真卷A卷 语文 学生版后附详解Word文档下载推荐.docx
-
净化生产车间工程一般施工技术施工方案Word文档格式.docx
-
内蒙古呼和浩特市第六中学学年高一政治下学期期末考试试题Word下载.docx
-
证券行业客户经理电话营销技巧与实例Word文档下载推荐.docx
-
叶芝 苇间风文档格式.docx
-
最新中美贸易摩擦的原因及解决对策1论文Word文件下载.docx
-
意义的近义词Word格式文档下载.docx
-
上海市中考英语试题S.docx
-
专题12观点论证类设问.docx
-
附加安心重疾条款.docx
-
设计变更管理办法修改意见稿FINAL汇编.docx
-
毕业赠言毕业致词精选多篇.docx
-
银行新员工代表发言稿精选多篇.docx
-
北京市朝阳区届高三第一学期期末语文试题Word版含答案.docx
-
HL线切割使用说明书模板.docx
-
车工实训周记.docx
-
USBHID键盘扫描码.docx
-
Apmpoqu4调研报告.docx
-
最熟悉的陌生人作文八篇.docx
-
被动语态综合讲解.docx
-
镇中心学校工作计划Word格式文档下载.docx
-
物业管理员的个人工作述职报告Word文档格式.docx
-
220kV升压站电气设备调试方案Word文档格式.docx
-
CA6140型卧式车床的电气控制电路Word格式文档下载.docx
-
小学数学教研组活动记录上Word格式.docx
-
镀锌件项目可行性方案Word下载.docx
-
象征的含义文档格式.docx
-
普外科诊疗指南技术操作规范Word下载.docx
-
HSE管理办法Word下载.docx
-
人事科工作总结精选12篇最新Word文档格式.docx
-
议论文写作方法篇概念分析Word格式文档下载.docx
-
幼儿园教育教师资格证考试幼儿园教育综合素质作文大全Word格式文档下载.docx
-
统计学例题及答案Word文档下载推荐.docx
-
摄像摄影技术实验指导书10级Word文件下载.docx
-
顺丰面试参考Word文档下载推荐.docx
-
司炉工考试题库及答案文档格式.docx
-
推荐合作原则和礼貌原则在商务谈判中的应用Word文档下载推荐.docx
-
仁爱版英语七年级上册测试题Word文件下载.docx
-
银行联动营销工作动员大会领导讲话稿Word文档下载推荐.docx
