 CA6140车床对开螺母加工工艺卡片Word格式.docx
CA6140车床对开螺母加工工艺卡片Word格式.docx
- 文档编号:18194525
- 上传时间:2022-12-14
- 格式:DOCX
- 页数:23
- 大小:85.08KB
CA6140车床对开螺母加工工艺卡片Word格式.docx
《CA6140车床对开螺母加工工艺卡片Word格式.docx》由会员分享,可在线阅读,更多相关《CA6140车床对开螺母加工工艺卡片Word格式.docx(23页珍藏版)》请在冰豆网上搜索。
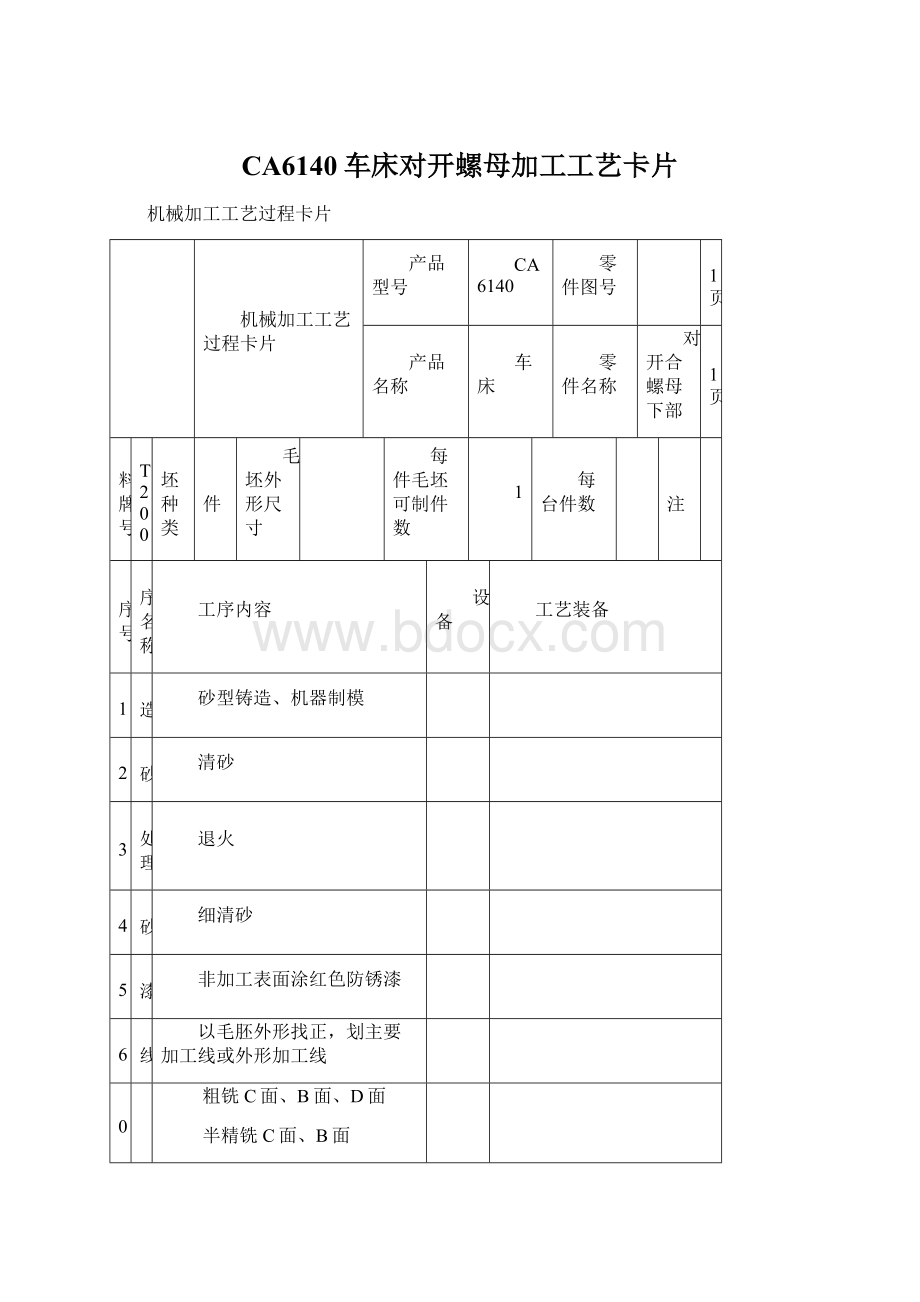
工序名称
工序内容
设备
工艺装备
01
铸造
砂型铸造、机器制模
02
清砂
03
热处理
退火
04
细清砂
05
涂漆
非加工表面涂红色防锈漆
06
划线
以毛胚外形找正,划主要加工线或外形加工线
10
铣
粗铣C面、B面、D面
半精铣C面、B面
铣1×
3退刀槽,精铣C面、B面
15
刮研
刮研C面、B面
20
粗铣两E面
025
镗
粗镗Φ52孔
30
精铣两E面
35
半精镗、精镗Φ52孔
40
钻
钻Φ12H7孔
45
铰
铰Φ12H7孔
50
铣切分离上下螺母座
55
钻M10底孔、攻M10螺纹
钻2-Φ7孔、锪孔
60
清理去毛刺、检验
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
机械加工工序卡片
(一)
机械加工工序卡片
共 11 页
开合螺母
开合螺母下部
第 1页
车间
铸工
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时/min
准终
单件
工步号
工步内容
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
按照零件图铸造合格的零件毛坯
离心铸造机
2
检验毛坯
游标卡尺
李康乐
机械加工工序卡片
(二)
第 2 页
金工
铣燕尾槽
卧式车床
安装
专用夹具
粗铣C面、B面、D面
55°
角度铣刀
650
0.6
3
半精铣C面、B面
4
铣1×
3退刀槽
片状铣刀
700
5
精铣C面、B面
70
机械加工工序卡片(三)
第 3 页
钳工
钳工台
步号
工步内容
刮刀、游标卡尺
更改号
机械加工工序卡片(四)
共11页
第 4 页
粗铣
卧式铣床
X6132
专用夹具、游标卡尺
面铣刀
2.5
机械加工工序卡片(五)
第 5 页
25
粗镗
卧式镗床
T68
粗镗Φ50孔
镗刀,专用量具
500
6
7
机械加工工序卡片(六)
第 6 页
精铣
精铣两E面使对Φ52孔轴心线的端面跳动符合要求
检查尺寸、位置误差
专用量具
机械加工工序卡片(七)
第 7 页
半精镗、精镗
半精镗Φ52孔
镗刀
精镗Φ52孔并使轴心线与C面平行度符合要求
机械加工工序卡片(八)
第 8 页
台式钻床
Z5125A
钻Φ11.5孔深20,并使对C面垂直度符合要求
Φ
160
机械加工工序卡片(九)
第9 页
铰Φ12H7孔并使轴心线与C面垂直度符合要求
Φ12机用铰刀、专用量具
600
65
机械加工工序卡片(十)
第 10 页
锯片铣刀
450
机械加工工序卡片(十一)
第 11 页
钻、攻螺纹
钻M10底孔
攻M10螺纹
M10丝锥
钻2-Φ7孔
Φ7钻头
