 过程控制计划文档格式.docx
过程控制计划文档格式.docx
- 文档编号:17816489
- 上传时间:2022-12-10
- 格式:DOCX
- 页数:42
- 大小:27.55KB
过程控制计划文档格式.docx
《过程控制计划文档格式.docx》由会员分享,可在线阅读,更多相关《过程控制计划文档格式.docx(42页珍藏版)》请在冰豆网上搜索。
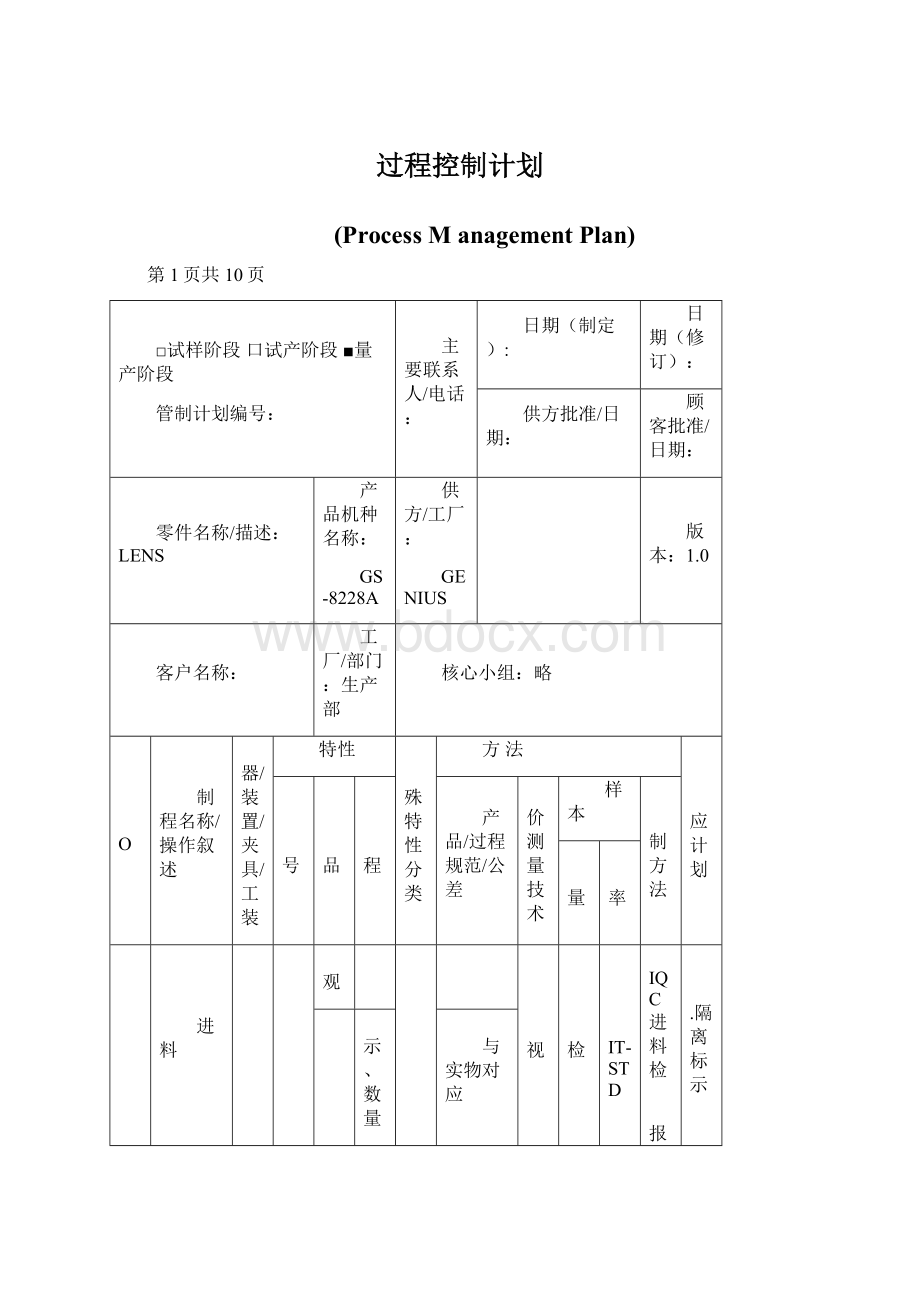
测定环
千分表归零镜片
20PCS
30PCS
1次/2H
1.<制程抽测记录表>
2.<自主检查及不良全检状况表>
2.重工
厚度
1.80±
0.1mm
厚度计
角度旁移量
37°
土8
砥石内外径/粒度
##
05X2/270X325
3
D面粗磨
粗
磨
A、研磨机
B、粗磨皿
C、钻石粒
-2〜-0.5
5PCS
1.70±
0.2伽
;
时间
7〃土3"
刻度
60±
20伽
钻石粒
1200#
-0.5〜0
第2页共10页
1500#
4
D面精磨
B、研磨皮
C、磨皿
D、修皿
、[人1^1光圈
-2〜+2
原器
每支
心
2PCS
1次/4H
<精磨自主检查表>
170〃土50〃
压力
1.5±
1kg
研磨皮
0.5伽
5
检验
曲率半径
2.16伽
干涉仪
100%
每批
<制程抽测记录表>
1.隔离
标示
面精度
B级以上
6
喷保护膜
A、工作台
B、喷枪
每个镜片都必须喷涂到位
不合格记录表
1.重工
材质
DSL3.0
0.01mm~0.04mm
7
S面张贴
A、高周波
B、冷却台
C、小刀
D、密腊
电流大小
3.5A〜6A
测定环千分表归零镜片厚度计
点检记录表
8
S面切削
B、定位贴皿
-65〜-53
一个定位贴皿
<自主检查及不良全检状况>
8.94±
0.02伽
[厚度计
切削时间
12±
3〃
角度摆动
25±
5°
砥石
016X20
9
S
面粗
C、定位贴皿
D、钻石粒
-51〜-55
连续3个定位贴皿
8.855±
0.01伽
:
15±
5〃
第3页共10页
20±
2kg±
转速
50±
10Hz
粗磨
-49〜-52
8.845±
0.005伽
35'
'
土5〃
2kk±
1kk
55±
5Hz
028X24
10
S面精磨
-48〜-50
每支芯一个定位贴皿
