 薛景宾机械手臂搬运加工流程PLC设计Word格式.docx
薛景宾机械手臂搬运加工流程PLC设计Word格式.docx
- 文档编号:18311267
- 上传时间:2022-12-15
- 格式:DOCX
- 页数:13
- 大小:266.37KB
薛景宾机械手臂搬运加工流程PLC设计Word格式.docx
《薛景宾机械手臂搬运加工流程PLC设计Word格式.docx》由会员分享,可在线阅读,更多相关《薛景宾机械手臂搬运加工流程PLC设计Word格式.docx(13页珍藏版)》请在冰豆网上搜索。
运动机构的升降、伸缩、旋转等独立运动方式,称为机械手的自由度。
为了抓取空间中任意位置和方位的物体,需有6个自由度。
自由度是机械手设计的关键参数。
机械手的运动机构主要包括由两个电磁阀控制的液压钢来实现机械手的上升下降运动及夹紧工件的动作,两个转速不同的电动机分别通过两线圈控制电动机的正反转,从而实现小车的快进、慢进、快退、慢退的运动运动;
其动作转换靠设置在各个不同部位的行程开关产生的通断信号传输到PLC控制器,通过PLC内部程序输出不同的信号,从而驱动外部线圈来控制电动机或电磁阀产生不同的动作,可实现机械手的精确定位;
其动作过程包括:
下降、夹紧、上升、慢进、快进、慢进、延时、下降、放松、上升、慢退、快退、慢退;
其操作方式包括:
回原位、手动、单步、单周期、连续;
来满足生产中的各种操作要求。
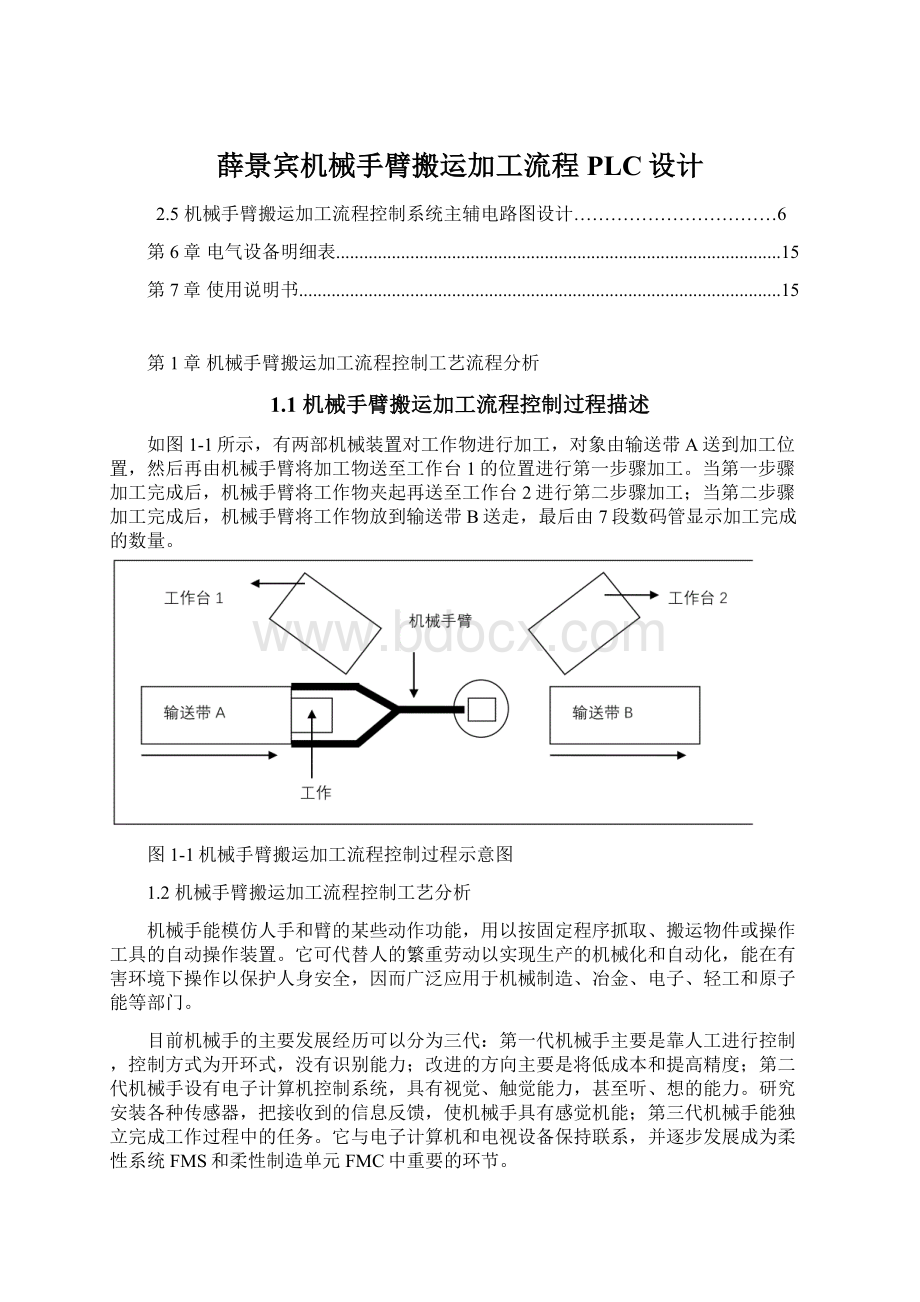
本次设计使用气压机械手臂,一开始手臂先下降,碰到下限开关开始做夹起动作,然后开始上升碰到上限开关后,手臂开始往右,当碰到第一工作站的极限开关时,机械手臂下降将工作物放置工作台l然后上升等待机械对工作物加工;
当工作物第一加工步骤完成时,机械手臂再依进行下降一夹住一上升一往右一下降一释放等流程,将工件放置工作台2上进行第二加工步骤。
当第二加工步骤完成时,机械手臂再依进行下降一夹住一上升一往右一下降一释放等流程,将工件放置输送带B送出,并由7段数码管显示出加工完成的数次。
动作示意图如图1-2所示。
图1-2机械手控制动作示意图
第2章机械手臂搬运加工流程控制系统总体方案设计
2.1机械手臂搬运加工流程控制系统硬件组成
本设计中采用的机械手,采用步进电机控制,抓取物体的电磁阀采用气动形式。
步进电机的控制,由对应的步进电机驱动器电路完成。
完成本设计需要的实验设备有:
1)机械手臂模型2)计算机3)导线4)气泵5)晶体管输出型可编程控制器
机械手臂的控制面板分以下几个模块:
1.步进电机驱动及步进电机
驱动器电流设定为0.63A,细分设定为8细分,将24V电源接入驱动器,此时驱动器的电源指示灯应点亮;
将24V与OPTO端(驱动器使能端)连接起来;
PUL端是脉冲输入端;
DIR是方向控制输入端。
2.旋转编码盘
在本设计模型的底座上有一个旋转编码盘,在底座旋转时,在此产生一个VP-P为24V的方波信号,可以提供给PLC的高速计数器,用于机械手的定位控制。
3.接近开关
