 慢走丝之统赢操作说明及后处理修改说明文档格式.docx
慢走丝之统赢操作说明及后处理修改说明文档格式.docx
- 文档编号:18152040
- 上传时间:2022-12-13
- 格式:DOCX
- 页数:22
- 大小:36.46KB
慢走丝之统赢操作说明及后处理修改说明文档格式.docx
《慢走丝之统赢操作说明及后处理修改说明文档格式.docx》由会员分享,可在线阅读,更多相关《慢走丝之统赢操作说明及后处理修改说明文档格式.docx(22页珍藏版)》请在冰豆网上搜索。
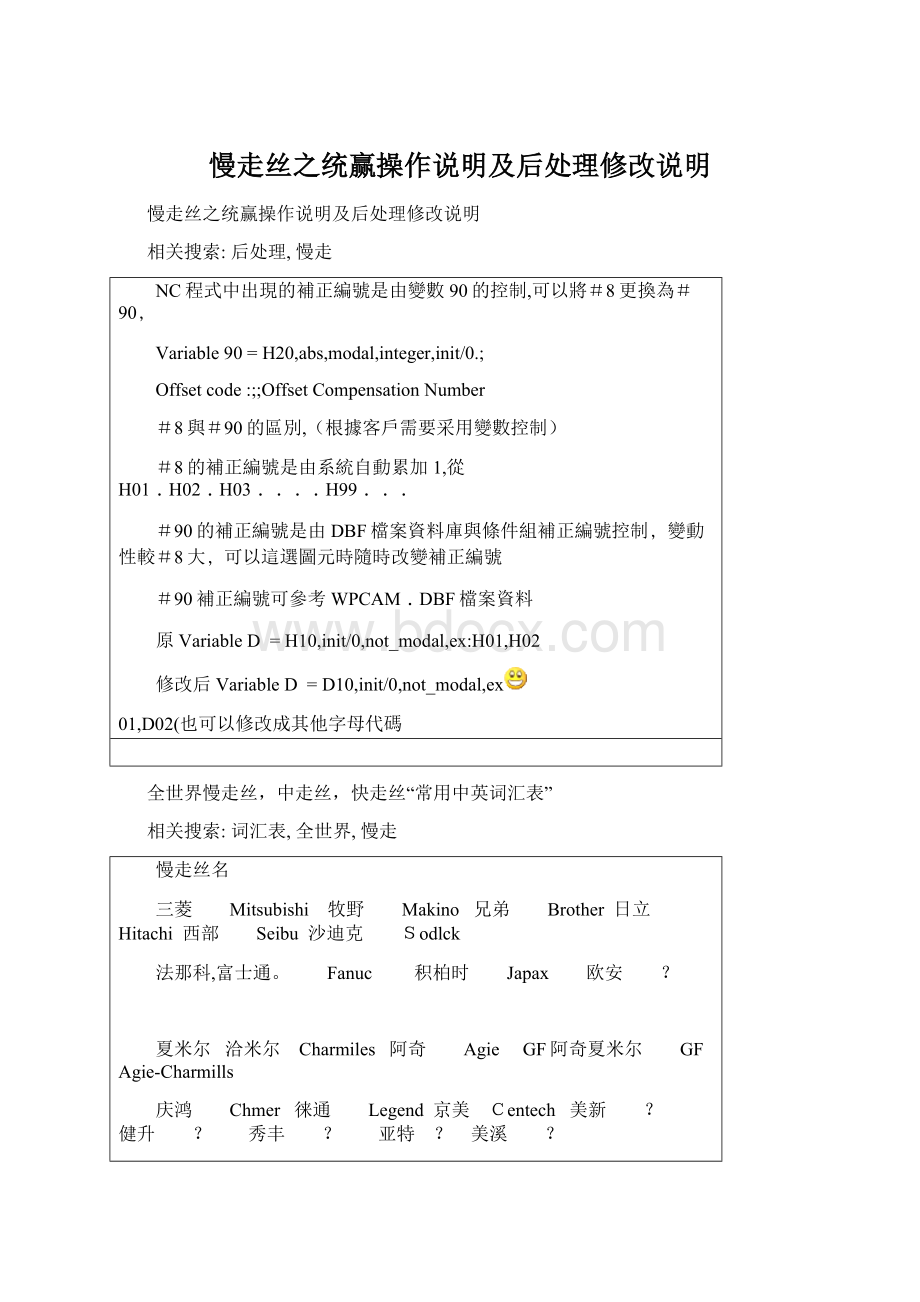
汉川 ?