8.835±
300〃土30〃
2.0kk±
0.8伽
42.377
11
无破裂、伤痕等
1.不合格记录表
2柏拉图
3.管制表
1.04±
-4<
0.5>
41.585646伽
R值范围
38.842〜44.433
第4页共10页
12
涂保护膜
A、定位贴皿
13
S面
剥离
E、定位贴皿
电流
14
上镜片架
镜片架
无碰、刮伤、缺损、裂边、砂目等
2•隔离标示/全
检
标示数量
r摆放方式
15
洗净
洗净机(晋升超音波洗净机)
超音波洗净篮洗净
液洗利隆溶液
表面无油污、雾状、伤痕、水渍等
[Spl-亡J全检
1.重工隔离标小/
温度
30±
5C
3分钟
浓度(洗利
隆)
1.3g/L
浓度(洗净
液)
95%
16
烘干
烘干机
IPA液纯水
表面无水渍、脏污
習
水温
90±
IPA沸点
86C
2分钟
17
镀检(上三角板)
镊子擦试液
(PSC/酒精
9:
1)
擦拭纸气
球三角板
表面无油污、雾状、伤痕、水渍、不洁等
取doc
18
镀AR面
膜
镀膜机镀膜板架
1#镜片
MgF2
表面无划伤、雾状、不洁、碰/刮伤等
冒
10”
280~400C
真空度
3.0*10-5〜1.0*10-5Torr
20mA~60mA
电压:
8Kv〜10Kv
19
镀IR面膜
Q
ntfi®
M片砂肄
2.隔离
180±
10"
F
标示/全检
280~400C
抽滝扇法■卫M
3.0*10-5~1.0*10-5Torr
60mA~180mA
8Kv~10Kv
20
研检
镊子
工业酒精
(99%)
擦拭纸气球
a
21
定心
定心机金刚石砂轮夹具
无夹伤、碰、刮伤等
5~10pcs
0.5H/次
書
hi
JSS
FM-H6
取dw
外径
1#:
e2.4±
0.01
千分尺
光轴
3.0格
激光疋心检杳仪
5
5"
砂轮规格
160X7X400#
22
洗净机
旦
HIT1卜申耳迫監准3
9分钟(DSL3.0)
23
氯乙烯
擦拭纸
气球
擦
TC
#
1:
1.04±
0.02mm
百分表
e2.4+°
.01mm
±
-0.02mm
24
入库
工具车
料架
拭
数量
标示摆放方式
数量、标示无误,摆放方式合理且符合规范
目视、实数
第6页共10页
25
领料
干净度
不可有混其它物质无领错
料
每次
此MShCLiiWtwsodGDI.
