 表面粗糙度与表面光洁度级别对照表完整优秀版Word格式文档下载.docx
表面粗糙度与表面光洁度级别对照表完整优秀版Word格式文档下载.docx
- 文档编号:18333406
- 上传时间:2022-12-15
- 格式:DOCX
- 页数:13
- 大小:326.59KB
表面粗糙度与表面光洁度级别对照表完整优秀版Word格式文档下载.docx
《表面粗糙度与表面光洁度级别对照表完整优秀版Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《表面粗糙度与表面光洁度级别对照表完整优秀版Word格式文档下载.docx(13页珍藏版)》请在冰豆网上搜索。
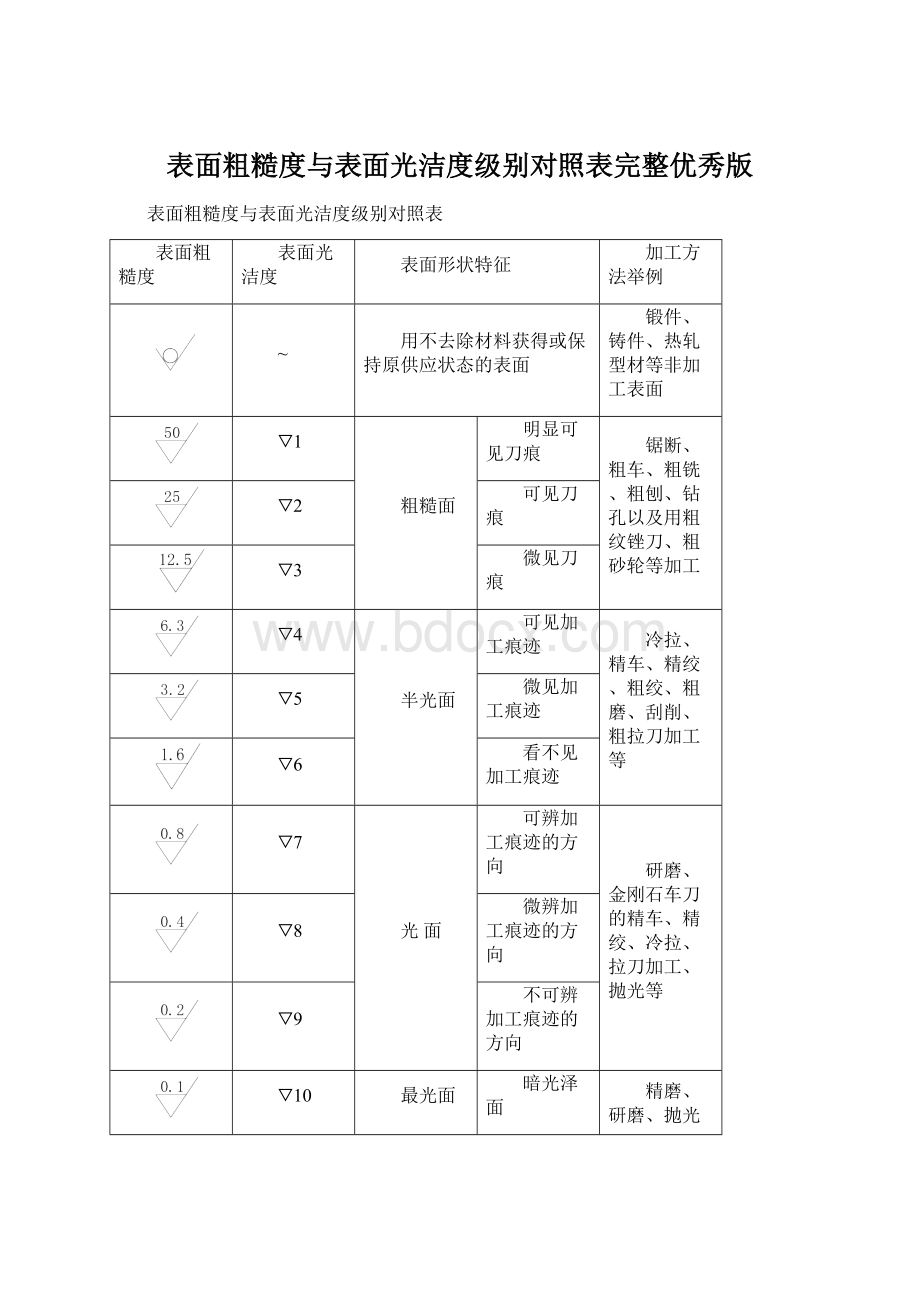
雾状镜面
▽14
镜面
美表面粗糙度对照表
中国旧标准(光洁度)
中国新标准(粗糙度)Ra
美国标准(微米)Ra
美国标准(微英寸),Ra
▽4
6.3
8.00
320
6.30
250
▽5
3.2
5.00
200
4.00
160
3.20
125
▽6
1.6
2.50
100
2.00
80
1.60
63
▽7
0.8
1.25
50
1.00
40
0.80
32
▽8
0.4
0.63
25
0.50
20
0.40
16
国内表面光洁度与表面粗糙度Ra、Rz数值换算表(单位:
μm)
▽1
▽2
▽3
▽4
▽5
▽6
▽7
表面
粗糙度
Ra
50
25
12.5
6.3
3.2
1.60
0.80
Rz
200
100
表面光洁度
▽8
▽9
▽10
▽11
▽12
▽13
▽14
0.40
0.20
0.100
0.050
0.025
0.012
-
0.050
另附:
粗糙度仪新旧标准参数变化对照表现将TR200粗糙度仪依据新标准更改参数的情况列表如下,如有问题,由时代公司负责解释。
本表还适用于公司TR1系列粗糙度仪。
修改后可测量参数的总数没有变化,仍为13个参数,只是显示在不同的标准中,也就是说:
时代粗糙度仪产品参数:
涵盖新旧标准参数!
(详见表)
新标准(ISO)
旧标准(ISO)
说明
Ra
各标准通用参数
Rz
显示在日本标准JIS中
Ry
参数定义已修改。
原Ry仍显示在日本标准JIS、德国标准DIN中。
Rq
没变化
Rp
Rv
Rm
符号改,参数定义没改
Rt
R3z
显示在日本标准JIS中,参数没变化
Rmax
显示在德国标准DIN、美国标准ANSI中
RSk
Sk
符号改,定义没改
RS
S
RSm
Sm
Rmr
tp
符号改,定义没
表面粗糙度国际标准加工方法
标准等级代号
加工工具(方法)
加工材料及硬度要求
光度描述
粗研磨砂粒粒度
精研磨砂粒粒度
钻石膏抛光
SPI(A1)
Ra0.005
S136
54HRC
光洁度非常高,镜面效果
8407
52HRC
SPI(A2)
Ra0.01
DF-2
58HRC
光洁度较低,没有砂纸纹
XW-10
60HRC
SPI(A3)
Ra0.02
300HB
光洁度更低一级,但没有砂纸纹
718SUPREME
SPI(B1)
Ra0.05
没有光亮度,有轻微3000#砂纸纹
SPI(B2)
Ra0.1
没有光亮度,有轻微2000#砂纸纹
SPI(B3)
Ra0.2
