 不锈钢管各国执行标准Word下载.docx
不锈钢管各国执行标准Word下载.docx
- 文档编号:17818176
- 上传时间:2022-12-11
- 格式:DOCX
- 页数:9
- 大小:25.59KB
不锈钢管各国执行标准Word下载.docx
《不锈钢管各国执行标准Word下载.docx》由会员分享,可在线阅读,更多相关《不锈钢管各国执行标准Word下载.docx(9页珍藏版)》请在冰豆网上搜索。
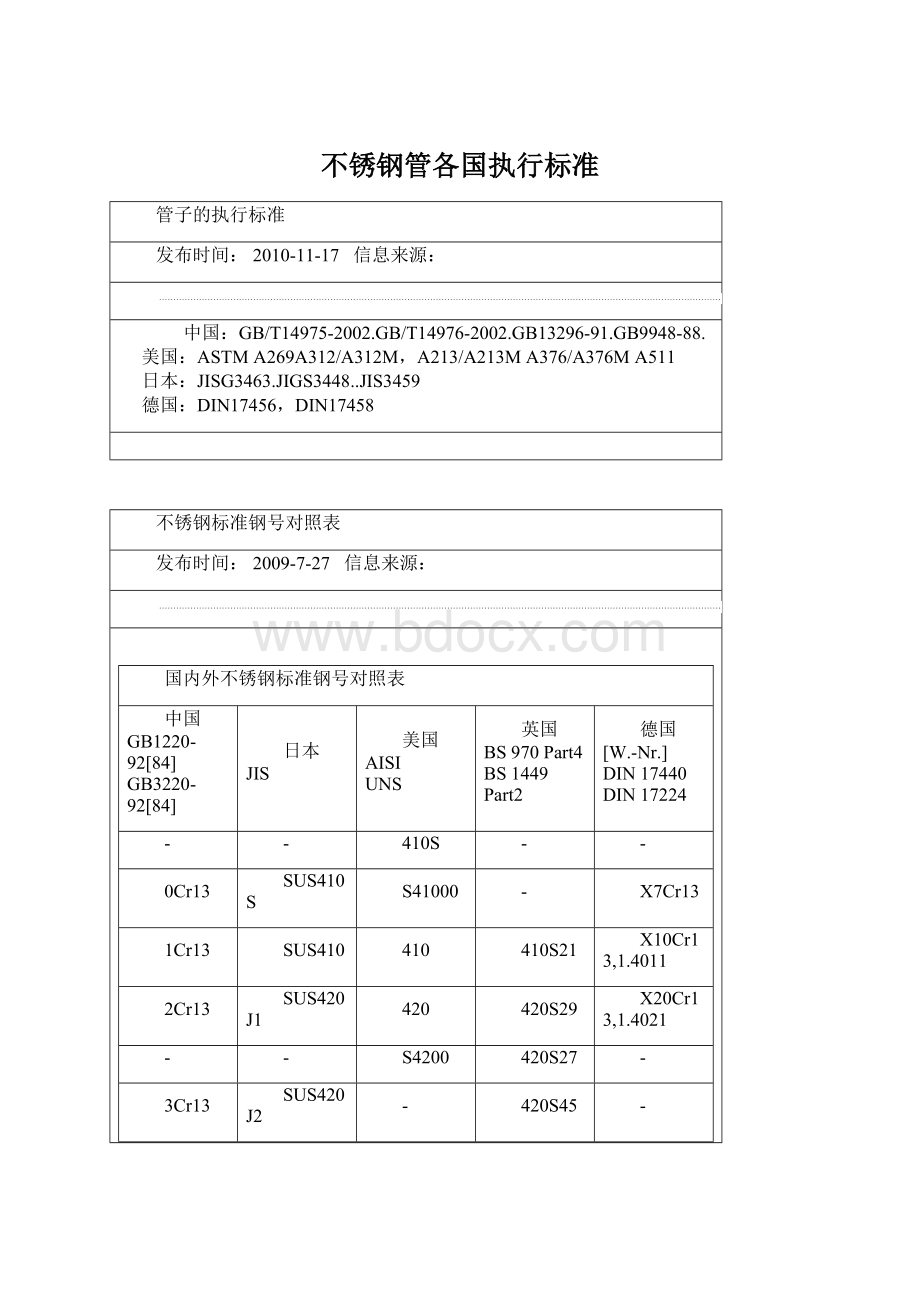
410
410S21
X10Cr13,1.4011
2Cr13
SUS420J1
420
420S29
X20Cr13,1.4021
S4200
420S27
3Cr13
SUS420J2
420S45
Y3Cr13
SUS420F
420F
3Cr13Mo
3Cr16
SUS429J1
1Cr17Ni2
SUS431
431
431S29
X17CrNi16-2,1.4057
S43100
X17CrNi16-2,1.4057
7Cr17
SUS440A
440A
X70CrMo15,1.4109
S44002
11Cr17
SUS440C
440C
X105CrMo17,1.4125
S44004
Y11Cr17
SUS440F
440F
8Cr17
SUS440B
44013
S44003
440B
1Cr12
SUS403
403
X6Cr13
4Cr13
SUS420J2
X4DCr13,1.4031
9Cr18
SUS440C
X105CrMo17,1.4125
9Cr18Mo
X105CrMo17,1.4125
9Cr18MoV
-
X90CrMoV18,1.4112
X50CrMoV15,1.4116
-
X39CrMo17-1,1.4122
AUS8(8A)
AUS10(10A)
AUS6(6A)
0Cr17Ni4Cu4Nb
SUS630
630
X5CrNiCuNb16-4,
1.4542
1.4542
S17400
17-4PH
0Cr17Ni7Al
SUS631
631
S17700
X7CrNiAl17-71.4568
X7CrNiAl17-7,
1.4568
X7CrNiAl17-71.4568
X7CrNiAl17-7,
17-7PH
0Cr15Ni7Mo2Al
632
-
S15700
0Cr13Al[00Cr13Al]
SUS405
405
S40500
405S17
X7CrAl13
1Cr15
SUS429
429
S42900
1Cr17
SUS430
430
S43000
430S17
X6Cr17,1.4016
[Y1Cr17]
SUS430F
430F
S43020
X12CrMoS17
1Cr17Mo
SUS434
434
S43400
434S19
X6CrMo17
1Cr17Mn6Ni5N
SUS201
201
X12CrMnNiN17-7-5,
1.4372
S20100
1Cr18Mn8Ni5N
SUS202
202
X12CrMnNiN18-9-5
1.4373
S20200
284S16
2Cr13Mn9Ni4
1Cr17Ni7
SUS301
301
S30100
301S21
X12CrNi177
1Cr17Ni8
SUS301J1
1Cr18Ni9
SUS302
302
302S31
X2CrNi18-9,1.4307
S30200
1Cr18Ni9Si3
SUS302B
302B
S30215
Y1Cr18Ni9
SUS303
303
303S31
X8CrNiS18-9,1.4305
S30300
Y1Cr18Ni9Se
SUS303Se
303Se
303S42
S30323
0Cr18Ni9
SUS304
