 零件的结构特点及其材料Word文档下载推荐.docx
零件的结构特点及其材料Word文档下载推荐.docx
- 文档编号:18328097
- 上传时间:2022-12-15
- 格式:DOCX
- 页数:14
- 大小:60.30KB
零件的结构特点及其材料Word文档下载推荐.docx
《零件的结构特点及其材料Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《零件的结构特点及其材料Word文档下载推荐.docx(14页珍藏版)》请在冰豆网上搜索。
包括内、外表面、重要轴面的同轴度、圆的径向跳动、重要端面对轴心线的垂直度、端面间的平行度等。
⑷外表粗糙度
轴的加工外表都有粗糙度的要求,普通依据加工的能够性和经济性来确定。
支承轴颈常为0.2~1.6μm,传动件配合轴颈为0.4~3.2μm。
⑸其他
热处置及外观修饰等要求。
二、零件的结构特点
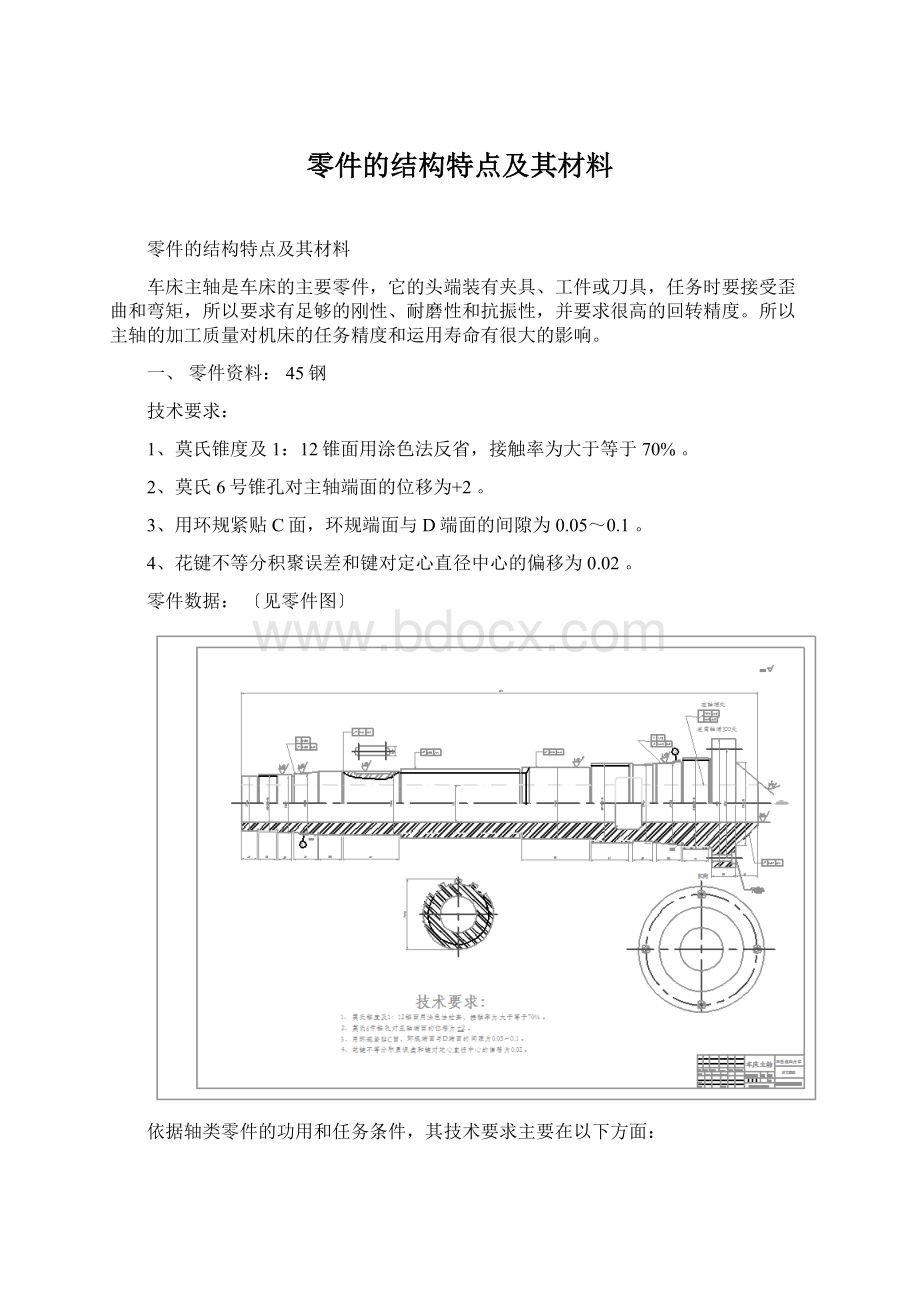
图1所示零件是车床的主轴,它属于台阶型轴类零件,由圆柱面、轴肩、螺纹、退刀槽和键槽等组成。
轴肩普通用来确定装置在轴上零件的轴向位置;
键槽是便于装置键,以传递转矩;
螺纹用于装置各种锁紧螺母和调整螺母。
从图1所示的车床主轴零件的支撑轴颈A、B是装配基准,故对A、B两段轴颈的加工提出了很高的要求。
主轴的支撑轴颈、配合轴颈、锥孔、前端圆锥面及端面、锁紧螺纹等外表是轴的主要加工外表。
其中支撑轴颈自身的尺寸精度、几何外形精度、相互位置精度和外表粗糙度尤为重要。
加工工艺性
次零件的技术要求不高,用车床、铣床和钻床就可以加工出来,精度要求普通是7到8级,而且外表粗糙度要求也不太高,是一个较好加工的零件。
确定零件毛胚
思索到零件的经济性和综合功用要求,零件资料为45钢。
1、粗基准的选用原那么
1、保证不加工外表与加工外表相互位置要求原那么。
当有些不加工外表与加工外表之间有相互位置要求时,普通不选择加工外表作为粗基准。
2、保证各加工外表的加工余量合理分配的原那么。
应选择重要加工外表为粗基准。
3、粗基准不重复运用的原那么。
粗基准的精度低,粗糙度数值大,重复运用会形成较大的定位误差,因此,同一尺寸方向的粗基准,通常只允许运用一次。
2、精基准的选用原那么
1、基准重合原那么。
尽能够使设计基准和定位基准重合,以增加定位误差。
2、基准一致原那么。
尽能够运用同一定位基准加工个外表,以保证各外表的位置精度。
如轴类零件常用两端顶尖孔作为一致的定位基准。
3、互为基准原那么。
当两个加工外表间的位置精度要求比拟高的时分,可用互为基准的原那么重复加工。
4、自为基准的原那么。
当要求加工余量小而平均时,可选择加工外表作为自身的定位基准。
确定零件的定位基准
