 技能大赛方案书Word格式文档下载.docx
技能大赛方案书Word格式文档下载.docx
- 文档编号:18199223
- 上传时间:2022-12-14
- 格式:DOCX
- 页数:19
- 大小:21.36KB
技能大赛方案书Word格式文档下载.docx
《技能大赛方案书Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《技能大赛方案书Word格式文档下载.docx(19页珍藏版)》请在冰豆网上搜索。
2
成型机调试
调试OK后生产铣型2镗窗扇
3
开榫机调试刀具
调试OK后完成2支产品
4
下精料
调试OK后下料完成3支
5
打执手、锁
调试OK后完成3镗门扇打
铝合金车间
铝型材下料
使用新锯
6
执手、锁
木铝或铝
合金
7
铣端面
调试OK后完成3根中梃
8
组角
调试OK后完成3镗门窗组角
喷涂车间
9
打白茬
完成2镗门窗白茬打磨
铝包木
10
打底漆
完成2镗门窗底漆打磨
成装车间
11
上五金、挂扇、调试
2镗平开或倒五金窗扇安装调试
根据订单
情况随机
安排
12
玻外/玻打胶
3镗门窗玻外打胶
13
镶(等压)胶条
2镗门窗所有胶条镶嵌
14
样窗、样角制作
1镗铝包木样角、制作调试
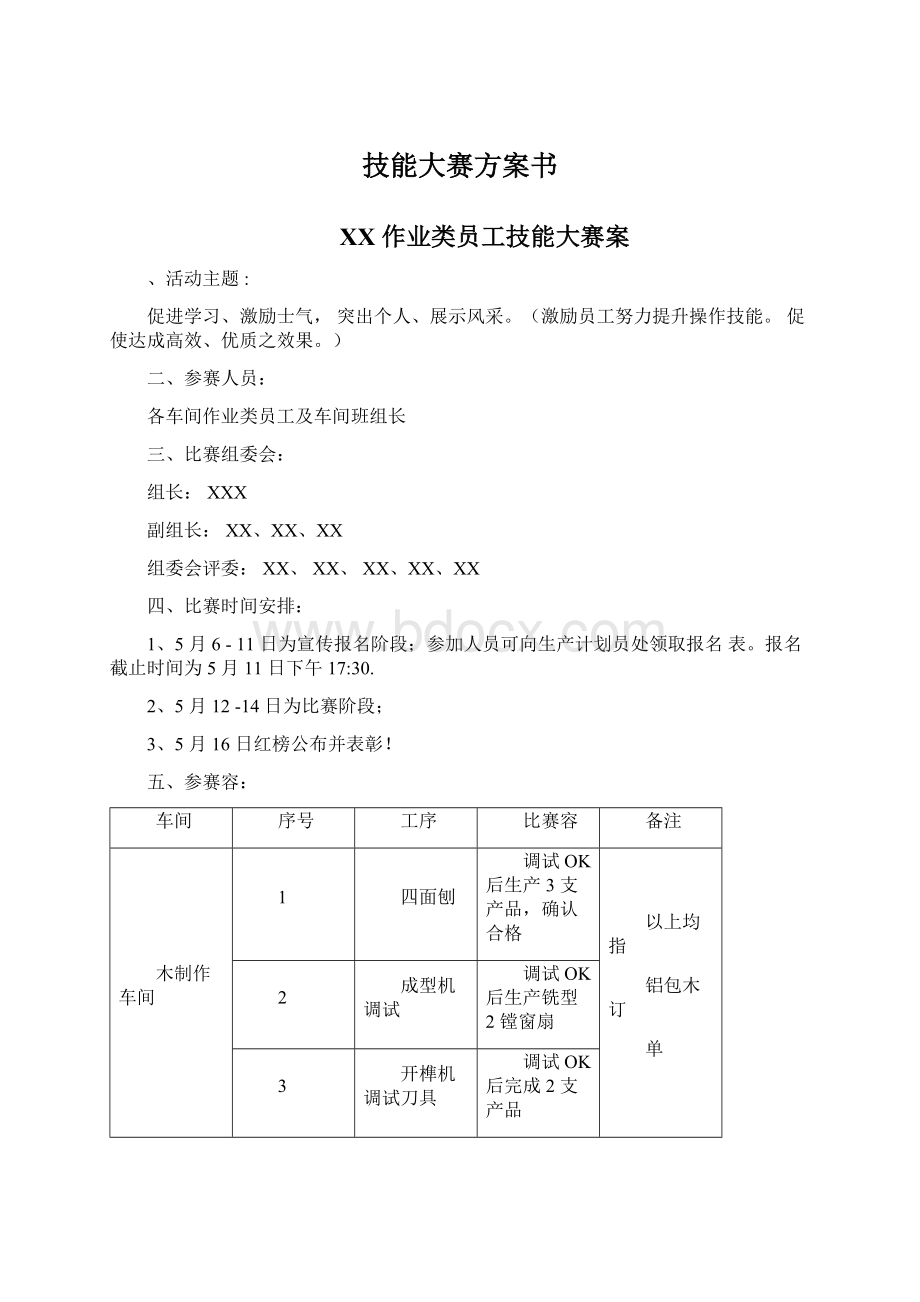
六、评分标准:
1、评分采用单项百分制,综合得分为最高单项得分+多技能额外加分;
同时参赛多项容的员工,非得分最高项目按各单项分数档次最终额外加分;
质量问题对发生质量问题的单项进行对应扣分。
2、评分由组委会评委根据实际效率以及质量情况进行打分。
七、报名式:
车间办公室发放技能大赛填报表,各车间班长负责本车间参赛人员及项目提报,员工按照自己的能力和意愿选择参赛项目(可跨车间参赛)。
八、奖项设置:
综合排名奖(前3名):
第一名现金500元,第二名现金400元,第三名现金300元;
公司级单项排名奖(前5名):
第一名现金300元,第二名现金250元,第三名现金200元,第四名现金150元,第五名现金100元;
单项奖(前3名):
绩效激励10分;
参与奖:
绩效激励5分;
荣誉奖:
获奖(参与奖除外)人员登光荣榜。
九、评分规则:
综合得分=(个人最高)单项得分+多技能额外加分;
单项得分=技能效率得分-质量扣分;
技能效率得分=基准效率得分+个人差异得分;
基准得分:
参赛技能效率平均值定为基准效率,得80分,个人实际效率每提高1%加1分,每降低1%减1分;
质量扣分:
A类、B类质量问题项目记为0分,C类质量问题每处减0.5分,单项扣分满3分,该项记为0分;
多技能额外得分:
除最高技能外单技能得分75-85分,每项技能额外+1分,上限3分;
单技能得分85-90分,每项技能额外+2分,上限5分;
单技能得分