在本设计模型中底座和气夹的限位通过电感式接近开关来完成。
接近开关与触头接近时接近指示灯点亮、输出低电平,否则为高电平。
4.行程开关
在本设计模型中两个滚珠丝杆的限位通过滚轴式行程开关来完成。
当行程开关压下时,常开触点闭合,给PLC一个控制信号。
2.2机械手臂搬运加工流程控制方法分析
本装置需采用晶体管输出型可编程控制器,可同时输出两路脉冲到步进电机驱动器,控制步进电机运行。
由于机械手系统的输入/输出点少,要求电气控制部分体积小,成本低,并能够用计算机对PLC进行监控和管理,该机械手的控制为纯开关量控制,且I/O点不多。
2.3机械手臂搬运加工流程控制系统的I/O分配
根据机械手动作的要求及机械手实物教学实验装置说明指导,输入、输出
分配情况如表2-1所示。
表2-1PLC的I/O分配表
名称
输入
输出
启动
I0.0
下降
Q0.0
停止
I0.5
夹紧
Q0.1
上限开关
I0.2
上升
Q0.2
下限开关
I0.1
右移
Q0.3
计数
I1.0
释放
Q0.4
I0.3
左移
Q0.5
Q0.6
T37
气夹电机正传
Q0.7
气夹电机反传
Q1.0
I0.4
基座电机正传
Q1.1
I1.1
基座电机反传
Q1.2
左限开关
右限开关
2.4机械手臂搬运加工流程控制系统接线图设计
本模型的接线设计如图2-1所示如下。
图2-1PLC控制系统接线图
2.5机械手臂搬运加工流程控制系统主辅电路图设计
从工作台1到工作台2工作的控制电路
第3章机械手臂搬运加工流程控制系统梯形图程序设计
3.1机械手臂搬运加工流程控制程序流程图设计
3.2机械手臂搬运加工流程控制程序梯形图设计和语句表
梯形图
下降:
按动开启开关,机械手臂下降,直到接触下限开关,机械手臂停止下降。
夹紧:
当接触到下限开关同时控制电磁阀的开关由于连锁断开,机械手臂夹紧。
计时:
在电磁阀断电后计时继电器接通,开始计时。
上升:
及时完成后控制机械手臂上升的开关闭合,机械手臂开始上升,直到接触上限开关,停止上升。
右移:
接触上限开关后由于连锁另一个下限开关闭合,机械手臂下降,直到接触下限开关。
释放:
接触下限开关后由于连锁电磁阀线圈通电,机械手臂释放工件。
左移:
每次到达输送带B处的上限开关后开始左移,直到接触输送带A处的左限开关,回到原位。
计数:
在每次接触输送带B处的下限开关后,数码管计数加一,记录加工的元件个数。
语句表
LDI0.0
OI0.3
OQ0.0
ANI0.1
ANI0.4
ANI0.5
=Q0.0
LDNI0.1
=Q0.1
LDQ0.1
ANI1.3
TONT37,50
LDT37
OQ0.2
ANI0.2
ANI0.6
=Q0.2
LDI0.2
OQ0.3
ANI0.3
ANI0.7
=Q0.3
LDI0.4
=Q0.4
LDI1.1
OQ0.5
ANI1.4
=Q0.5
OQ0.6
ANI1.2
=Q0.6
第4章机械手臂搬运加工流程控制监控系统设计
4.1PLC与上位监控软件通讯
机械手的全部动作由交流电机进行驱动控制。