锪90°
锥孔
200


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- CA6140 车床 对开 螺母 加工 工艺 卡片
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 转基因粮食的危害资料摘编Word下载.docx
转基因粮食的危害资料摘编Word下载.docx
-
高中英语词组大全Word文档下载推荐.docx
-
卫计局年工作总结及新年工作计划Word格式.docx
-
贵州省煤矿安全管理人员安全资格证A考试概况Word格式.docx
-
系统集成项目招标文件Word文件下载.docx
-
消防设计技术审查的要点Word文档格式.docx
-
第三章 习题课 带电粒子在磁场或复合场中的运动Word格式.docx
-
湖南岳阳中考英语模拟卷含答案Word文档格式.docx
-
电子商务考试题总汇打印版打印打印Word下载.docx
-
选调生考试备考言语理解与表达真题Word文档格式.docx
-
高考物理实验题专练 专练15Word文档格式.docx
-
加装奥迪A4L蓝牙电话功能Word文档下载推荐.docx
-
学年下学期好教育高三月考仿真卷A卷 语文 学生版后附详解Word文档下载推荐.docx
-
净化生产车间工程一般施工技术施工方案Word文档格式.docx
-
内蒙古呼和浩特市第六中学学年高一政治下学期期末考试试题Word下载.docx
-
证券行业客户经理电话营销技巧与实例Word文档下载推荐.docx
-
叶芝 苇间风文档格式.docx
-
最新中美贸易摩擦的原因及解决对策1论文Word文件下载.docx
-
意义的近义词Word格式文档下载.docx
-
上海市中考英语试题S.docx
-
专题12观点论证类设问.docx
-
附加安心重疾条款.docx
-
设计变更管理办法修改意见稿FINAL汇编.docx
-
毕业赠言毕业致词精选多篇.docx
-
银行新员工代表发言稿精选多篇.docx
-
北京市朝阳区届高三第一学期期末语文试题Word版含答案.docx
-
HL线切割使用说明书模板.docx
-
车工实训周记.docx
-
USBHID键盘扫描码.docx
-
Apmpoqu4调研报告.docx
-
最熟悉的陌生人作文八篇.docx
-
被动语态综合讲解.docx
-
励志现代诗.docx
-
耐腐蚀介质表.docx
-
美术兴趣小组活动计划记录.docx
-
热点专题精华版小班新学期寄语三篇.docx
-
计算机网络技术模拟题及答案.docx
-
搅拌桩土钉墙施工专项方案.docx
-
江苏省连云港市赣榆区学年高二下学期期中调研考试语文试题及答案.docx
-
酒店复习提纲答案.docx
-
联通工作计划范文5篇.docx
-
内蒙古赤峰市乌丹一中学年高二下学期期末考试地理试题.docx
-
江苏省苏州市届高三上学期期初调研历史试题.docx
-
酒店文员实习报告.docx
-
继电保护与自动控制装置模拟题.docx
-
教师个人专业技术工作总结.docx
-
灭火器年检的相应规定.docx
-
教师年度考核总结大全.docx
-
辽宁省沈阳市届高三化学上学期第一次模拟考试试题.docx
-
年终工作总结开头语.docx
-
江苏造价实务试题及答案整理新版定额.docx