90分及以上,每项技能额外+5分;
多技能额外加分上限10分。
奖品发放规则:
1、综合排名奖与公司级单项排名奖不叠加发放,单项奖与参与奖不叠加发放,获奖员工各从两奖项中选择一项领取奖励(默认综合排名奖和单项奖);
其他奖品叠加发放。
2、单项参赛人员不超过3人,该单项参赛人员统一发放单项奖和荣誉奖,不参与其他评比,不做多技能额外加分。
十、预算相关:
1、现金预算约1800-2200元左右;
2、条幅2条约200元;
3、其他绩效奖励;
项目容及要求
项目
容
要求
木工车间
四面刨/成型机调试设备
选择同款产品,从统一起点刀位调试直到完成。
(整体作业作为一个期)
①不存在针、疤节(活节)外观类质量缺陷②外观无断齿、脱齿、劈裂变形、疤节(死节)等外观类质量缺陷,手感平滑无刀痕③宽度≤±
0.2mm④厚度H≤±
0.2mm⑤槽口H≤±
0.2mm⑥角度偏差为∠±
5′⑦每米允弯曲≤1mm,可以累计
①铣型偏差≤±
0.2mm,②外形尺寸允差≤±
1mm,③对角线偏差≤1.5,④铣型外观无断齿、脱齿、劈裂变形、疤节(死节)等外观类质量缺陷,手感平滑无刀痕、无戗茬;
开榫机调试刀具
由扇的一个刀位调刀另一刀位,在调回原刀位。
(调刀试刀完成记为一个考核段,调回原刀位试刀完成记为一个考核段)
①榫深比型材高度差±
0.5mm,②型材径长度合框前偏差≤1mm,③外观榫头无劈裂、无戗茬。
调试设备下料,再调刀下另一尺寸物料。
(整体
作业作为一个期)
①型材下料长度偏差≤±
0.5mm,②角度偏差≤±
5'
,③切断面垂直度(端面与侧面)偏差≤±
15'
,④按指定位置填写标识。
标识填写每处扣0.5分。
先选择相似产品,考查产品打执手、锁。
①执手高度偏差≤±
1mm,②距≤±
1mm,③锁芯垂直度偏差±
0.5mm。
铝合金车间
型材下料
①尺寸(L)≤2000mm时,尺寸偏差为0.5mm,(L)>2000mm时,尺寸偏差为1.0mm;
②切割断面毛刺高度≤0.2mm;
③切断面垂直度≤15'
,④无碰拉划伤,⑤型材角度偏差<±
。
毛刺、外观每处扣0.5分。
铣水、执手
先选择相似产品,考查产品铣水和铣执手。
(两
个作业分别作为两个考核段)
①位置偏差为±
1mm,②距偏差±
1mm,③加工毛刺高度≤0.2mm,④型材表面无磕碰拉划伤。
铣水:
每处扣0.5分。
铣执手:
①铣切偏差为±
0.2mm,②平面度<0.1mm,③加工毛刺高度≤0.2mm,④型材表面无磕碰拉划伤。
毛刺、外观每处扣0.5分。
先选择相似产品,考查产品组角。
(整体作业作
为一个期)
①尺寸(L)≤2000mm时,尺寸偏差为±
1mm,(L)>2000mm时,尺寸偏差为±
2mm;
②装配间隙允偏差≤0.2mm,③平面度≤0.3mm,④外框无变形,组角错位现象⑤型材无磕拉划伤,⑥组角胶均匀无漏打。
外观清洁、碰拉划伤每处扣0.5分。