主轴加工中,为了保证各主要外表的相互位置精度,选择定位基准时,应遵照基准重合、基准一致和互为基准等重要原那么,并能在一次装夹中尽能够加工出较多的外表。
由于主轴外圆外表的设计基准是主轴轴心线,依据基准重合的原那么思索应选择主轴两端的顶尖孔作为精基准面。
用顶尖孔定位,还能在一次装夹中将许多外圆外表及其端面加工出来,有利于保证加工面间的位置精度。
所以主轴在粗车之前应先加工顶尖孔。
为了保证支承轴颈与主轴内锥面的同轴度要求,宜按互为基准的原那么选择基准面。
如车小端1∶20锥孔和大端莫氏6号内锥孔时,以与前支承轴颈相邻而它们又是用同一基准加工出来的外圆柱面为定位基准面〔因支承轴颈系外锥面方便装夹〕;
在精车各外圆〔包括两个支承轴颈〕时,以前、后锥孔内所配锥堵的顶尖孔为定位基面;
在粗磨莫氏6号内锥孔时,又以两圆柱面为定位基准面;
粗、精磨两个支承轴颈的1∶12锥面时,再次用锥堵顶尖孔定位;
最后精磨莫氏6号锥孔时,直接以精磨后的前支承轴颈和另一圆柱面定位。
定位基准每转换一次,都使主轴的加工精度提高一步。
轴类零件的资料
常用45钢,精度较高的轴可选用40Cr、轴承钢GCr15、弹簧钢65Mn,也可选用球墨铸铁;
对高速、重载的轴,选用20CrMnTi、20Mn2B、20Cr等低碳合金钢或38CrMoAl氮化钢。
轴类毛坯
常用圆棒料和锻件;
大型轴或结构复杂的轴采用铸件。
毛坯经过加热锻造后,可使金属外部纤维组织沿外表平均散布,取得较高的抗拉、抗弯及抗扭强度。
轴类零件的热处置
锻造毛坯在加工前,均需布置正火或退火处置,使钢材外部晶粒细化,消弭锻造应力,降低资料硬度,改善切削加工功用。
调质普通布置在粗车之后、半精车之前,以取得良好的物理力学功用。
外表淬火普通布置在精加工之前,这样可以纠正因淬火惹起的局部变形。
精度要求高的轴,在局部淬火或粗磨之后,还需停止高温时效处置。
拟订零件的加工路途是制定工艺规程的总体规划,主要义务是选择各外表的加工方法,及定位基准,确定加工顺序,各工序采用的机床设备和工艺装备等。
主轴加工工艺进程剖析
主轴加工工艺进程可划分为三个加工阶段,即粗加工阶段〔包括铣端面、加工顶尖孔、粗车外圆等〕;
半精加工阶段〔半精车外圆,钻通孔,车锥面、锥孔,钻大头端面各孔,精车外圆等〕;
精加工阶段〔包括精铣键槽,粗、精磨外圆、锥面、锥孔等〕。
在机械加工工序中间尚需拔出必要的热处置工序,这就决议了主轴加工各主要外表总是循着以下顺序的停止,即粗车→调质〔预备热处置〕→半精车→精车→淬火-回火〔最终热处置〕→粗磨→精磨。
综上所述,主轴主要外表的加工顺序布置如下:
外圆外表粗加工〔以顶尖孔定位〕→外圆外表半精加工〔以顶尖孔定位〕→钻通孔〔以半精加工过的外圆外表定位〕→锥孔粗加工〔以半精加工过的外圆外表定位,加工后配锥堵〕→外圆外表精加工〔以锥堵顶尖孔定位〕→锥孔精加工〔以精加工外圆面定位〕。
当主要外表加工顺序确定后,就要合理地拔出非主要外表加工工序。