没有光亮度,有轻微1000#砂纸纹不辨加工痕迹的方向
Ra0.4
精加工:
精车\精刨\精铣\磨\铰\刮
Ra0.8
Ra1.6
Ra3.2
Ra6.3
Ra12.5
Ra25
Ra50
表面粗糙度有Ra,Rz,Ry之分,据GB3505摘录:
表面粗糙度参数及其数值(SurfaceRoughnessParametersandtheirValues)常用的3个分别是:
轮廓算数平均偏差(Ra)--arithmeticalmeandeviationoftheprofile;
微观不平度十点高度(Rz)--thepointheightofirregularities;
轮廓最大高度(Ry)--maximumheightoftheprofile。
Ra--在取样长度L内轮廓偏距绝对值的算术平均值。
Rz--在取样长度内5个最大的轮廓峰高的平均值与5个最大的轮廓谷深的平均值之和。
Ry--在取样长度L内轮廓峰顶线和轮廓谷底线之间的距离。
如果图面没标注粗糙度选用Ra/Rz/Ry的情况下默认为Ra。
表面粗糙度是指加工表面具有的较小间距和微小峰谷不平度。
其两波峰或两波谷之间的距离(波距)很小(在1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。
表面粗糙度越小,则表面越光滑。
表面粗糙度的大小,对机械零件的使用性能有很大的影响,主要表现在以下几个方面:
①表面粗糙度影响零件的耐磨性。
表面越粗糙,配合表面间的有效接触面积越小,压强越大,磨损就越快。
②表面粗糙度影响配合性质的稳定性。
对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐渐增大;
对过盈配合来说,由于装配时将微观凸峰挤平,减小了实际有效过盈,降低了联结强度。
③表面粗糙度影响零件的疲劳强度。
粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹一样,对应力集中很敏感,从而影响零件的疲劳强度。
④表面粗糙度影响零件的抗腐蚀性。
粗糙的表面,易使腐蚀性气体或液体通过表面的微观凹谷渗入到金属内层,造成表面腐蚀。
⑤表面粗糙度影响零件的密封性。
粗糙的表面之间无法严密地贴合,气体或液体通过接触面间的缝隙渗漏。
此外,表面粗糙度对零件的外观、测量精度也有影响。
粗糙度:
0.012、0.025、0.050、0.100、0.20、0.40、0.80、1.6、3.2、6.3、12.5、25、50、100
6.3:
半精加工表面。
用于不生要的零件的非配合表面,如支柱、轴、、支架、外壳、衬套、盖等的端面;
螺钉、螺栓各螺母的自由表面;
不要求定心和配合特性的表面,如螺栓孔、螺钉通孔、铆钉孔等;
飞轮、带轮、离合器、联轴节、凸轮、偏心轮的侧面;
平键及键槽上下面、花键非定心表面、齿顶圆表面;
所有轴和孔的退刀槽;
不重要的连接配合表面;
犁铧、犁侧板、深耕铲等零件的摩擦工作面;
插秧爪面等。
1、外观的光滑与摩擦是一个矛盾问题,总的来说,既要光滑美观,又要有相当的摩擦,以方便安装,以下是常见的一些粗糙度数值:
2、粗糙度0.8以下:
抛光
3、粗糙度0.8:
用磨床加工的面
4、粗糙度1.6—3.2:
车床、铣床加工面
5、粗糙度3.2—12.5:
一般性的常规加工
6、一般而言,既要光滑美观,又要有相当的摩擦,以方便安装的话,粗糙度0.8可以,既显得美观高档,手感也可以的
7、如果手拧部分需要减低等级的话也可以的,建议选择粗糙度1.6—3.2,但是,好看吗?
会不会影响外观的美感呢?
8、如果需要重视手拧的功能,最好是做滚花处理,滚花有“直纹”和“网纹”两种,图纸上的标注:
网纹0.8(用箭头指明需要滚花的部位,再写上文字)
中美表面粗糙度对照表
中旧标(光洁度)
中新标(粗糙度)Ra
美标(微米),Ra
美国标准(微英寸),Ra
▽4
6.3
320
250
▽5
3.2
200
160
125
▽6
1.6
100
80
63
▽7
0.8
50
40
32
▽8
0.4
25
20
16
Ra:
轮廓算术平均偏差在取样长度内轮廓偏距绝对值的算术平均值Rz:
微观不平度十点高度
在取样长度内五个最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
在设计零件时,表面粗糙度数值的选择,是根据零件在机器中的作用决定的。
总的原则是:
在保证满足技术要求的前提下,选用较大的表面粗糙度数值。
具体选择时,可以参考下述原则:
(1)工作表面比非工作表面的粗糙度数值小。
(2)摩擦表面比不摩擦表面的粗糙度数值小。
摩擦表面的摩擦速度愈高,所受的单位压力愈大,则应愈高;
滚动磨擦表面比滑动磨擦表面要求粗糙度数值小。
(3)对间隙配合,配合间隙愈小,粗糙度数值应愈小;
对过盈配合,为保证连接强度的牢固可靠,载荷愈大,要求粗糙度数值愈小。
一般情况间隙配合比过盈酝合粗糙度数值要小。
(4)配合表面的粗糙度应与其尺寸精度要求相当。
配合性质相同时,零件尺寸愈小,则应粗糙度数值愈小;
同一精度等级,小尺寸比大尺寸要粗糙度数值小,轴比孔要粗糙度数值小(特别是IT8~IT5的精度)。
(5)受周期性载荷的表面及可能会发生应力集中的内圆角、凹稽处粗糙度数值应较小。
一般零件只要标注Ra(轮廓算术平均偏差)就可以了,对于有密封要求的零件部位,通常须同时标注Ra(轮廓算术平均偏差)和Rz(微观不平度十点高度)
个人认为,通过切削加工的表面标注用Ra,通过抛光等加工方法得到的表面用Rz表示
两者的作用相近,可相互转化.根据不同国家其使用情况不同.国内和北美目前采用Ra,而欧洲国家一般采用Rz.示意图如下
一般的书籍都推荐表面粗糙度大的(12.5)和小的(0.025)用RZ,其余用Ra
表面光洁度与粗糙度Ra、Rz数值换算表
(1)轮廓算术平均偏差Ra。
图1中,以中线为基准线,在取样长度l内轮廓峰高的平均值和轮廓谷深的平均值之和作为轮廓微观不平度的平均高度。
一般优先选用轮廓算术平均偏差Ra表示。
(2)微观不平度十点高度Rz。
图2取自文献[3],基准线为算术平均中线。
在取样长度l内,5个最大的轮廓峰高Yp的平均值和5个最大的轮廓谷深Yu的平均值即为微观不平度十点高度值Rz。
表面光洁度与粗糙度Ra、Rz数值换算表(单位:
μm)表面光洁度▽1
▽2
▽3
▽4
▽5
▽6
▽7Ra
50
25
12.5
6.3
3.2
1.60
0.80Rz
200
100
50
6.3
6.3表面光洁度▽8
▽9
▽10
▽11
▽12
▽13
▽14Ra
0.40
0.20