步进电机的运动需要驱动器,有脉冲输入时步进电机才会动作,且每当脉冲由低变高时步进电机走一步;
改变电机转向时,需要加方向信号。
机械手的上升/下降、右移/左移动作就是通过控制
这两个步进电机的正反转来实现的。
机械手的放松/夹紧由一个单线圈两位置电磁
阀控制。
当该线圈通电时,机械手放松;
该线圈断电时,机械手夹紧。
4.2实现的效果
当开启启动按钮后,机械手臂下降,直至接触下限开关。
同时电磁阀线圈断电,机械手臂开始夹紧,并且时间继电器开始计时。
计时完成,上升开关闭合机械手臂开始上升,直到接触上限开关。
同时控制右移的开关闭合,机械手臂开始右移,到接触右限开关后停止。
同时另一个下降开关闭合,开始下降直到接触下限开关停止下降,电磁阀线圈通电,开始释放。
每次到达输送带B处上限开关后左移回原位。
每次接触输送带B处下限开关后数码管计数加一,实现计数功能。
第5章机械手臂搬运加工流程控制监控系统调试及结果分析
5.1机械手臂搬运加工流程控制系统调试及解决的问题
使用起保障电路的编程方式,用辅助继电器代表,仅仅使用与触电和线圈有关的指令。
编出的程序规范,且有易于阅读和容易查错的优点。
5.2结果分析
良好的接地是保证PLC可靠工作的重要条件,可以避免偶然发生的电压冲击
危害。
所以最后我们给PLC接上了专用接地线。
搬运机械手采用PLC控制,体积小,重量轻,控制方式灵活,可靠性高,操作简单,维修容易。
使用该机械手代替人工搬运工件,既安全,又准确,提高了劳动生产率,保证了工件的质量,降低了工人的劳动强度,具有较好的经济效益和社会效益。
可编程控制器PLC以其丰富的I/O接口模块、高可靠性,在机械手的控制系统的设计中起到了十分重要的作用。
第6章电气设备明细表
数量
型号
交流电动机
6
Y132M2-2
限位开关
12
JLXK1
电磁阀
1
MVSC-180-4E1
7段数码管
JM-SO4041A-B
气泵
EL-60n
CPU
CPU224
时间继电器
H3Y-2
扩展模块
EM222D08
开启按钮
XB2-B
热继电器
NR4-25/Z0.1-25A
第7章使用说明书
此机械手臂主要使用电动机和电磁阀,在不同的工作点通过手动开启启动按钮使其工作。
在每个工作阶段按照下降-夹紧-上升-右移-下降-释放的流程工作。
并
且在每次到达输送带B后计数并回到原位。
夹紧与释放通过电磁阀与气泵实现,上升,下降,左移,右移以及输送带和工作台的工作由电动机驱动完成。
在全工作过程中,从一个工作点到下一个工作点的搬运过程相同,因此只设计了一个过程。
课程设计心得
这次的课程设计让我学会了很多,在老师和同学的指导学习下,终于完成了这一份课程设计。
课程设计是一个理论与实际结合的过程。
仅仅有理论是不够的,更重要的是
实际的,是我们所设计的实物,具有设计合理,经济实用的优点。
这就需要我们设计者考虑问题是要仔细、周密,不能有丝毫的大意。
对设计方案的优越化,也
需要我们综合各方面的因素考虑,尤其是实际。
设计的同时也加强了我和老师的
交流,认识到知识的渊博度。
再次向教育指导我的老师及同学表示诚挚的感谢!