对主轴来说非主要外表指的是螺孔、键槽、螺纹等。
这些外表加工普通不易出现废品,所以尽量布置在前面工序停止,主要外表加工一旦出了废品,非主要外表就不需加工了,这样可以防止糜费工时。
但这些外表也不能放在主要外表精加工后,以防在加工非主要外表进程中损伤已精加工过的
对凡是需求在淬硬外表上加工的螺孔、键槽等,都应布置在淬火前加工。
非淬硬外表上螺孔、键槽等普通在外圆精车之后,精磨之行停止加工。
主轴螺纹,因它与主轴支承轴颈之间有一定的同轴度要求,所以螺纹布置在以非淬火-回火为最终热处置工序之后的精加工阶段停止,这样半精加工后剩余应力所惹起的变形和热处置后的变形,就不会影响螺纹的加工精度。
工艺路途的拟定
为保证几何外形、尺寸精度、位置精度及各项技术要求,必需判定合理的工艺路途。
工艺路途方案一
序号
工序称号
工序内容
定位基准
设备
5
备料
10
锻造
磨锻
立式精锻机
15
热处置
正火
回火炉
20
锯
锯小端,坚持总长为890+2.5mm
锯床
25
铣端面打中心孔
车端面钻
=5mm的中心孔
小端外形
铣床、钻床
30
车
粗车各段外径,均放余量为2.5~3mm
大端外形及断面、小端中心孔
车床
35
粗车D、E面及
165mm外圆,均放余量为2.5~3mm
小端外形,
115mm外表
40
粗车大端后断面及
115mm外圆与上边工序接平
大端外形,小端中心孔
45
钻
45mm的导向孔
钻床
50
45mm的通孔
深孔钻床
55
调质220~240HB
60
车小端面,内孔光出即可,长度不少于10mm
大端外形,
89外表
65
半精车各档外圆及1:
12锥面,均留0.5~0.6mm,螺纹外径留磨量0.2~0.3mm
大端外形,小端孔口
仿形车床
70
1、半精车大端D、E面及莫氏锥孔
2、半精车大端后断面,切割各槽
75
扩
48mm通孔
80
按图要求对各部位停止热处置
85
1、半精车大端D、E面
2、车6号莫氏锥孔,精车端面
90
磨
半精磨各档外圆,1:
12锥面,螺纹外圆,大端外圆及端面
用锥套心轴夹持找正
89mm、
115mm外圆,径向圆跳动不大于0.005mm
外圆磨床
95
铣
铣键槽12H9
80外圆
3#万能铣床
100
大端面上各孔
D、E面
公用钻床
105
精车M74X1.5、M100X1.5、M115X1.5mm螺纹及大端面后端面
大端外圆,小端孔口找正
115mm外圆,径向圆跳动小于0.005mm
110
精磨各档外圆,D、E面及锥面
锥套找正
115
精磨大端锥孔
115mm外圆轴肩找正,径向跳动小于0.005mm
公用磨床
120
清除
清洗去毛刺
125
检查
按图样技术要求项目反省
工艺路途方案二
两个工艺路途的剖析:
相比工艺路途方案一,工艺路途方案二采用先铣面,后钻孔的思绪,契合工序集中和先面后孔的原那么,但在加工左边圆柱上平面和左边圆柱下平面时方便于定位和装夹,且不契合基准先行的原那么;
