 机械加工工序卡文档格式.docx
机械加工工序卡文档格式.docx
- 文档编号:17952678
- 上传时间:2022-12-12
- 格式:DOCX
- 页数:21
- 大小:31.04KB
机械加工工序卡文档格式.docx
《机械加工工序卡文档格式.docx》由会员分享,可在线阅读,更多相关《机械加工工序卡文档格式.docx(21页珍藏版)》请在冰豆网上搜索。
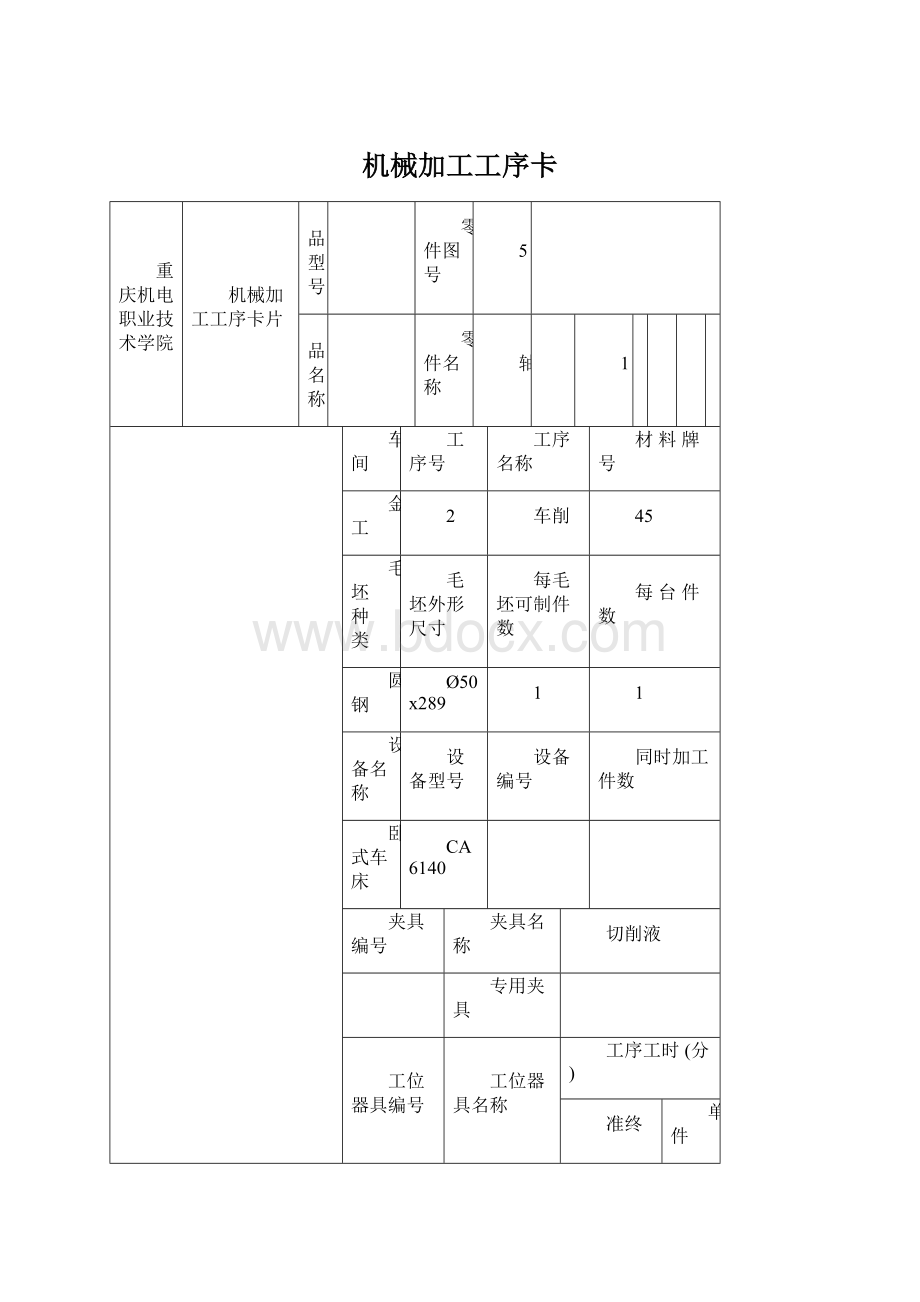
圆钢
Ø
50x289
设备名称
设备型号
设备编号
同时加工件数
卧式车床
CA6140
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
0.792
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
被吃刀量
进给次数
工时/min
r/min
m/min
mm/r
mm
机动
粗车Ø
47mm,长度137mm
CZ01-1;
YT15外圆车刀;
卡规
700
109.9
0.53
1.5
0.372
粗车Ø
37mm,长度127mm
750
110.685
0.47
2.5
0.363
3
粗车Ø
32mm,长度20.5mm
950
110.371
0.40
0.057
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
1.113
37mm,长度155mm
760
119.32
0.31
3.25
0.66
35mm,长度83mm
1000
116.18
0.4
0.21
粗车圆锥台阶小端Ø
31.295mm,大端Ø
32mm长度68mm
1.68
0.173
4
22mm,长度24mm
1200
117.92
2.32
0.07
0.134
车端面见平
800
125.6
0.5
0.067
车另一端面,钻中心孔,保证总长287mm
6
0.245
半精车Ø
45mm,长度131mm
141.3
0.024
半精车Ø
35.5mm,长度126mm,倒角C1
1500
167.2
0.75
0.181
30.5mm,长度19.5mm
1600
153.2
.0.75
0.034
切槽3mmX0.5mm
94.2
0.003
8
1.676
粗车螺纹M20X1.5
W18cr4V;
螺纹量规
140
8.79
0.61
0.68
精车螺纹M20X1.5
500
31.4
0.08
0.096
粗车螺纹M33X1.5
90
9.32
0.8
精车螺纹M33X1.5
300
31.09
0.1
10
立式铣床
X63
专用夹具.
