 层压工艺培训资料Word下载.docx
层压工艺培训资料Word下载.docx
- 文档编号:17746732
- 上传时间:2022-12-09
- 格式:DOCX
- 页数:24
- 大小:36.88KB
层压工艺培训资料Word下载.docx
《层压工艺培训资料Word下载.docx》由会员分享,可在线阅读,更多相关《层压工艺培训资料Word下载.docx(24页珍藏版)》请在冰豆网上搜索。
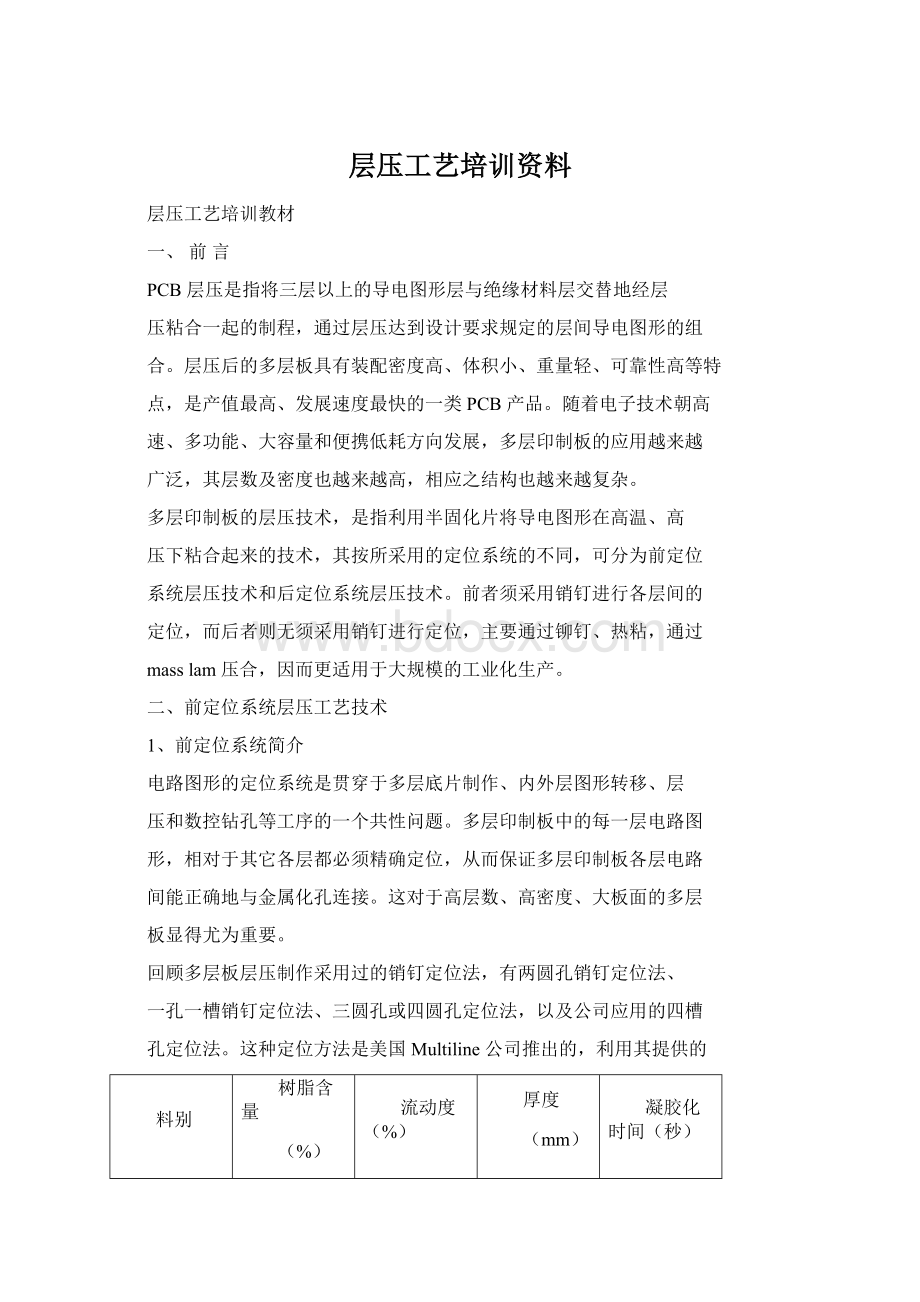
7628L
20±
41±
7628A
41.5±
43±
0.18
7628M
45±
25±
46±
7628H
47.5±
50±
0.22
3313A
55±
2165A
1500A
26±
0.15
一系列四槽孔定位设备,在内层芯板上冲制出四个槽孔。
然后利用相
应的四个槽形销来实现图形转移、叠片、层压和数控钻孔等一系列工
序的定位。
2、四槽定位工艺过程
按前定位系统进行的多层印制板的层压,每开口可压制
8
层
(1.6mm),具体按如下流程制作。
2.1
半固化片准备
准备半固化片先要熟悉各种
B
片的规格
[注]半固化片准备注意事项:
①在清洁无尘的环境,将卷料切成条料,然后用切纸刀裁切成单件,
尺寸按单片坯料长宽各放大
10mm;
②在定位孔位置,成叠用台钻打定位孔,孔径比定位销直径大
1.5~2.0mm;
③凡半固化片上出现有纤维折断、大颗粒胶状物、杂质等缺陷的应
予剔除,操作应戴清洁的细纱手套,严禁手汗、油脂污染;
④裁切半固化片时,要戴口罩,以免吸入树脂粉。
宜穿长衫裤,避
免树脂粉粘在皮肤而导致痕痒或过敏。
同时,应避免树脂粉进入眼睛;
⑤裁切加工好的半固化片,应及干燥冷库中去湿;
⑥对新到半固化片应进行性能测定。
随着保管期的增长,材料老化,
直接影响流动度和凝胶化时间,它与产品质量密切相关,是工艺参数
确定的基础。
有关性能测定方法和计算,详见质量控制部分。
2.2
四槽定位叠板
①前定位叠板采用有定位孔的模板及分离板,
用销钉定位,
叠板
时,
销钉上应加套垫片,
以防止流胶污染分离板与销钉,
放垫片时应
保证手套上没有树脂粉,
以免污染铜箔。
②模板在叠放时,
应认清朝里朝外两面,
并应保证销钉准确套入
定位孔中,
以免损坏模板定位孔上的衬套。
③前定位内层定位孔和销钉如配合不准,
应仔细调整不得强行套
入,
应保证定位孔的完整无损。
④叠板时应用粘性布仔细清洁每一块板面及分离板面,
若使用盖
孔膜应清洁盖孔膜,防止树脂粉尘和其它杂物污染板面;
⑤四槽孔边
片粉容易喷到板内,污染板面,下面铜箔应摊平,
紧贴分离板,避免
片粉入板内,上面铜箔放叠好后,应先用粘性布
清洁板中间,从内到外清洁,特别对销钉周围板面应单独仔细清洁干
净;
⑥每块分离板都应轻放,防止
片粉从销钉空隙溅入板内;
2.3
板件层压
叠好的板件进入压机层压,通常层压分预压、保压、冷压
3
个阶段
2.3.1
预压
入预压之前,压机应先升温至
2℃,以保证入机后立即开始层
压,预压压力:
0.56~0.7Mpa(80~100
磅/平方英寸),时间:
7~8
分钟,
预压后挤气
1
分钟,入模后施加的预压压力,大小一般由半固化片情
况决定。