上中梃
先选择相似产品,考查上中梃。
(整体作业作为
一个期)
①拼接缝隙≤0.2mm,②平整度≤0.2mm,③中梃与外框、中梃间间距±
0.5+1mm,④无漏打密封胶,⑤无磕拉划伤。
打白茬、底漆
先选择相似产品,考查产品打白茬、打磨底漆。
(两作业分别作业作为两个考核段)
打白茬要求:
①不允破坏几形状,②无漏打、漏修补,③无残留胶水,④表面无凹凸,无毛刺、戗茬、裂痕、砂纸道⑤横向划印、裂纹等缺陷必须用胶水修复与纹理相近L>20mm的划痕尽量修复。
打底漆要求:
①底漆干后打磨,②无漏打、打穿,③无杂质残留,④无凹凸、弧光、亮点、胶水点、砂纸道⑤砂纸按要求使用。
上五金
先选择相似产品,考查框、扇上五金。
(整体作
业作为一个期)
①按图纸要求、无漏装、错装,②锁块、防误操作块应立调时安装,③五金安装保证扇框缝隙均匀。
挂扇、调试
先选择相似产品,考查挂扇调试。
(选择相同人
员辅助,整体作业作为一个期)
①锁闭状态时,锁点锁入锁块滑槽2/3以上,②框扇搭接量控制在±
1mm;
对开扇间隙控制在4~6mm,上下均匀且宽度差小于1mm,高低差小于1mm;
③执手(锁)位置准确,误差≤1mm,④执手转动灵活,开关到位,无刮碰声(传动器正常接触响声除外),⑤锁紧后执手要求垂直向下。
选择同等起止点,考查打胶。
(整体作为一个期)
①胶缝均匀饱满平整、表面洁净,②无断流、结瘤、气泡、转角圆滑过度;
③打胶量为(5-7mm)*(5-7mm)三角区。
镶(等压)胶条
先确定等压胶条和某款胶条,考查上胶条时间。
(整体作为一个期)
①表面平整、无皱纹,②胶水无溢出、③无叠压现象,④对缝平整,均成45度角,⑤玻璃侧密封胶条安装前要打注玻璃胶;
⑥扇密封胶条对接处按工艺要求,胶条加预留量截断后安装,不允拉伸;
⑦长度比型材槽口略长但不得超过2cm。
15
同规格样窗、样角制作。
(单个产品整体作为一个期)
检验要求同成品样窗、样角检验。
注:
出现扣分项外质量问题,该项目得分记为0分
喷涂车间质量打分表
检验项目
检验标准
不良分类
扣分
白茬打磨
框扇挺压线拼樘
不允破坏原几形状A
A
木材本身纹理保留,手感平整,无凹凸感,无砂纸道毛刺、戗茬等缺陷.B
B
无漏打和漏补处
材质表面无胶水残留
横向划印、裂纹等缺陷必须用胶水修复与纹理相近L>
20mm的划痕尽量修复。
底漆打磨
禁漏打及底漆打穿。
底漆未干禁打磨
手感光滑、平整,侧光无凹凸感、弧光、亮点、胶水点、无砂纸道。
不允有残留杂质
砂纸使用
不良分
类
铝合金
下料
料后型材长度
(L)≤2000mm时,尺寸偏差为
0.5mm;
(L)>2000mm时,尺寸偏差为
1.0mm。
切割断面毛刺高
度
加工毛刺应小于或等于0.2毫米
C
型材切割垂直度
断面与侧面允偏差±
型材外观
型材表面清洁,不得有碰、拉、划伤痕。
