 减速箱体工艺过程卡与工序卡Word格式.docx
减速箱体工艺过程卡与工序卡Word格式.docx
- 文档编号:18130397
- 上传时间:2022-12-13
- 格式:DOCX
- 页数:17
- 大小:242.33KB
减速箱体工艺过程卡与工序卡Word格式.docx
《减速箱体工艺过程卡与工序卡Word格式.docx》由会员分享,可在线阅读,更多相关《减速箱体工艺过程卡与工序卡Word格式.docx(17页珍藏版)》请在冰豆网上搜索。
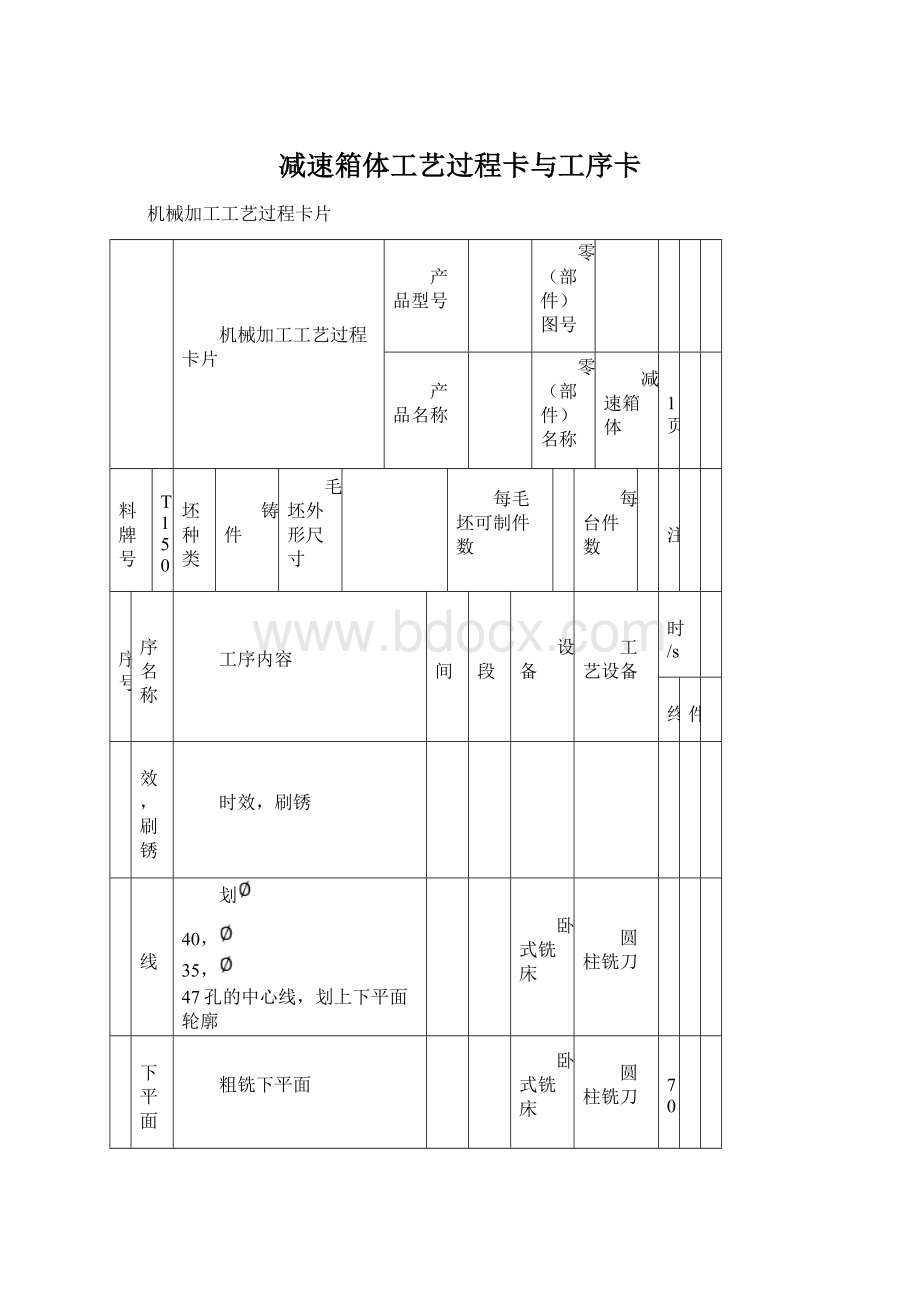
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺设备
工时/s
准终
单件
时效,刷锈
划线
划
40,
35,
47孔的中心线,划上下平面轮廓
卧式铣床
圆柱铣刀
铣下平面
粗铣下平面
170
铣上平面
粗铣精铣上平面
圆柱铣刀
288
铣端面
粗铣半精铣
35孔两端面
144
40孔两端面
镗孔
以顶平面为基准面,粗镗半精镗,精镗
,刮
75至尺寸
镗床
镗刀
120
以底面为基准面,粗镗半精镗精镗
40孔
67.5
钻孔
钻
8至尺寸,6*
9沉孔
14深8
立式钻床
直柄麻花钻
95.8
40两端面的M5螺孔线共12个,划上平面4*M5螺孔线
钻孔,攻丝22-M5
134
去毛刺
去毛刺,打印件号,流水号,上漆
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
机械加工工序卡片1
机械加工工序卡片
共8页
第1页
工序名
设备名称
设备型号
设备编号
同时加工
X60
夹具编号
夹具名称
切削液
专用铣夹具
工位器具编号
工位器具名称
工序工时/s
工步号
工步内容
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
9.33
1.4
0.2
181
126
机械加工工序卡片2
共8页
第2页
·
粗铣上平面
1.6
0.15
118
72
2
半精铣上平面
13.33
1.7
0.1
机械加工工序卡片3
第3页
粗铣
0.16
半精铣
0.17
机械加工工序卡片4
第4页
131
机械加工工序卡片5
第5页
专用夹具
粗镗
10
0.45
48
半精镗
0.54
0.06
3
精镗
16.7
0.375
24
机械加工工序卡片6
第6页
T611
以底面为基准面,粗镗
4.17
0.93
0.5
40
22.5
以底面为基准面,半精镗
5.25
以底面为基准面,精镗
机械加工工序卡片7
第7页
钻床
Z535
钻
8至尺寸
11.33
2.8
19.8
17.5
钻6*
9.08
2.5
78.3
机械加工工序卡片8
第8页
14
220
如有侵权请联系告知删除,感谢你们的配合!


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 减速 箱体 工艺 过程 工序