304
304S31,
X5CrNi18-10,
[1.4301]
X5CrNi18-10
S30400
S30403
00Cr19Ni10
SUS304L
304L
304S11,
X2CrNi19-11,
1.4306
0Cr19Ni9N
SUS304N1
304N
X5CrNi19-9,
1.4315
S30451
0Cr19Ni10NbN
SUS304N2
XM-21,
S30452
00Cr19Ni10N
SUS304LN
304LN,
S30453
X2CrNiN18-10,1.4311
1Cr18Ni12
SUS305
S30500,
305
305S19,
X4CrNi18-12,
1.4303
X4CrNi18-12,1.4303
[0Cr20Ni10]
SUS308
308
S30800
0Cr23Ni13
SUS309S
309S
S30908
0Cr25Ni20
SUS310S
310S
310S31
-
S31008
0Cr17Ni12Mo2
SUS316
316
316S31,
X5CrNiMo17-12-2
[1.4401]
S31600
0Cr17Ni12Mo2N
SUS316N
316N
X2CrNiMo17-11-2
[1.4406]
S31651
00Cr17Ni13Mo2N
SUS316LN
316LN,
S31653
X2CrNiMo17-13-3
[1.4429]
X2CrNiMoN17-13-3
00Cr17Ni14Mo2
SUS316L
316L,
S31603
X2CrNiMo18-4-3
[1.4435],
316S13
[1.4435]
0Cr18Ni12Mo2Ti
SUS316Ti
316Ti
320S31,
X6CrNiMoTi17-12-2
1.4571
0Cr18Ni14Mo2Cu2
SUS316J1
00Cr18Ni14Mo2Cu2
SUS316J1L
0Cr18Ni12Mo3Ti
1.4571
1Cr18Ni12Mo3Ti
0Cr19Ni13Mo3
SUS317
317
316S33,
X3CrNiMo17-3-3,
1.4436
S31700
00Cr19Ni13Mo3
SUS317L
317L
X2CrNiMo18-15-4,
1.4438
X3CrNiMo18-15-4,
0Cr18Ni16Mo5
SUS317J1
S31725
0Cr18Ni10Ti
SUS321
321
X6CrNiTi18-10
[1.4541]
S32100
1Cr18Ni9Ti
SUS321
321,
S32109
321S31,
X6CrNiTi18-10,
1.4541
0Cr18Ni11Nb
SUS347
347
347S31
X6CrNiNb18-10,
1.4550
S34700
0Cr18Ni13Si4
SUSXM15J1
XM15
S38100
0Cr18Ni9Cu3
SUSXM7
XM7
X3CrNiCu18-9-4,
1.4567
1Cr18Mn10NiMo3N
1Cr18Ni12Mo2Ti
1Cr18Ni11Si4AlTi
1Cr21Ni5Ti
00Cr20Ni25Mo4.5Cu
904L
影响铁基合金精铸件性能的因素
以前有的朋友问起铁基合金精铸件性能问题,怀疑是热处理工艺不当。
其实铸件性能是铸造工艺和热处理工艺的综合反映,其中铸造工艺是根本。
如果铸件本身基体不理想,晶粒粗大,杂质多,无论怎样调整热处理规范都很难达到理想的效果的。
下面就结合自己的工作经验,谈一点粗浅的看法。
一、
铸造工艺
1、
化学成份
成份是保证铸件性能的基础,首先需重点控制C、Si、Mn含量。
C是提高钢的强度的最重要的因素,Si、Mn是强化作用较大的元素,在合金钢中得到广泛应用。
随着C、Si、Mn增多,强度、硬度上升,而塑性、韧性下降。