型材角度
角度偏差为∠±
5′
标示
铣中挺
铣切偏差
铣切偏差为±
0.2mm,(量端铣口尺寸)
型材铣切部位与
组装基准面
平面度小于0.1mm
型材表面清洁,不得有碰、拉、划伤痕
铣排水
铣位置
铣位置偏差为±
1mm
距位置
距位置偏差±
毛刺高度
铝合金车间质量打分表:
木制作车间质量打分表:
光
外观
不存在针、疤节(活节)外观类质量缺
陷
禁存在断齿、脱齿、劈裂变形、疤节(死
节)等外观类质量缺陷,手感平滑无刀
痕
宽度
宽度≤±
0.2mm
厚度
厚度H≤±
槽口
槽口H≤±
弯曲度
每米允弯曲≤1mm,可以累计
铣形
铣形尺寸
型材铣型偏差≤±
外形尺寸
外形尺寸允差≤±
对角线
对角线差为≤1.5
痕、无戗茬
平面度
同一平面度≤0.3mm
型材表面清洁,不得有碰、拉、划伤痕;
外框无变形、组角错位现象
型材下料长度
下料长度的允偏差为L±
0.5毫米
角度
(断面与侧面)允偏差±
按指定位置填写,见图
开榫
榫头无劈裂、无戗茬
榫头深度
比型材高度差±
0.5mm
型材径长度
合框前偏差应≤1mm
执手高度
执手高度偏差≤±
1mm之
距
距偏差≤±
锁芯垂直度
偏差±
0.5mm之
成装车间质量打分表:
装五金
五金件安装数量
和位置
符合图纸要求,不得漏装、错装;
防误
操作块、锁块应立调时安装,锁闭状态时,锁点锁入锁块滑槽2/3以上,框扇
搭接量控制在±
1mm,五金安装保证扇
框缝隙均匀。
调试
扇安装式和位置
符合图纸要求;
对开扇间隙控制在4~6mm,上下均匀且宽度差小于1mm,高低差小于1mm。
开关性能
开关性能符合图纸要求,执手(锁)位置准确,误差≤1mm,执手转动灵活,开关到位,无刮碰声(传动器正常接触响声除外),锁紧后执手要求垂直向下
镶胶条
密封胶条
表面平整、无皱纹,胶水无溢出、无叠压现象,对缝平整,均成45度角,玻璃侧密封胶条安装前要打注玻璃胶。
扇密封胶条对接处符合工艺要求。
胶条安装要求加预留量截断后安装,不允拉伸。
胶条具有一定弹性,长度要比型材槽口略长但不得超过2cm
打胶
玻璃胶
胶缝均匀饱满平整;
表面洁净;
无断流、结瘤;
无气泡;
转角处圆滑过度;
打胶量为(5-7mm)*(5-7mm)三角区


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 技能 大赛 方案
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 如何打造酒店企业文化2刘田江doc.docx
如何打造酒店企业文化2刘田江doc.docx
-
律师提供著作权法律服务业务操作指引.docx
-
18秋福建师范大学《经济法》在线作业一.docx
-
施工现场危险源.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