0.124
粗铣10H9深3.75的键槽
高速钢铣刀;
21.98
0.15
0.038
精铣10H9深3.75的键槽
0.009
粗铣
深
的键槽
18.84
0.033
精铣
28.26
0.007
粗铣10H9深
2.25
0.03
精铣10H9深
12
磨床
M7130
0.485
粗磨外圆E到图样规定尺寸
0.2
精磨磨外圆E到图样规定尺寸
2000
188.4
0.05
粗磨外圆M到图样规定尺寸
164.9
0.177
精磨磨外圆M到图样规定尺寸
1800
197.8
0.147
靠磨轴肩P
169.6
0.104
13
0.452
粗磨外圆F到图样规定尺寸
0.125
精磨外圆F到图样规定尺
粗磨圆锥N到图样规定尺寸
139.4
0.068
精磨圆锥N到图样规定尺寸
185.9
0.051
靠磨轴肩Q
14
立式钻床
C365L
锪钻Ø
8mm深9mm的沉头孔
40
3.77
7
0.245
35.5mm,长度154mm,倒角C1
0.123
半精车台阶Ø
mm,长度82mm,倒角C1
154.5
1.1
半精车圆锥台阶小端Ø
29.795mm,大端Ø
30.5mm,长度67mm
151.5
1.32
0.063
mm,长度24mm倒角C1
124.3
0.3
0.043
切3mmX0.5mm的槽
切3mmX1mm的槽
0.004
切4mmX1mm的槽
103.62
0.006


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 机械 加工 工序
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《雷雨》中的蘩漪人物形象分析 1.docx
《雷雨》中的蘩漪人物形象分析 1.docx
-
《经济法基础》第三章章节练习与答案解析.docx
-
安徽省合肥市包河区卫生健康系统招聘试题及答案解析.docx
-
《河中石兽》复习过程.docx
-
版二级建造师《公路工程管理与实务》考前检测 附答案.docx
-
保密安全制度监理组5篇修改版.docx
-
北师大版届九年级上学期期末考试英语试题I卷.docx
-
PACE产品及周期优化法系统结构复习课程.docx
-
常规变电站常规设计.docx
-
初三欧姆定律计算题题型整理.docx
-
《测绘管理与法律法规》模拟试题一附答案.docx
-
2测风工岗位练兵技术比武.docx
-
《小学语文不同课型的教学模式参考》1.docx
-
15高考宁夏英语及答案教学内容.docx
-
ABS圆形笔筒课程设计说明书.docx
-
c语言程序填空题.docx
-
茶艺师高级三级教学计划大纲.docx
-
场平土石方工程施工项目组织设计.docx
-
《人力资源管理》期末试题及答案教学内容.docx
-
《河南省高等学校教师实验人员中高级专业技术职务任职资格申报评审条件试行.docx
-
01钢结构制作施工工艺标准文档.docx
-
IIR数字滤波器的设计流程图.docx
-
005纺丝作业指导书.docx
-
1991高考化学试题.docx
-
GMP审核检查表与审核员指南.docx
-
成本会计试题二.docx
-
14001讲师心态调整培训讲座讲义体验版共14页文档.docx
-
cpld矩阵键盘.docx
-
《金融服务营销》.docx
-
NHR100过程校验仪140408.docx
-
Q+ Web 改版设计小结.docx
-
八年级上册古诗词鉴赏含参考答案.docx
-
句子专项训练Word格式文档下载.docx
-
字理在识字教学中的运用Word文件下载.docx
-
综合性中医院建设工程项目初步设计说明Word文件下载.docx
-
三年级下册英语第一单元教案.docx
-
体内受精和早期胚胎发育Word下载.docx
-
天津市高二上学期第一次校考生物试题选考班Word格式文档下载.docx
-
地方新升本院校美育教育与人才培养质量新思考文档格式.docx
-
维修电工高级试题答案文档格式.docx
-
危险化学品生产企业安全评价Word文档格式.docx
-
市场监管工作总结文档格式.docx
-
史上最全333教育综合真题集考研教育专硕Word格式文档下载.docx
-
第二学期教导处工作总结Word文档格式.docx
-
生产技术部绩效考核办法.docx
-
地球与地图单元检测题文档格式.docx
-
法在我心中大学主题班会方案Word格式.docx
-
第三单元比例Word格式.docx
-
肥料质量手册Word文档格式.docx
-
开展妇女节活动方案5篇文档格式.docx
-
最难忘的一句话作文300字Word文档下载推荐.docx