0.100
0.050
0.025
0.012
–Rz
1.60
0.80
Ra、Rz、Ry等表面粗糙度(也称表面光洁度)主要参数及定义
点击次数:
586发布时间:
2021-10-2221:
24:
44
Ra、Rz、Ry等表面粗糙度的主要参数及定义:
表面粗糙度也称表面光洁度,通过表面粗糙度仪测量得到数据,一般在国内通用的为Ra值
粗糙度的单位为:
微米(um)
具体请查看以下资料:
7.3表面粗糙度参数及定义7.3.1轮廓算术平均偏差Ra在取样长度内轮廓偏距的算术平均值。
11niiRayn==Σ
7.3.2轮廓均方根偏差Rq在取样长度内轮廓偏距的均方根值。
211nqiiRyn==Σ7.3.3微观不平度十点高度Rz在取样长度内5个最大的轮廓峰高的平均值与5个最大的轮廓谷深的平均值之和。
55115piviiiyyRz==+=ΣΣ式中:
piy是第I个最大的轮廓峰高;
viy是第I个最大的轮廓谷深。
7.3.4轮廓最大高度Ry(ISO)在取样长度内轮廓峰顶线和轮廓谷底线之间的距离。
7.3.5轮廓最大值Ry(DIN)Ry(DIN)的计算方法为:
先计算每个取样长度内轮廓峰顶线和轮廓谷底线距离的值,然后取这些值中的最大者,即为评定长度内的Ry(DIN)。
7.3.6轮廓峰谷总高度Rt在评定长度内轮廓峰顶线和轮廓谷底线之间的距离。
7.3.7轮廓最大峰高Rp在取样长度内从轮廓峰顶线至中线的距离。
7.3.8轮廓最大谷深Rm在取样长度内从轮廓谷底线至中线的距离。
7.3.9轮廓的单峰间距S在取样长度内轮廓的单峰间距的平均值。
11niiSSn==Σ式中:
-第I个轮廓单峰间距;
iSn-在取样长度内轮廓单峰的个数。
7.3.10轮廓微观不平度的平均间距Sm在取样长度内轮廓微观不平度的间距的平均值。
11nmiiSmSn==Σ式中:
-第I个轮廓微观不平度间距;
miSn-在取样长度内轮廓微观不平度的个数。
7.3.11轮廓支承长度率pt在取样长度内,一平行于中线与轮廓相截所得到的各线段截线长度之和与取样长度l之比。
pbppbtl=pt值是对应于不同水平截距c而给出的。
7.3.12第三峰谷高度平均值3ZR3ZR是在评定长度内的每个取样长度上的第三个轮廓峰高与第三个轮廓谷深之和的平均值。
新旧国标Ra参数值转化表
①Ra值与表面粗糙度中第2系列值同②Ra值为表面粗糙度第1系列值。
此表取自《机械设计手册》第3卷(徐灏主编)表18.4-8,仅供参考
如需要更详细粗糙度仪资料或其他帮助,欢迎与我公司联系:
0574-87865988
小马
轮廓算数平均偏差(Ra)--arithmeticalmeandeviationoftheprofile;
微观不平度十点高度(Rz)--thepointheightofirregularities;
轮廓最大高度(Ry)--maximumheightoftheprofile。
如果图面没标注粗糙度选用Ra/Rz/Ry的情况下默认为Ra。
中美表面粗糙度(光洁度)对照表
中国旧标准(光洁度)
中国新标准
(粗糙度)Ra
美国标准
(微米)Ra
(微英寸)Ra
8.00
6.30
5.00
4.00
3.20
2.50
2.00
1.60
1.25
1.00
0.80
0.63
0.50
0.40
德国表面粗糙度和中国如何对照?