隔离并
与实物相对应
材料对照
表
26
加料
加料桶
不可混有其它杂物
清理
加满
加满干燥桶,无溢出
HI7;
4&
3HHWL加鮭id就袁.i!
e
27
烘干桶
干燥度
暂无设定干燥度标准(3#不用烘干)
烘干时间达四个小时
110-130C
28
射出成型
射出机,机械手传送带
外观依外观检验标准
隔离
依设定射出工艺参数
按程序运行
外径千分尺
FM7151WU.确认^(-L
-0.002
-0.00
5.80mm
1次/2H
JW715-11射世检记城表.
2#:
0.57±
0.01mm
3#:
0.95±
.01mm
边厚
0.91±
0.05mm
0.99土0.05mm
高度计
29
配对
1#、2#、3#镜
片、垫圈、
DW、镊子、
光源箱、对焦机
解像力
.中心》48,周边》33;
检测作业用调焦治具进行调焦,调焦0K后须将治具取下稳定
3-4秒MTFOK方可判定为良品。
光源箱
1、配对记录表
组立角度对应模号、穴号
依配对品质要求
30
剪片
电热剪,斜口钳,治具,离子风扇
剪口不能有尖角,过大,拉丝,内裂等,镜片不能有脏污,放镜片时不能有混穴
电热剪温度
160~170C
温控器
31
自检
台灯,镊子
剪口不能有尖角,过大,拉丝等,镜片不能有脏污
CABocun^ntsSottihfifAsa札
32
包装
包装盒防静电袋
A/B板
不能混模,混穴
全检
纠正
108PCS/每板
33
StfttilWs'
sqa.Gfll.
与传票数量对应
光亮度
11W
34
塑料盘
穴号模号
一袋648PCS
C:
Sett.iikgsXtiQfl,
35
暂无干净度标准
\ltafWWtlAJMl"
并标示
2•全检
36
吸料机
ip
无领错料
DW:
C1200;
37
烘干时间达两到三个小时(暂无设定干燥度标准)
95C--110C
38
射出成形
射出机机械手
QC巡检
1次/两小时
Ell
尺寸
尺寸依《DW尺寸汇总表》
塞规二次元
依设定射出的工艺参数
屏幕显示
39
QC确认
台灯
QC检验
40
斜口钳
1次/0.5H
摆放方式
摆放时不能有混穴
41
修毛边
台灯小刀
剪口不能有尖角,过大,拉丝等。
不能有毛边
返工
到灯管20厘米
42
不能有毛边和尖角
43
每袋630个
称重
标签
模号
穴号
44
领班抽测
不定
重检
45
QC
AQL=1.0
圈
CzMSkMxndxand
46
630PCS/每袋
47
洗净机(超音波洗净机)洗净篮
纯水
2•隔离
常温
4分钟
48
组立
镊子压杆风枪、
r外观
无压伤、刮伤、缺陷、毛边、变形、梅花形不均匀、色差、脏污
夹取动作平稳、压杆保持垂
不合格记
录表
柏拉图
1、隔离并标示区分
2、全检/
自检外观夹取动作压杆角度
直
重工
配对角度
依传票规定的配对角度组立
49
热封
镊子热封机热封治具
平整度
测试平整
水平仪
1次倜
点检表
1、修正
摆放平整度
目视平整
不合格记录表
高度误差
下降咼度误差w0.02mm
游标卡尺
1次/1班
下降速度二
1.01〃土0.3〃
秒表
组合度
20X显微镜下,针头拨松动
显微镜
5〜10Pcs
2H/次
1、隔离
并标示区分
2、全检重工
3、报废
处理
4、修正
气压
0.4mPa
气压表
140C〜150C
温度计
加热:
0.1sec冷却:
0.1sec
0.2mPa
压力表
压头磨损
无刮伤、磨损等
管制图
50
检测
检测标准
中心》48,周边》33;
检测作业用调焦治具进行调焦,调焦OK后须将治具取下稳定3-4秒MTF0K方可判定为良品。
不合格记录表管制图
2、重工
亮角
在调焦清晰后,取下调焦治具,将环形灯移到LENS上方,检查不可有亮角;
在任何状态下发现漏光现象不可以微调方式隐藏掉亮角。
1、调整
52
外检
风枪酒精
外观:
无不洁、伤痕等缺陷。
1、隔离标示
53
装盒
风枪包装盒
依客户要求摆放
1、隔离
2重工
无外观:
无碰/刮伤、
毛边、Particle
54
11W日光灯
镜片松动及锁配松紧度不良
无碰/刮伤、毛边、镜片松动及锁配松紧度不良等
55
成品检验
(FQC)
风枪酒精光源箱