三光沙迪克 SanguangSodlck
北京阿奇 ?
中特 ?
宝码 ?
上海通用 ?
安德 ?
编程系统
Esprit
无中文名你能取一个 MasterCam
无中文名 Ycut
立先 Wpcam
统羸
机台性能:
最大工件尺寸 Maxworkpiecesize
最大工件重量 Maxworkpieceweight
X和Y轴行程 X/YTravel
U,Vl轴行程 U,VTreavl
Z轴行程 ZTravel
机械重量 NetWight
机头移动距离 MachineHeadmovement
电极直径 Electrodepipediameter
加工液容量 Fluidcapacity
加工液 Dielectricfluid
加工电源 Input
power
最大加工电流 Max
machineing
current
机械高度 Machine
height
机台尺寸 Machine
size
机器特性 Features
穿线方法 Threadtype
半自动穿线 Semi-autothread
自动穿线 Automaticthread
驱动器 Driver
伺服马达 Servomotor 光栅尺位置检出装置 LinerscalePositioning
线张力 Wiretension
线速 Wirefeed
垂直度 Perpendicularity
锥度 Taper
斜度 Oblique
过滤方式 Filtering
element
纯水供液系统 Purewatersupplyunit
离子交换 Ionexchange
冷却系统 Coolantsystem
控制轴 Axiscontrol
最小设定单位 Minsetting
最小移动单位 Minmovment
程序储存 Program
storage
轴旋转 Axisrotating
镜像 Mirror
线径补偿 Offset
倍率 scale
自动园角 corner
path
转角暂停 corner
pause
加工电源 Powersupply
放电回路 Dischargeloop
电流 current
停止时间 Offtime
放电时间 Ontime
辅助电流 Auxiliarycurrent
辅助停止时间 Auxiliary
offtime
伺服电压 ServoVoltage
开路电压 OpenVoltage
精修功能 Finefinish
起始点回归 Startpointreturn
暂停点回归 Holdpointreturn
路径跟踪 Path
trcing
路径倒走 Path
retrace
起始点 startpoint
机台重置 Restart
空跑 Dryrun
单节运行 Singleblockexecution
选择性停止 Optionalstop
斜度加工 Taperdischarge
选择性暂停 Optionalskip
呼叫子程序 Subprogram
在线帮助 OnLinehelp
自动垂直校正 Autoperpendicularity
rectify
自动寻边 Autoedging
软件机台极限设定 Softlimitsetting
自动找园中心 Selfcentering
自动找外园中心 SelfO,Pcertering
自动找沟 Selfcenteringinslit
座标 Coordinate
参考点设定 Referencepointset
切割长度显示 Cuttinglengthdisplay
回归参考点 Homereturn
加工时间计算 workingtimer
切割速度显示 Cuttingspeeddisplay
单节模拟 Singleblocksimulation
转角路径控制 Corneringpathcontrol
加工警告信息 Alammessage
喷水 FW
浸水 SW
材质 Material
电极丝抗拉强度 Wiretensilestrength
廷伸率 Elongation
线芯材料 corematerial
线轴 Spool
转角内侧 cornerinner
转角外侧 cornerouter
硬线 Hardwire
软线 Softwire
配合间隙
自由配合 Freefit
轻压配合 Fingerpressfit
压入配合 Handfit
松配合 Roughfit
压配合 Pressfit
推入配合 Pushfit
滑动配合 Easypushfit
轻转配合 Easyrunningfit
轻滑配合 Easyslidefit
精确配合
Exactfit
紧动配合 Closerunning
特小间隙配合 Closeslidingfit
紧滑配合 Closeworkingfit
公差 Tolerance
偏差 Deviation
火花位 Wireoverburn
修刀余量 Stocktoleave
总切割量 Totaloffset
线切割速度 Feedrate
电极丝半径 Wireradius
夏米尔,代码
Aa锥度A____(角度)