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
-
计算题测试文档格式.docx
-
会计年终总结范文精选10篇Word文件下载.docx
-
基坑支护及降排水方案Word格式文档下载.docx
-
古代诗歌鉴赏一剪梅学案Word文档格式.docx
-
国标舞考级Word文件下载.docx
-
机电工程质量验收规范是什么Word文档下载推荐.docx
-
技术员工作自我评价文档格式.docx
-
交警支队车棚改造工程施工合同文档格式.docx
-
护士变更注册申请审核表与示范文本Word文档下载推荐.docx
-
最新学校新冠肺炎疫情防控应急预案Word文件下载.docx
-
GB50204钢筋规范之欧阳总创编Word格式文档下载.docx
-
《半期整改措施》Word格式.docx
-
诊断 症状学腰背痛关节痛汇总.docx
-
英美文学欣赏The Analysis of Shelleys Ode to the West Wind.docx
-
增值税营改增所得税消费税车购税测试题.docx
-
整理二级建造师管理真题.docx
-
英语三级重点高频词汇导入背单词APP使用.docx
-
浙教版学年九年级数学上册第2章测试题及答案.docx
-
证件照教学设计方案.docx
-
优品课件之《从锁国走向开国的日本》教案.docx
-
整理北京交通大学万用表组装实验报告.docx
-
质量管理计划.docx
-
有机化学鉴别.docx
-
整理照明灯饰灯具行业分类英语词汇.docx
-
濉溪县城市总体规划公示.docx
-
智能化工程质量验收记录表.docx
-
学生会纪检部工作总结.docx
-
幼儿园保教主任发言稿.docx
-
跆拳道协会工作总结.docx
-
中国茶叶店连锁市场竞争分析与竞争战略研究报告.docx
-
学宪法讲宪法主题演讲稿800字精选5篇弘扬宪法精神演讲稿5篇.docx
-
社会实践报告模板通用版5篇.docx
-
食品质量管理题库.docx
-
生死四人组各种作弊码及使用mod的方法.docx
-
社区干部社会管理创新培训学习心得范文.docx
-
国家开放大学现代教育技术试题.docx
-
生物农药.docx
-
使用说明书格式共6篇.docx
-
国务院对确需保留的行政审批项目设定行政许可的决定.docx
-
师德师风考试题目.docx
-
机械专业面试必备知识.docx
-
很好的施工组织设计.docx
-
海龙中学主题学习材料积累.docx
-
施工现场安全生产情况检查要点完整版.docx
-
市级联考江苏省高邮市届高三开学调研考试语文试题.docx
-
含2套高考模拟卷甘肃省白银市学科基地命制届高三模拟一文科综合历史试题.docx
-
施工组织课程设计任务及指导书.docx
-
升旗仪式主持词合集8篇.docx
-
市政道路综合升级改造施工设计.docx
-
湖南省三湘名校教育联盟学年高一上学期期中英语试题.docx