而加工方案一不只契合先面后孔的原那么和基准先行原那么,而且便于定位和装夹。
另外,选择方案时还应思索工厂的详细条件等要素,如:
设备能否借用工、夹、量具等。
本次设计采用工艺路途一.
车床主轴机械加工工艺进程卡
钻大端面上各孔
加工余量确实定
工艺路途拟定以后,应确定每道工序的加工余量、工序尺寸及其公差。
工序尺寸是工件加工进程中,每个工序加工应保证的尺寸,工序尺寸允许的变化范围就是工序尺寸的公差。
工序尺寸确实定与加工余量有着亲密的关系。
零件图上的尺寸和公差就是最终的加工工序尺寸和公差。
将此尺寸加上加工余量就是上一工序的工序尺寸。
加工中的检验
自动测量装置,作为辅佐装置装置在机床上。
这种检验方式能在不影响加工的状况下,依据测量结果,自动地控制机床的任务进程,如改动进给量,自动补偿刀具磨损,自动退刀、停车等,使之顺应加工条件的变化,防止发生废品,故又称为自动检验。
自动检验属在线检测,即在设备运转,消费不停顿的状况下,依据信号处置的基本原理,掌握设备运转状况,抵消费进程停止预测预告及必要调整。
在线检测在机械制造中的运用越来越广。
加工后的检验
单件小批消费中,尺寸精度普通用外径千分尺检验;
大批少量消费时,常采用润滑极限量规检验,长度大而精度高的工件可用比拟仪检验。
外表粗糙度可用粗糙度样板停止检验;
要求较高时那么用光学显微镜或轮廓仪检验。
圆度误差可用千分尺测出的工件同一截面内直径的最大差值之半来确定,也可用千分表借助V形铁来测量,假定条件容许,可用圆度仪检验。
圆柱度误差通常用千分尺测出同一轴向剖面内最大与最小值之差的方法来确定。
主轴相互位置精度检验普通以轴两端顶尖孔或工艺锥堵上的顶尖孔为定位基准,在两支承轴颈上方区分用千分表测量。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 零件 结构 特点 及其 材料
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 转基因粮食的危害资料摘编Word下载.docx
转基因粮食的危害资料摘编Word下载.docx
-
高中英语词组大全Word文档下载推荐.docx
-
卫计局年工作总结及新年工作计划Word格式.docx
-
贵州省煤矿安全管理人员安全资格证A考试概况Word格式.docx
-
系统集成项目招标文件Word文件下载.docx
-
电子商务考试题总汇打印版打印打印Word下载.docx
-
选调生考试备考言语理解与表达真题Word文档格式.docx
-
高考物理实验题专练 专练15Word文档格式.docx
-
加装奥迪A4L蓝牙电话功能Word文档下载推荐.docx
-
学年下学期好教育高三月考仿真卷A卷 语文 学生版后附详解Word文档下载推荐.docx
-