当半固化片流动度降低时,可适当加大预压压力,预压阶段
时间受半固化片的特性、层压温度、缓冲纸厚度、印制板层数和印制
板的大小影响。
如果预压周期太短,即过早地施全压,会造成树脂流失过多,严重
时会缺胶、分层;
如果预压周期太长,即施全压太晚,层间空气和挥发
份排除的不彻底,间隙未被树脂充满,便会在多层板内产生气泡等缺
陷。
因此,把握压力变动时机很重要。
当半固化片流动指标低于
30%时,应缩短预压时间,甚至直接进
行全压操作。
总之,由于预压周期与半固化片的特性关系甚密,预压周期并非是
一层不变的,必须通过试压后,在对层压好的多层板进行全面质检的
基础上,对预压周期进行适当的调整,方可正式投入生产。
2.3.2
施全压及保温保压
预压结束后,在保持温度不变的前提下,进行转压施全压操作。
并
按工艺参数要求进行保温保压。
采用真空压机(TPM
公司):
全压压力:
1.12~1.4Mpa(160~200
80
当半固化片流动度降低时,可适当加大全压压力。
彻底完成排泡、填
隙,保证厚度和最佳树脂含量,压力转换采用高温转换方式。
即当半
固化片温度升到
115~125℃时,由预压转为全压。
2.3.3
冷压
全压及保温保压操作结束后,可采用以下方式进行冷压操作:
①停止压机加热,在保持压力不变的条件下,使层压板冷却至室温;
②将层压板转至冷压机,进行冷压操作,冷却降温速度一般控制
在
3℃/min
左右
2.3.4
出模,脱模
①当层压板温度降至室温后,打开压机,取出模具;
②在脱模专用工作台上,去除模具销钉,取出层压板。
2.3.5
切除流胶废边
①层压排出的余胶,呈不规则流涎的状态,厚度也不一致,为保证
后道打孔,应用剪床切去废边,切至坯料边缘,但不能破坏定位孔;
②当板面出现扭曲或弓曲的不平整现象,应校平处理,使翘曲量控
制在对角线的
0.5%范围之内。
2.3.6
打印编号
经压制后的多层印制板半成品,两外层为铜箔,为防止混淆,应及
时用钢印字符在产品轮廓之外的坯料上打印出图号和压制记录编号,
字迹必须清楚,不致造成错号,部分厂家使用手写编号
2.3.7
后固化处理
部分厂家为使板件完全固化将板放入电热恒温干燥箱中,加热到
140℃并保持
4
小时。
三、后定位系统层压工艺技术
1、后定位系统简介
采用后定位系统即使用热熔合、铆钉方式的系统
具体做法是:
(1)于每内层图形边框线外,按工艺要求添加三孔定位孔标记;
(2)在内层图形边框线外四角处,按工艺要求添加工具孔标记;
(3)制作内层图形,并于四角处冲制工具孔;
(4)进行内层单片的棕黑化处理;
(5)层压前排板操作,对于四层以上的多层板,各内层间通过专用铆
钉于工具孔位处进行铆接,以保证层间重合度;
各内层间按工艺要求
填入半固化片;
除了层压之外,后来有发展出热熔机
(6)按工艺要求进行层压操作;
(7)拆板、点孔划线、二次剪板后,于指示位置进行铣铜皮、钻定位
孔操作。
2、
后定位系统层压工艺流程
裁切半固化片
→
内层板棕黑化
内层预叠
叠板
层压
拆板
→质量检验
裁切半固化片
将成卷之半固化片按工艺规定之尺寸要求,于专用半固化片裁切
机上切成所需尺寸的大块。
半固化片种类主要有
1080、2116
和
7628。
Ø
按工艺指定的物料及排板方式,计算需切半固化片的数量
