 防爆电动机工艺流程及说明.docx
防爆电动机工艺流程及说明.docx
- 文档编号:18027248
- 上传时间:2023-04-24
- 格式:DOCX
- 页数:24
- 大小:55.96KB
防爆电动机工艺流程及说明.docx
《防爆电动机工艺流程及说明.docx》由会员分享,可在线阅读,更多相关《防爆电动机工艺流程及说明.docx(24页珍藏版)》请在冰豆网上搜索。
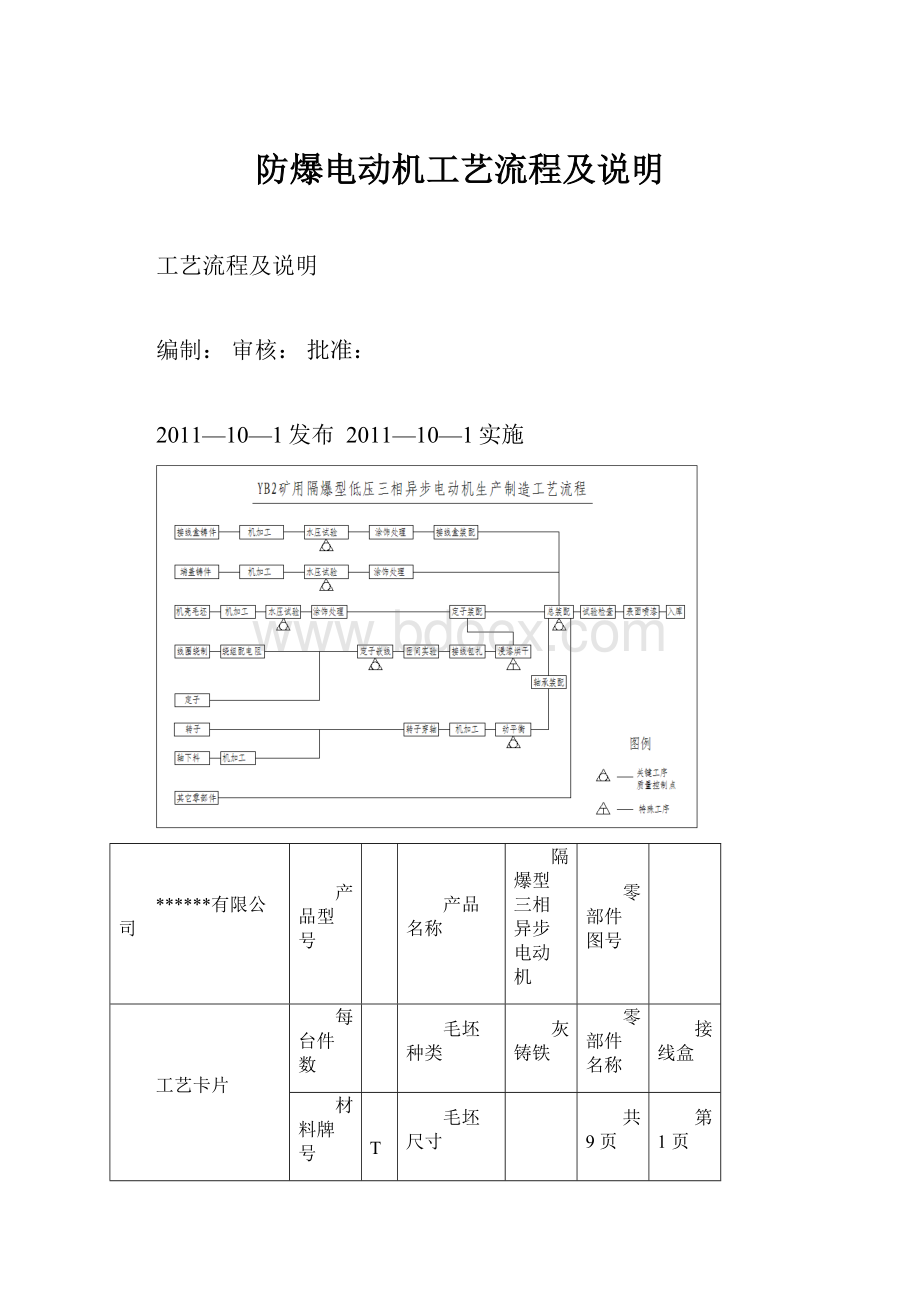
防爆电动机工艺流程及说明
工艺流程及说明
编制:
审核:
批准:
2011—10—1发布2011—10—1实施
******有限公司
产品型号
产品名称
隔爆型三相异步电动机
零部件图号
工艺卡片
每台件数
1
毛坯种类
灰铸铁
零部件名称
接线盒
材料牌号
HT250
毛坯尺寸
共9页
第1页
工序
工步
工序内容
加工
车间
设备
工艺装备名称与编号
工时定额(分)
工夹具
刃具
量具
准备
操作
1
1
接线盒铸件
机加工车间
外购接线盒铸件毛坯
2
机加工
车床
经检验合格的毛坯进行粗车、精车、钻孔、攻丝
摇臂钻
3
水压试验
质检员检验合格后的产品进行水压试验,压力为1MPa,
水压机
加压时间为10+20S,试验结果以不滴水为结果为合格
4
涂饰处理
喷枪
接线盒盖内部喷涂抗弧磁漆
5
接线盒装配
总装配车间
扳手
装配前清理干净,接线盒斗的隔爆配合面、接线盒盖隔爆
配合、接线盒座的隔爆配合面涂防锈油
6
检验
装配完成后按图纸要求检查装配质量及正确性
更改内容
编制
审核
批准
******有限公司
产品型号
产品名称
隔爆型三相异步电动机
零部件图号
工艺卡片
每台件数
2
毛坯种类
灰铸铁
零部件名称
端盖
材料牌号
HT250
毛坯尺寸
共9页
第2页
工序
工步
工序内容
加工
车间
设备
工艺装备名称与编号
工时定额(分)
工夹具
刃具
量具
准备
操作
2
1
端盖铸件
机加工车间
外购端盖铸件毛坯
2
机械加工
车床
经检验合格的毛坯进行粗车、精车、钻孔、攻丝
摇臂钻
3
水压试验
加工后合格的产品进行水压试验,压力为1MPa,
水压机
加压时间为10+20S,试验结果以不滴水为结果为合格
4
涂饰处理
喷枪
端盖非配合表面涂饰防锈漆
5
检验
按图纸要求检验合格的产品转总装配
更改内容
编制
审核
批准
******有限公司
产品型号
产品名称
隔爆型三相异步电动机
零部件图号
工艺卡片
每台件数
1
毛坯种类
钢板焊接组合
零部件名称
机壳
材料牌号
Q235A
毛坯尺寸
共9页
第3页
工序
工步
工序内容
加工
车间
设备
工艺装备名称与编号
工时定额(分)
工夹具
刃具
量具
准备
操作
3
1
机壳毛坯
机加工车间
外购机壳毛坯
2
机械加工
车床
经检验合格的毛坯进行粗车、精车、钻孔、攻丝
摇臂钻
3
水压试验
加工后合格的产品进行水压试验,压力为1MPa,
水压机
加压时间为10+20S,试验结果以不滴水为结果为合格
4
涂饰处理
喷枪
机壳非配合表面涂饰防锈漆
5
检验
按图纸要求检验合格品转定子装配
更改内容
编制
审核
批准
******有限公司
产品型号
产品名称
隔爆型三相异步电动机
零部件图号
工艺卡片
每台件数
毛坯种类
漆包线
零部件名称
线圈绕制
材料牌号
QZY-2
毛坯尺寸