Cc辅助平面旋转角度C_____(角度)
Ee加工模式的选择E____(正整数)
Ff多少秒闭锁时间F____(常数)
Hh工件的厚度H____(常数)
Rr基准面与辅助平面之间的距离R____(常数)
Ww基准面与下部表面之间的距离
G27正常模式[取消模式G28,G29,G30和G32]
G28锥形模式,旋转主轴类型[不变角]
G29尖角的锥形模式
G30恒定半径的锥形模式
G32扭转模式的约定和定义
M03起用电极丝进给
M05停用电极丝进给
M06自动穿丝
M07起用上部冲洗
M08起用下部冲洗
M09停用上部与下部冲洗
M12自动线切割
M20起用加工
M21停用加工
多种慢走丝通用代码
慢走,代码
G代碼
G00
快速移動
X___Y___U___V___
G01
直線加工
G02
順時針圓弧加工
X___Y___I___J____
G03
逆時針圓弧加工
X___Y____I___J____
G04
G40
補正取消
X____Y____
G41
向左補正
G42
向右補正
G90
絕對值數據模式
(指定絕對坐標值)
G91
相對值數據模式
(指定相對坐標值)
G92
程式原點數據模式
X___Y____I____J____U____V____
M代碼
M00
無條件停止工作
M00(當程式執行到M00單節時,機台將自動停止)
M01
選擇性停止工作
M01(如果M01STOP按鍵按亮時,和M00功能相同)
M02
程式結束
M02(指定主程式結束)
三菱(MITSU)線割機台代碼
A
錐度
A____(角度)
L
程式編號
L_____(正整數)
N
程式中加工孔號
N_____(正整數)
R
圓弧半徑
R_____(常數)
K
旋轉角度
K_____(角度)
S
縮放比例
S_____(常數)
H
補正編號
H_____(常數)
E
加工條件
E_____(正整數)
F
加工速度
F_____(正數)
G22
呼叫副程式
G22L__(正整數)
G23
返回主程式
G23
G87
主程式與副程式圓角設定
G87
G88
自動化清角
G88
G89
取消自動化清角
G89
M20
自動穿線
M20
M21
自動剪線
M21
M80
噴水打開
M80
M81
噴水關閉
M81
M82
送線開始
M82
M83
送線結束
M83
M84
放電開始
M84
M85
放電結束
M85
M90
最適利進給打開
M90
M91
最適利進給結束
M91
慶鴻線割機台代碼
L(O)
程式編號
H(D)補正編號
E(S)
加工條件
G94
定速切割
G94
G95
伺服切割
G95
M98
M98L(P)__(正整數)
M99
M99
沙迪克(SODICK)線割機台代碼
G05
X軸鏡象
G05
G06
Y軸鏡象
G06
G07
Z軸鏡象
G07
G08
X.Y軸交換
G08
G09取消鏡象与軸交換
G09
G26圖形旋轉打開
G26K___(角度)
G27圖形旋轉取消
G27
G50取消錐度
G50
G51向左側傾斜
G51
G52向右側傾斜
G52
G74打開四軸補正
G74
G75關閉四軸補正
G75
G81回歸机械原點
G81
G82X或者Y方向分中
G82
G84自動測垂直
G84X-
G97設定所有坐標系歸零
G97XY
T80送線打開
T80
T81送線關閉
T81
T82加工液打開
T82
T83加工液關閉
T83
T84泵流打開
T84
T85泵流關閉
T85
T86噴流打開
T86
T87噴流關閉
T87
T88浸油加工
T88
T89噴水加工
T89
T94浸水加工
T94
M05忽視接触(短路)感知
M05
M06不放電
M06
法蘭克(富士通FANUC)線割機台代碼
G10
設定補正值或者加工條件
G10P__R__(補正值設定)
G10P__X__Y__Z__U__V__W__I__J_K_(加工條件設定
)
G48
轉角R机能打開
G48
G49
轉角R机能關閉
G49
G50X__Y__
G51X__Y__
G52向右側傾斜
G52X__Y__
G94X__Y__F__
G95X__Y__
夏米爾(CHARMILL)線割機台代碼
Aa
錐度
A____(角度)
Cc
輔助平面旋轉角度
C_____(角度)
Ee
加工模式的選擇
E____(正整數)
Ff
多少秒閉鎖時間
F____(常數)
Hh
工件的厚度
H____(常數)
Rr
基准面与輔助平面之間的距离
R____(常數)
Ww
基准面与下部表面之間的距离
G27
正常模式[取消模式G28,G29,G30和G32]
G28
錐形模式,旋轉主軸類型[不變角]
G29
尖角的錐形模式
G30
恒定半徑的錐形模式
G32
扭轉模式的約定和定義
M03
起用電极絲進給
M05
停用電极絲進給
M06
自動穿絲
M07
起用上部沖洗
M08
起用下部沖洗
M09
停用上部與下部沖洗
M12
自動線切割
起用加工
停用加工
还有很多!