裁切半固化片前(及后),需清洁台面
将半固化片从辊架上拉出至所需尺寸后,进行裁切
切完每卷后,需用吸尘器吸除撒落之树脂粉
操作时需戴清洁手套;
树脂布面不可折曲、不可有任何杂物,并保持树脂布干燥
切半固化片工作间需进行净化处理,并进行温、湿度控制。
按上述要求裁切之半固化片可直接用于排板及随后之层压生产。
内层预叠
六层及以上层数之多层板需进行该项操作。
公司目前采用热熔方式将各板件进行预叠,热熔的原理是将
片
加热到融化使内层芯板能完全粘合在一起,在层压不致错位,这里有
点要注意
层间对位要准,保证销钉大小合适,板件水平度好,无弯曲
热粘效果要好,保证热粘的树脂已经固化
热粘后的热粘点完整未被破坏
而铆钉法是通过铆钉的方式进行生产,铆钉适合做
3.0mm
以下,芯板
厚度
0.43mm
以上,其操作步骤如下
按工艺指示选取内层芯板间之半固化片种类和数量
按单片工具孔位置于半固化片上冲制相应之圆孔
将内层芯板及中间夹层之半固化片于工具孔位置,采用专用
铆钉进行铆接
上述操作需在净化间内进行,且需进行温、湿度控制
将经棕化处理的四层板或经预排板后之六层及以上板,按工艺规
定之排板方式及对半固化片数量与尺寸和外层铜箔之要求,排成一
BOOK。
①将底板和规定数量之牛皮纸,运至专用排板桌上;
②按工艺要求检查半固化片和铜箔;
③用专用蜡布清洁钢板,并置于牛皮纸上;
④将铜箔放在钢板上,注意光面朝下,然后用蜡布于钢板及铜箔间
再次清洁一次:
(也有预先清洁钢板及铜箔,并采用热熔胶粘贴铜箔将
之粘在一起的方法。
)
⑤将所需之半固化片置于铜箔上,清除可能带有之杂物;
⑥将内层板放在树脂布上,消除可能粘附于内层板上之杂物(由于
采用拼板操作,需按工艺要求进行内层板之排列);
⑦将半固化片置于内层板上(放置前须先进行翻转);
⑧将所需之铜箔放在半固化片上,铜箔光面朝上;
⑨用蜡布清洁铜箔表面,同时将清洁好一面之钢板置于铜箔上;
⑩再次清洁钢板另一表面;
⑾重复进行④至⑩操作,直至完成工艺规定之每
BOOK
层压多层
板之数量;
⑿将所需数量之牛皮纸放在钢板上,然后将铝面板放在牛皮纸上,
此
排板便完成。
2.4
采用程序升温,通过预压经转压直至高压的层压模式。
所用压机为
真空层压机,配置为两台热压机、一台冷压机。
①层压前,检查炉门胶边是否正常;
②入炉时,检查温度是否在
5℃
③根据工艺规定之层压参数,用模拟程序进行调较压力;
④待压板入炉,抽真空至
60~70mmHg,按工艺要求进行热压,整
个过程约需
140
分钟;
⑤将热压完成之板转至冷压机中,调校压力至
160kg/cm2
进行冷
压操作,需时
⑥考虑到冷压时间,两热压机之压板间隔最佳时间为
90
分钟。
⑦整个层压过程,需有自动绘制温度曲线仪,此外尚需记录有关压
板资料,便于质量追踪
2.5
拆板
①卸去每
之顶部面板,除去牛皮纸;
②清除钢板,并清洁之;
(所有钢板间须以海绵片隔开。
②将板号用记号笔写于板边,并置于可移动之桌上;
(板间以牛皮
纸隔开。
④重复②—③操作,直至拆除所有板。
四、层压过程之品质控制简介
1、半固化片来料品质控制
凡新购进的
1080
型或
2116
型半固化片,为掌握压制的具体工艺
方案和检验材料是否符合要求,应对材料性能进行测定。