共9页
第4页
工序
工步
工序内容
加工
车间
设备
工艺装备名称与编号
工时定额(分)
工夹具
刃具
量具
准备
操作
4
1
线圈绕制
电工车间
绕线机
按要求选取漆包线型号规格
绕线模
2
线圈配电阻
直流双臂电桥
绕制好线圈将三相电阻均衡的为一台
转定子嵌线
更改内容
编制
审核
批准
******有限公司
产品型号
产品名称
隔爆型三相异步电动机
零部件图号
工艺卡片
每台件数
1
毛坯种类
零部件名称
定子
材料牌号
毛坯尺寸
共9页
第5页
工序
工步
工序内容
加工
车间
设备
工艺装备名称与编号
工时定额(分)
工夹具
刃具
量具
准备
操作
5
1
定子
电工车间
外购定子铁芯
2
定子嵌线
放置槽绝缘放置绕组,槽封绝缘封口
3
匝间实验
耐压仪
嵌线定子进行匝间耐压测试
4
接线包扎
按要求进行分头接线焊接,包扎
5
浸漆烘干
真空浸漆
将定子置入真空浸漆罐内进行预烘浸漆烘干
6
定子装配
总装配车间
放置好压装工具用压力机将定子压入机壳
更改内容
编制
审核
批准
******有限公司
产品型号
产品名称
隔爆型三相异步电动机
零部件图号
工艺卡片
每台件数
1
毛坯种类
零部件名称
转子
材料牌号
毛坯尺寸
共9页
第6页
工序
工步
工序内容
加工
车间
设备
工艺装备名称与编号
工时定额(分)
工夹具
刃具
量具
准备
操作
6
1
转子
电工车间
外购转子铁芯
2
转子穿轴
工业
电炉
转子铁芯置入加热炉内加热,加热后穿轴
3
机加工
车床
粗精车转子外圆
4
动平衡
动平衡机
将加工好的转子在动平衡机上转动找出不平衡点,配平衡
5
轴承装配
总装配车间
轴承加热器
将轴承加热后,套入两端轴承档,涂上润滑脂
总装前注意清洁防尘
更改内容
编制
审核
批准
******有限公司
产品型号
产品名称
隔爆型三相异步电动机
零部件图号
工艺卡片
每台件数
1
毛坯种类
圆钢
零部件名称
轴
材料牌号
45#
毛坯尺寸
共9页
第7页
工序
工步
工序内容
加工
车间
设备
工艺装备名称与编号
工时定额(分)
工夹具
刃具
量具
准备
操作
7
1
轴下料
机加工车间
按图纸选取圆钢规格,金属带锯床下料
锯床
2
机加工
车床、磨床、铣床
车床粗车、精车、磨外圆、铣键槽
3
检验
按图纸要求检验合格的产品转转子穿轴
更改内容
编制
审核
批准
******有限公司
产品型号
产品名称
隔爆型三相异步电动机
零部件图号
工艺卡片
每台件数
毛坯种类
零部件名称
其他零部件
材料牌号
毛坯尺寸
共9页
第8页
工序
工步
工序内容
加工
车间
设备
工艺装备名称与编号
工时定额(分)
工夹具
刃具
量具
准备
操作
8
1
外购其他零配件
总装配车间
转总装配
更改内容
编制
审核
批准
******有限公司
产品型号
产品名称
隔爆型三相异步电动机
零部件图号
工艺卡片
每台件数
毛坯种类
零部件名称
总装配
材料牌号
毛坯尺寸
共9页
第9页
工序
工步
工序内容
加工
车间
设备
工艺装备名称与编号
工时定额(分)
工夹具
刃具
量具
准备
操作
9
1
清理
总装配车间
装入转子前,将定子内部清理干净
2
装转子
吊装工具
核对定子铭牌与转子型号,将转子轻轻送入定子室
3
装端盖
扳手
分别装入两端盖,螺栓紧固
4
装接线盒
将装配好的接线盒与机座用螺栓紧固
5
检查