此外需控制S、P含量,这已经是一个常识性问题,但有的工厂成份控制不是很严格,有的甚至没有进行成份检测,铸件性能是没有保障的。
此外N、Ti、Al、V、Zr、Mo、W等元素对铸件性能也有一定影响,但不是每种铸件都用得上,这里不再细说。
2、
熔炼浇注
熔炼浇注也包含了对化学成份的控制。
除了C、Si、Mn,最常用的合金元素还有Ni、Cr。
常用的脱氧方式为硅铁、锰铁、硅钙等。
有的工厂喜欢浇注前在浇包中丢铝块终脱氧,但对铬镍钢要慎用。
铬镍钢的缺点是容易出现石状断口,使铸件在铸造和热处理过程中出现开裂。
石状断口是一种晶间断口,它的成因是由于氮化铝夹杂物在奥氏体晶界上析出的结果。
氮化铝夹杂物在奥氏体中的溶解度随温度的降低而降低,当铸件在1100-1200℃间缓冷时,氮化铝夹杂物将在奥氏体晶界上析出,严重消弱晶界强度。
铸件冷速愈慢,钢中残留的铝和氮量愈高,则形成的氮化铝夹杂物也愈多。
因此在熔炼过程中,为防止石状断口,不能用铝脱氧,并尽量缩短熔炼时间,以减少钢中铝、氮含量,浇注后应尽量加快铸件的冷却速度。
铬、镍、锰等元素能提高钢的凝固收缩值,故能提高钢的疏松和热裂倾向。
尤其是马氏体钢,由于铬量较高,易形成氧化铬膜和氮、碳化物难熔质点,流动性较差,在铸件中容易造成欠铸、夹杂等缺陷。
有的铸件由于热节分散,或有局部大的薄壁、细长结构,熔炼浇注工艺陷入两难选择:
浇注温度太低,铸件充型很困难,易发生欠铸、气孔等缺陷;
浇注温度太高,铸件晶粒粗大,易出现裂纹、疏松等缺陷,铸件性能也不理想。
这就必须优化浇注系统,有利于铸件充型。
尽量搞高壳型温度、降低浇注温度。
对壳型的要求是,浇注前温度尽可能高,浇注后冷却速度尽可能快,这又是相互矛盾的。
如果过程控制得好,最好空壳浇注,以保证浇注后冷却速度,但壳型出炉后到浇注时间间隔尽可能短。
有条件的话,铸件最好放在真空浇注,有助于降低浇注温度,减少欠铸、夹杂等缺陷,并能提高性能。
真空浇注虽然比非真空浇注增加了成本,但铸件合格率上升,表面质量和性能都有较大提高。
如果铸件技术要求高,价位也合理,放在真空浇注是合算的。
(我厂有一批不锈钢精铸件,二十多年来都采用非真空浇注,由于冶金质量和性能问题,合格率极低,一年投产八批才满足要求。
本人改为真空浇注,并改进热处理工艺,现在投产一批能管用三年)
二、热处理工艺
常用的热处理方式通常包括正火、退火、淬火和回火。
这里主要说一下用得较多的不锈钢淬火。
淬火的目的是为了得到马氏体,并防止碳化物的析出。
淬火工艺参数的选择应注意两点:
一是要得到尽可能多的马氏体,而又不使晶粒粗大,从而提高钢的机械性能;
二是要得到尽可能均匀的单相组织,以提高其抗蚀能力。
淬火温度过低,碳化物不能溶入奥氏体中。
淬火温度和时间要保证碳化物充分溶解而得到高的硬度、强度,时间一般在2小时以上,温度一般1000℃以上。
一般均采用油冷淬火。
回火的目的是为了消除淬火应力和提高冲击韧性。
在500℃以上回火时,由于碳化物聚集长大,所以强度迅速下降,塑性上升。
马氏体不锈钢有回火脆性倾向,回火后应采用较快速度冷却。
在实际生产中,大量铸件成箱堆放,空冷难以保证较快的冷却速度,因而铸件有回火脆性倾向,影响到铸件塑性。
所以需油冷或水冷才有效果。
热处理规范要参照铸件化学成份来制定。
如果铸件C、Si、Mn含量较高,则回火温度也要偏高,才能保证铸件有足够的塑性、韧性;
如果C、Si、Mn含量较低,则回火温度也要偏低一点,才能保证铸件有足够的强度、硬度。
结论:
铸件性能是铸造工艺和热处理工艺的综合反映,其中铸造工艺是根本。
铸造及热处理规范稍不合理就容易顾此失彼,需综合考虑。
铸造工艺需严格控制化学成份,主要是C、Si、MnS、P含量。