扭力
依各客户的要求为标准
扭力计
MIL-STD-105E抽检
依客户检验标准而定
P光源箱
数量:
按各客户包装要求包装。
实点实数
56
包装盒胶带防静电袋外箱
唛头资料
唛头内容、粘贴位置按各客户唛头资料及要求进行作业。
1、隔离并标示
区分
2、重新包装
按各客户要求。
57
物料车
依客户要求摆放具体数量
1、米用套打的入库
单
2、入库数量记录表
1、标示区分并改善
58
出货
(OQC)
包装方式
唛头内容、粘贴位置按各客户唛头资料及要求检验。
抽检依
MIL-STD-105E
1、•隔离并标示
2、反应上级干
部
3、重检处理


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 过程 控制 计划
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 转基因粮食的危害资料摘编Word下载.docx
转基因粮食的危害资料摘编Word下载.docx
-
高中英语词组大全Word文档下载推荐.docx
-
卫计局年工作总结及新年工作计划Word格式.docx
-
贵州省煤矿安全管理人员安全资格证A考试概况Word格式.docx
-
系统集成项目招标文件Word文件下载.docx
-
消防设计技术审查的要点Word文档格式.docx
-
第三章 习题课 带电粒子在磁场或复合场中的运动Word格式.docx
-
湖南岳阳中考英语模拟卷含答案Word文档格式.docx
-
电子商务考试题总汇打印版打印打印Word下载.docx
-
选调生考试备考言语理解与表达真题Word文档格式.docx
-
高考物理实验题专练 专练15Word文档格式.docx
-
加装奥迪A4L蓝牙电话功能Word文档下载推荐.docx
-
学年下学期好教育高三月考仿真卷A卷 语文 学生版后附详解Word文档下载推荐.docx
-
净化生产车间工程一般施工技术施工方案Word文档格式.docx
-
内蒙古呼和浩特市第六中学学年高一政治下学期期末考试试题Word下载.docx
-
证券行业客户经理电话营销技巧与实例Word文档下载推荐.docx
-
叶芝 苇间风文档格式.docx
-
最新中美贸易摩擦的原因及解决对策1论文Word文件下载.docx
-
意义的近义词Word格式文档下载.docx
-
上海市中考英语试题S.docx
-
专题12观点论证类设问.docx
-
附加安心重疾条款.docx
-
设计变更管理办法修改意见稿FINAL汇编.docx
-
毕业赠言毕业致词精选多篇.docx
-
银行新员工代表发言稿精选多篇.docx
-
北京市朝阳区届高三第一学期期末语文试题Word版含答案.docx
-
HL线切割使用说明书模板.docx
-
车工实训周记.docx
-
USBHID键盘扫描码.docx
-
Apmpoqu4调研报告.docx
-
最熟悉的陌生人作文八篇.docx
-
被动语态综合讲解.docx
-
北师大版五年级数学下册第三单元分数乘法专项练习题51.docx
-
人教版六年级数学上册分数乘法练习题大全58.docx
-
中学教学常规管理制度.docx
-
中考地理知识梳理.docx
-
中药保护申报资料模板.docx
-
人教版新课标语文教案 选修21教案新课标高中数学人教A版选修21全套教案.docx
-
中考化学专项训练金属的化学性质提高训练题含答案解析.docx
-
人事局财务管理制度.docx
-
中小企业信息化公共服务平台项目建议书.docx
-
中考英语语法知识点汇总复习.docx
-
中医与科学的关系.docx
-
交通护栏及附属设施技术要求技术要求道路隔离护栏技术参数一.docx
-
中考真题精品解析地理株洲卷精编word版解析版.docx
-
脚手板自重标准值脚手架施工均布荷载标准值.docx
-
学校操场改造项目施工组织设计.docx
-
政府政务服务中心201x年工作总结和工作打算 2.docx
-
中学体育馆网架及屋面板工程安装施工组织设计.docx
-
面试经典问答大全中英文双版.docx
-
教你成为歌唱达人教程考试.docx