装配人员自检,电机是否转动灵活,各螺栓是否拧紧
6
试验检查
电机试验台
由质检部检验人员进行出厂综合测试
7
表面喷漆
喷枪
用喷枪把油漆均匀喷涂到电机壳体表面,自然晾干
气泵
8
装风扇
9
装风罩
10
入库
质检部门进行外观检查,要求产品外观平整色泽均匀
无明显划痕露底和污迹,合格的产品进行入库
更改内容
编制
审核
批准


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 防爆 电动机 工艺流程 说明
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《地质测量图绘制细则》.docx
《地质测量图绘制细则》.docx
-
《大学生健康教育教程》考试题库500题DR含答案.docx
-
《黄鹤楼送孟浩然之广陵》字词注释.docx
-
《葱爆羊肉》概要.docx
-
《面向对象程序设计》C++综合练习学生版.docx
-
《化学反应工程》课程综合复习资料.docx
-
《社会心理》网上形考参考答案.docx
-
《轮扣式支架》模板施工方案.docx
-
《团委新成员大会主持稿1》.docx
-
《三峡学典》思品七上.docx
-
《有效备课上课听课评课》读书笔记.docx
-
《土地的誓言》导学案.docx
-
1汽车维修专业人才需求调研报告.docx
-
《应用文写作》教学设计.docx
-
1级三相费控智能电能表技术规范.docx
-
17#楼机房层模板施工方案.docx
-
《稻草人》精彩读书笔记精选多篇doc.docx
-
《机械制造工艺与装备》复习资料.docx
-
《木兰从军》教案.docx
-
《神奇的毛细现象》.docx
-
《围城》读书心得精选范文1000字5篇.docx
-
《幼儿园是我家》大班教案.docx
-
1资产负债表变动情况的分析评价.docx
-
5s活动总结报告5s总结报告2篇.docx
-
《当代学生》初中文言文阅读训练篇.docx
-
《机械制造工艺学》电子教案.docx
-
《民事案件案由规定》物权纠纷案由的理解与适用.docx
-
《社会学研究方法学习心得5篇范文》.docx
-
《外商投资企业联合年检报告书》填写要求和指标说明.docx
-
《幼儿园课程论》形成性考核册答案27497.docx
-
1在直接影响物价水平的诸多因素当中.docx
-
10套普通话练习材料.docx
-
外国情诗简短外国十大经典情诗.docx
-
万达集团地核心竞争力.docx
-
微生物复习题含答案精选版.docx
-
尾矿库监理实施细则付本doc.docx
-
文明礼仪评语.docx
-
运动会策划方案.docx
-
展厅接待流程.docx
-
有关高中作文集合7篇.docx
-
长安福特全国市场整合传播方案.docx
-
招标办法综合评估.docx
-
浙大通信与计算机网络离线作业.docx
-
浙江省个县市区经济排行榜新鲜出炉你是哪的请对号.docx
-
真题山东省烟台市中考英语试题有答案Word版AUPPPP.docx
-
整理如何做好总经理.docx
-
土壤学实习报告.docx
-
执业药师继续教育试题答案营养与疾病课件.docx
-
退休老师回学校领导讲话3篇.docx
-
职场礼仪知识点归纳.docx
-
外科病程记录普通外科查房.docx