精校版重庆市 初中毕业水平暨高中招生考试中考英语试题AB卷Word版含答案解析.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
江苏省刘国钧中学1112学年高二语文上学期期末考前辅导试题卷苏教版会员独享.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
西安交通大学18年课程考试《管理会计》作业考核试题.docx
-
施工安全保证体系.docx
-
南开17秋学期《科学启蒙尔雅》在线作业2.docx
-
秋福师《大学英语1》在线作业二.docx
-
231695 北交《运输物流管理》在线作业2 15秋答案.docx
-
梁原学区安全管理工作实施方案.docx
-
环保管理台帐明细.docx
-
我国三大翻译证书考试概览.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
静态分析指标.docx
-
山东金瀚控股金瀚置业绩效考核指标库.docx
-
B0301A国际贸易.docx
-
人教版八年级数学上册同步练习试题及答案第11章《三角形》 同步练习及答案111.docx
-
秋福师《概率论》在线作业二.docx
-
17秋福师《高级英语阅读二》在线作业一.docx
-
西南大学17秋0764《工程建设监理》在线作业参考资料.docx
-
生活宝典之社会大转盘一.docx
-
专卖店管理.docx
-
100个CFO的八年之资金管理篇.docx
-
东北师范古代汉语三16秋在线作业2.docx
-
专业技术人员公共危机管理考试.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
屋面工程质量预控.docx
-
浙江省慈溪市金山中学学年体育节艺术节读书节科技节活动实施方案.docx
-
浙江省教师招聘考试真题及答案.docx
-
专业实践2.docx
-
新荣卫生系统招聘考试真题及答案解析卷2.docx
-
元月调考高分作文解析版word版本.docx
-
中班第二学期主题.docx
-
智商测试题.docx
-
小学语文反义词大全.docx
-
五工区河道改造施工方案1.docx
-
转正申请书精选15篇.docx
-
学雷锋心得体会1000字.docx
-
浙教版信息技术七年级上册全.docx
-
小学语文教学基本流程经典模板.docx
-
英语河南省平顶山市学年高一下学期期末调研考试试题word版附答案.docx
-
中餐宴会主题设计.docx
-
新外研初中英语九年级下册Module 7 模块过关检测卷.docx
-
整理《机电一体化技术与系统》各章作业答案.docx
-
小学语文五年级上册教案《珍珠鸟》教学设计4.docx