在材料入库
保存期超过三个月后,由于材料随着存放期延长产生老化现象,也应
进行测试以判定材料是否适合生产需要。
具体性能测试有树脂含量测
试、树脂流动度测试、挥发物含量测试和凝胶化时间测试。
(1)树脂含量测试
①取样
试样为正方形,其对角线平行于经纱斜切而成,尺寸为
4×
英寸,
共计三组,每组重量大于
7
克。
其中一组切自半固化片的中央部位,
另两组分别切自半固化片的两侧,但到边缘的距离不得小于
英寸。
②测试
把试样放入坩埚中(坩埚应先称重)一起称重,精确至
1mg,连同坩
埚放入马福炉中加温至
500~600℃,灼烧时间不少于
30
分钟,从炉中
取出坩埚和残渣,放入干燥器里,冷却至室温,称重量精确至
1mg。
注:
炉温应控制在不造成玻璃布有熔融现象,而且树脂应完全灼烧
呈全白状态,否则应延长时间或调整温度重新制作。
③计算
G(%)=(m1—m2)/m1×
100
式中:
G——半固化片树脂含量百分数;
m1—试样重量;
m2—失去
树脂后玻璃布重量。
④记录
将测试的三组试样,分别记录结果。
说明:
如果没有马福炉,可作一般精度的测试。
样品用浓硫酸将树
脂彻底溶解后,用水洗涤干净,100~110℃烘干,取样品原重与失去树
脂后重量,按上述公式计算。
(2)树脂流动度测试
试样为正方形,边长
英寸,精确至
0.01
英寸,切割方向为对角
线平行于经纱斜切,样品总重
20
克为一组,共
组。
重量精确至
0.005
每组以布纹方向一至叠合在一起,放于两平板模具内,压机预热
至
5℃,入模立即施压力(1—1.5)×
106Pa/cm2,压力升至最大值约
为
5
秒钟,保温保压
分钟,开机取件冷却至室温。
切取一个正方形,其边与试样对角线平行,边长为
2
倍的
的平方
根±
英寸,或切成
3.192±
0.01
英寸的圆,圆心为试样对角线交
点。
用分析天平称取小方块重量,精确至
n(%)=(m1—2m2)/m1×
n——树脂流动度;
m1——试样切片初始重量(20);
m2——小
块取样的重量。
(3)挥发物含量测试
试样为正方形半固化片,尺寸为
英寸,裁切方向为对角线平行
于经纱,每个试样的一个角冲上一个直径
1/8
英寸(3.175mm)孔,
每种半固化片切取三块试样,切取试样时,两边离半固化片边缘距离
不小于
用分析天平称试样重量,精确至
然后用金属小钩把试样挂
163±
2℃的恒温鼓风干燥箱内
15
从烘箱中取出试样置于干
燥器里冷却至室温。
用分析天平对试样称重时,环境相对湿度应低于
65%,快速称重,精确至
W(%)=(m1—m2)/m1×
W——挥发份百分数;
m1——干燥前试样重量,g;
m2——干
燥后试样重量,g。
(4)凝胶化时间测试
①测定用设备
凝胶化时间测试仪。
②取样
按前同样方法裁切
200mm×
200mm
试样三张。
③测定
取一张半固化片试样,从中取出树脂粉约
0.15
克,放入已加热恒
温在
3℃的钢板平底孔中,用不锈钢或玻璃棒搅拌,从熔融状态
直至拉起树脂能成为不断的丝状物,即为已固化。
记录树脂粉由熔融
状态至能拉起树脂间的时间,即为凝胶化时间。
三件试样分三次测试,
取三次时间的算术平均值为准。
(在每做完一次测试后,应立即消除废