我很兴奋,因为整个过程都是我们自己去设计的。
设计过程中,通过针对性地查找资料,了解有关电子方面的资料,既增长了自己的知识面,补充最新的专业知识,又提高了自己的应用能力和实践能力。
对学过的课本理论知识起到了很好的温习作用。
机械手臂搬运加工采用PLC为控制核心结构合理、测试方法可靠,它具有较强的灵活性,提高了设备运行的可靠性。
通过对机械手臂搬运加工PLC控制系统设计的设计,让我很好的运用了PLC的知识,对课本的知识进一步的消化和巩固。
这次课程设计终于顺利完成了,这个设计让我获益良多,只要用心去学习,不怕困难,不管多么艰难,我们都能取得成功。
鉴于学生所学知识有限,经验不足,又是初次研究这种复杂的实验,在此过程中难免存在一些错误和不足之处,恳请老师给予批评和指正。
参考文献
[1]王永华.现代电气控制及PLC应用技术.北京航空航天大学出版社.2013.
[2]曹才开.一种工业机械手的PLC控制[Z].北京:
微计算机信息,2006.
[3]王丽伟.机械手的PLC控制[Z].武汉:
机床电器,2006.
[4]王炳实.机床电气控制[M].北京:
机械工业出版社,2004.
[5]王任祥.常用低压电器原理及其控制技术.北京:
机械工业出版社,2006.
[6]许顺隆,徐朝阳.轻松学电机.北京:
中国电力出版社,2008.
[7]曹祥.机床电气控制技术.北京:
国防工业出版社,2009.1
[8]孙余凯,吴鸣山.电器控制与PLC应用.北京:
电子工业出版社,2006.6.
[9]郭晓波.可编程序控制器教程.北京:
北京航空航天大学出版社,2007.9.
[10]黄净.电气控制与可编程序控制器.北京:
机械工业出版社,2009.1.


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 薛景宾 机械 手臂 搬运 加工 流程 PLC 设计
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 如何打造酒店企业文化2刘田江doc.docx
如何打造酒店企业文化2刘田江doc.docx
-
律师提供著作权法律服务业务操作指引.docx
-
18秋福建师范大学《经济法》在线作业一.docx
-
施工现场危险源.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
精校版重庆市 初中毕业水平暨高中招生考试中考英语试题AB卷Word版含答案解析.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
江苏省刘国钧中学1112学年高二语文上学期期末考前辅导试题卷苏教版会员独享.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
西安交通大学18年课程考试《管理会计》作业考核试题.docx
-
施工安全保证体系.docx
-
南开17秋学期《科学启蒙尔雅》在线作业2.docx
-
秋福师《大学英语1》在线作业二.docx
-
231695 北交《运输物流管理》在线作业2 15秋答案.docx
-
梁原学区安全管理工作实施方案.docx
-
环保管理台帐明细.docx
-
我国三大翻译证书考试概览.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
静态分析指标.docx
-
山东金瀚控股金瀚置业绩效考核指标库.docx
-
B0301A国际贸易.docx
-
人教版八年级数学上册同步练习试题及答案第11章《三角形》 同步练习及答案111.docx
-
秋福师《概率论》在线作业二.docx
-
17秋福师《高级英语阅读二》在线作业一.docx
-
西南大学17秋0764《工程建设监理》在线作业参考资料.docx
-
生活宝典之社会大转盘一.docx
-
专卖店管理.docx
-
100个CFO的八年之资金管理篇.docx
-
东北师范古代汉语三16秋在线作业2.docx
-
专业技术人员公共危机管理考试.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
奥鹏南开20秋学期《法律文书写作》在线作业1标准答案Word格式.docx
-
理想中的大学生活演讲Word文件下载.docx
-
技术创新发展阶段与战略选择Word文档下载推荐.docx
-
船舶结构强度课程设计说明书要点Word格式.docx
-
杭州高级中学高三最后一次适应性练习含答案Word下载.docx
-
基于树莓派的嵌入式Linux开发教学探索Word格式.docx
-
尚择优选FDT商业物业管理操作手册docWord文档下载推荐.docx
-
电网领导述职报告Word文档下载推荐.docx
-
食堂食品质量安全承诺书Word文件下载.doc
-
教师如何备课上课听课和评课Word文件下载.docx
-
山东省菏泽市鄄城一中高考语文模拟试题Word下载.docx
-
地大21春《中国文化地理》在线作业一Word文档下载推荐.docx
-
建筑施工企业工程质量管理中存在的问题及解决对策研究本科毕业论文Word下载.docx
-
多肉植物基地商业计划清单书Word文件下载.docx
-
商场保洁全套方案全Word下载.docx
-
短叶君子兰Word下载.docx
-
少先队中队工作计划范文最新篇Word文档格式.docx
-
课外活动武术操兴趣小组记录文本Word格式.docx
-
教师招聘考试经典写作范文模板共20页Word格式.docx