浇注时尽量搞高壳型温度、降低浇注温度,浇注后应尽量加快铸件的冷却速度(但需保证不出现裂纹),铬镍钢不能用铝脱氧,有条件的话,可考虑真空浇注。
3、
热处理工艺中,淬火时淬火温度和时间要有保证。
回火后应采用较快速度冷却。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 不锈钢管 各国 执行 标准
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 转基因粮食的危害资料摘编Word下载.docx
转基因粮食的危害资料摘编Word下载.docx
-
高中英语词组大全Word文档下载推荐.docx
-
卫计局年工作总结及新年工作计划Word格式.docx
-
贵州省煤矿安全管理人员安全资格证A考试概况Word格式.docx
-
系统集成项目招标文件Word文件下载.docx
-
消防设计技术审查的要点Word文档格式.docx
-
第三章 习题课 带电粒子在磁场或复合场中的运动Word格式.docx
-
湖南岳阳中考英语模拟卷含答案Word文档格式.docx
-
电子商务考试题总汇打印版打印打印Word下载.docx
-
选调生考试备考言语理解与表达真题Word文档格式.docx
-
高考物理实验题专练 专练15Word文档格式.docx
-
加装奥迪A4L蓝牙电话功能Word文档下载推荐.docx
-
学年下学期好教育高三月考仿真卷A卷 语文 学生版后附详解Word文档下载推荐.docx
-
净化生产车间工程一般施工技术施工方案Word文档格式.docx
-
内蒙古呼和浩特市第六中学学年高一政治下学期期末考试试题Word下载.docx
-
证券行业客户经理电话营销技巧与实例Word文档下载推荐.docx
-
叶芝 苇间风文档格式.docx
-
最新中美贸易摩擦的原因及解决对策1论文Word文件下载.docx
-
意义的近义词Word格式文档下载.docx
-
上海市中考英语试题S.docx
-
专题12观点论证类设问.docx
-
附加安心重疾条款.docx
-
设计变更管理办法修改意见稿FINAL汇编.docx
-
毕业赠言毕业致词精选多篇.docx
-
银行新员工代表发言稿精选多篇.docx
-
北京市朝阳区届高三第一学期期末语文试题Word版含答案.docx
-
HL线切割使用说明书模板.docx
-
车工实训周记.docx
-
USBHID键盘扫描码.docx
-
Apmpoqu4调研报告.docx
-
最熟悉的陌生人作文八篇.docx
-
被动语态综合讲解.docx
-
军转培训个人总结 军转培训心得体会Word格式文档下载.docx
-
贵州省六盘水市学年七年级英语上学期第二次Word文档下载推荐.docx
-
以内加减填空算术题Word文档格式.docx
-
古代文学史陕西师范大学Word文档下载推荐.docx
-
精选最新电子商务师四级完整考试题库598题含答案Word文档下载推荐.docx
-
股市的神奇数字Word文件下载.docx
-
最新杜拉拉升职记秘书与领导得关系.docx
-
阵列除法器设计与实现Word文档下载推荐.docx
-
固定资产管理表格汇总Word文档下载推荐.docx
-
酒店各岗位职位英文文档格式.docx
-
客房主管年终工作总结Word文档下载推荐.docx
-
关于冬天的诗歌100首完美版Word下载.docx
-
课堂上如何集中学生的注意力Word格式文档下载.docx
-
最新环境监控项目技术方案建议书.docx
-
关于某情绪地500个词汇Word文件下载.docx
-
劳务分包合同钢筋Word文档下载推荐.docx
-
关于学习态度的小故事Word文档下载推荐.docx
-
关于幼儿园中班月工作总结七篇Word文档下载推荐.docx
-
最新培训学习心得体会范文.docx