没有补全
慢走丝线切割系统特征
特征,系统,慢走,切割
1.两平面,两轴直线,圆弧插补。
慢走丝,
2寻机械原点,回归零点,快速定位。
3寻边、槽、内孔中心、外圆中心。
机台锁定。
4.单步,连续手动移位。
5.加工时间及距离完成时间预测显示。
6.3.5"
软盘,RS232串行接口输入,输出。
7.选择区段跳跃。
8.系统日期,时间修改。
加工路径颜色设定。
慢走丝
增量/绝对选择机能。
9.子程序多重,多次呼叫。
10.程序补正资料设定机能。
11.单位设定机能。
12.软、硬件行程保护机能13.追踪断线点,反追踪起割点。
18.上、下异形机能,及锥度加工。
19.程序路径缩放,旋转,镜射与轴交换机能。
20.定速,伺服进给选择机能。
21.自动选择暂停机能。
22.路径图形缩放,视角设定。
23.自动垂直校正。
慢走丝线切割特征:
1.慢走丝线切割的放电能量是受控制的,藉由高速运算可以监控每一放电状态,达到相同点的放电减少断线机率,可维持不断线之加工及均一之加工表面。
慢走丝,慢走丝,慢走丝,慢走丝
2.高速电解AC电源防止工作物电解腐蚀、电解变质与阳极氧化的抑制,可防止加工物表面的硬度下降、提高模具寿命,并且可达到研磨工程大幅减少,特别是超硬合金材料加工时,会因有结合材释出问题,容易生锈的系列材料,有表面酸化问题的铝合


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 慢走 操作 说明 处理 修改
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 如何打造酒店企业文化2刘田江doc.docx
如何打造酒店企业文化2刘田江doc.docx
-
律师提供著作权法律服务业务操作指引.docx
-
18秋福建师范大学《经济法》在线作业一.docx
-
施工现场危险源.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
精校版重庆市 初中毕业水平暨高中招生考试中考英语试题AB卷Word版含答案解析.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
江苏省刘国钧中学1112学年高二语文上学期期末考前辅导试题卷苏教版会员独享.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
西安交通大学18年课程考试《管理会计》作业考核试题.docx
-
施工安全保证体系.docx
-
南开17秋学期《科学启蒙尔雅》在线作业2.docx
-
秋福师《大学英语1》在线作业二.docx
-
231695 北交《运输物流管理》在线作业2 15秋答案.docx
-
梁原学区安全管理工作实施方案.docx
-
环保管理台帐明细.docx
-
我国三大翻译证书考试概览.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
静态分析指标.docx
-
山东金瀚控股金瀚置业绩效考核指标库.docx
-
B0301A国际贸易.docx
-
人教版八年级数学上册同步练习试题及答案第11章《三角形》 同步练习及答案111.docx
-
秋福师《概率论》在线作业二.docx
-
17秋福师《高级英语阅读二》在线作业一.docx
-
西南大学17秋0764《工程建设监理》在线作业参考资料.docx
-
生活宝典之社会大转盘一.docx
-
专卖店管理.docx
-
100个CFO的八年之资金管理篇.docx
-
东北师范古代汉语三16秋在线作业2.docx
-
专业技术人员公共危机管理考试.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
精撰品牌大型饭店周年庆系列配套营销活动策划方案.docx
-
高一军训入场班级解说词.docx
-
高一地理必修2知识点总结.docx
-
九年级物理试题集锦六.docx
-
科学五年级上册教案.docx
-
九年级英语知识点汇总.docx
-
九龙岗镇夏农村美丽乡村建设工程施工组织设计.docx
-
各类人文社科项目结项要求.docx
-
高一英语Sports教案.docx
-
高中化学新课标仪器.docx
-
课题申报模板信息环境下教师信息素养与技能研究.docx
-
高中必备物理学史人物成就大全.docx
-
高中全程练习方略化学课时提能演练二十二71.docx
-
高中化学有机物地性质总汇编.docx
-
军队计划生育年终总结.docx
-
恐龙公园的导游词.docx
-
菊香苑小区车辆管理办法.docx
-
工程建设监理人员安全生产知识考试试题.docx
-
高中数学新设计同步 必修3 人教B版 第二章 统 计 212213214.docx