知道了Ra与Rz,理解好了一些。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 表面 粗糙 表面光洁度 级别 对照 完整 优秀
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 转基因粮食的危害资料摘编Word下载.docx
转基因粮食的危害资料摘编Word下载.docx
-
高中英语词组大全Word文档下载推荐.docx
-
卫计局年工作总结及新年工作计划Word格式.docx
-
贵州省煤矿安全管理人员安全资格证A考试概况Word格式.docx
-
系统集成项目招标文件Word文件下载.docx
-
电子商务考试题总汇打印版打印打印Word下载.docx
-
选调生考试备考言语理解与表达真题Word文档格式.docx
-
高考物理实验题专练 专练15Word文档格式.docx
-
加装奥迪A4L蓝牙电话功能Word文档下载推荐.docx
-
学年下学期好教育高三月考仿真卷A卷 语文 学生版后附详解Word文档下载推荐.docx
-
净化生产车间工程一般施工技术施工方案Word文档格式.docx
-
内蒙古呼和浩特市第六中学学年高一政治下学期期末考试试题Word下载.docx
-
证券行业客户经理电话营销技巧与实例Word文档下载推荐.docx
-
叶芝 苇间风文档格式.docx
-
最新中美贸易摩擦的原因及解决对策1论文Word文件下载.docx
-
意义的近义词Word格式文档下载.docx
-
上海市中考英语试题S.docx
-
专题12观点论证类设问.docx
-
附加安心重疾条款.docx
-
设计变更管理办法修改意见稿FINAL汇编.docx
-
毕业赠言毕业致词精选多篇.docx
-
银行新员工代表发言稿精选多篇.docx
-
北京市朝阳区届高三第一学期期末语文试题Word版含答案.docx
-
HL线切割使用说明书模板.docx
-
车工实训周记.docx
-
USBHID键盘扫描码.docx
-
Apmpoqu4调研报告.docx
-
最熟悉的陌生人作文八篇.docx
-
被动语态综合讲解.docx
-
部编版语文七上第五单元16猫同步练习试题.docx
-
软件体系结构作业2.docx
-
钢管管道安装焊接施工工艺.docx
-
老挝语学习指南.docx
-
最新火力电厂实习报告总结 精品.docx
-
母爱1600字作文.docx
-
平面镜成像公开课教案.docx
-
最新人教版数学小学六年级下册新六年级数学下册第二单元教学设计教案.docx
-
七年级语文上册文言文练习题及答案.docx
-
青岛版小学一年级上册数学教案.docx
-
人教版必修一化学方程式归纳练习卷附答案.docx
-
人教版六年级数学上册分数简便计算精选165.docx
-
人教版四年级数学上册三位数乘两位数竖式计算 142.docx
-
人力资源考笔试题.docx
-
三八妇女节爱岗敬业演讲稿4篇doc.docx
-
苏教版小学二年级语文上册教案集体备课个案.docx
-
孙鑫C++视频教程总结内功算法+数据结构+编译原理+操作系统原理+软件工程+英文.docx
-
文化馆等级必备条件评估标准.docx
-
西安交通大学18年课程考试《中级财务会计》作业考核试题100分答案.docx
-
题型19 提纲类说理议论备战高考英语书面表达.docx
-
现浇混凝土框架剪力墙结构楼立项环境管理方案.docx
-
童子崖桥连接线工程施工组织设计.docx