净化生产车间工程一般施工技术施工方案Word文档格式.docx
-
内蒙古呼和浩特市第六中学学年高一政治下学期期末考试试题Word下载.docx
-
证券行业客户经理电话营销技巧与实例Word文档下载推荐.docx
-
叶芝 苇间风文档格式.docx
-
最新中美贸易摩擦的原因及解决对策1论文Word文件下载.docx
-
意义的近义词Word格式文档下载.docx
-
上海市中考英语试题S.docx
-
专题12观点论证类设问.docx
-
附加安心重疾条款.docx
-
设计变更管理办法修改意见稿FINAL汇编.docx
-
毕业赠言毕业致词精选多篇.docx
-
银行新员工代表发言稿精选多篇.docx
-
北京市朝阳区届高三第一学期期末语文试题Word版含答案.docx
-
HL线切割使用说明书模板.docx
-
车工实训周记.docx
-
USBHID键盘扫描码.docx
-
Apmpoqu4调研报告.docx
-
最熟悉的陌生人作文八篇.docx
-
被动语态综合讲解.docx
-
部编版语文七上第五单元16猫同步练习试题.docx
-
软件体系结构作业2.docx
-
钢管管道安装焊接施工工艺.docx
-
BC-6800plus血液细胞分析仪标准操作程序Word文档格式.doc
-
be-(am--is--are-)-动词专项练习Word文档格式.doc
-
Ansys命令流大全整理Word格式文档下载.doc
-
B5 学习小组组织与管理作业1—实施计划;利用技术支持学习小组组织与管理的实施计划文档格式.docx
-
8篇改革开放新时期专题学习研讨发言心得材料文档格式.docx
 最新人教版八年级上册数学期中复习PPT文档格式.ppt
最新人教版八年级上册数学期中复习PPT文档格式.ppt
-
BG4呼吸器故障设置常见范围50条Word格式文档下载.docx
-
Autar深静脉血栓形成风险评估表文档格式.doc
-
8A版HCNA题库大全Word格式文档下载.doc
-
A-Night-the-Earth-Didn’t文档格式.doc
-
a-bit-a-little-a-little-bit-用法辨析Word文件下载.doc
-
APP软件功能测试报告Word文档格式.docx
-
chapter4periapicaldiseases文档格式.doc
-
969424922最新部编版四年级上册全册语文教案 打印2020 8.1Word格式.docx
 ABAQUS各种混凝土本构表格文件下载.xls
ABAQUS各种混凝土本构表格文件下载.xls
-
ASTM D4169中英文文档格式.docx
-
915小学学科基础2019初试科目试题文档格式.docx
-
90邵洪影】《创作图画》教学设计及反思Word文档下载推荐.docx
-
AB700变频器通讯Word文档下载推荐.doc