胶,清洁平底孔。
2、内层板棕化化质量控制
1.3.2.1
微蚀速率控制范围及方法
(1)控制范围:
1.0-2.0μm/cycle
(2)测试方法:
a.FR—4
双面无钻孔基板,并清洁其表面;
b.切成
10cm×
10cm
试片,并钻一小孔;
c.100℃下烘
10min,并在干燥器中冷却至室温;
d.称重
W1;
e.微蚀液中处理,清洗并在
100℃下干燥
10min;
f.在干燥器中冷却至室温;
g.称重
W2;
h.微蚀速率=(W1-W2)/5.6(μm/cycle)
3、层压板之质量控制要数
(1)层压后板面铜箔与绝缘基材的粘接强度测试;
(2)将外层铜蚀刻掉,检查多层板内层应无肉眼可见的分层、起泡、
显露布纹、露纤维和起白斑;
(3)耐浸焊性:
260±
6℃的焊锡或硅油中浸渍
秒钟,无分层起泡现
象;
(4)压制件应保留足够的胶量,板子的静抗弯强度不低于
1.6×
108Pa;
(5)内层图形相对位置和各层连接盘的同心度必须符合设计要求;
(6)压制后的多层板厚度应符合设计图纸或工艺卡的具体规定;
(7)板面应平整,其扭曲或弓曲最大量为对角线的
0.5%;
(8)外层铜箔上应无环氧树脂、脱模剂或其他油脂污染,铜箔表面应
无划伤的痕迹,无杂质造成的压坑;
(9)粘结层内应无灰尘、外来物等异物;
(10)废边切除不得损坏定位孔,外边与孔口距离不少于
3mm。
压制
的流胶也不得损坏定位孔,孔口无流胶引起的凸起现象;
(11)凡因装模引起的位置颠倒、层间错位不重合,在后道工序(蚀刻
后)可观测到时,均属压制废品。
4、针对多层印制板翘曲的几项措施
由于
产生翘曲的因素很多且复杂,PCB
翘曲度大多是诸多因
素综合的结果。
以下仅从多层印制板制作的工艺角度进行简单介绍:
(1)在不影响板厚的前提下,尽量选用厚度大的环氧玻璃布基材以
及半固化片。
厚度大的玻璃布意指单股粗织成的玻璃布,在织布和浸
渍树脂的过程中抗张强度大,拉伸小,因而其热应力小,制成的
PCB
翘曲度小。
(2)在内层单片进行图形制作前,需进行应力释放之预烘处理。
一般
控制温度在
120℃左右,烘烤
小时,待其冷至室温后再出板。
(3)排板操作时,半固化片需对称铺设。
半固化片是由玻璃布涂覆环
氧树脂而成的,玻璃布的经向在织布、涂覆树脂、烘干等过程中,均处
于张力状态,因而经向的热膨胀系数大于纬向的热膨胀系数;
同时,
上、下两面之热膨胀系数也有差别。
因此,采用对称原理铺设半固化
片,由于镜面效应应使热应力互补或抵消。
可明显降低多层印制板的
翘曲度。
如一种四层板的排板方式:
H27—33(2/2)—72H。
其中:
“2”代表半
,,,
固化片
“7”代表半固化片
7628
“H”指铜箔厚度为
0.50Z
“33”为
,
内层单片的厚度(33mil)
“(2/2)”指内层单片表面铜箔厚度为
20Z。
(4)考虑到内层单片与半固化片之经纬向匹配问题对多层印制板翘
曲度的影响,对采用四槽销钉定位的
6
种规格尺寸的内层单片、半固
化片及铜箔的下料方式、尺寸等绘制了简单示意图(参见图二),便于
过程质量控制。
(5)层压过程中,施压方式和压力大小对层压板的翘曲度有较大影
响。
试验证明:
在采取两段加压方式(低压
8~10
分钟,高压
进行层压操作时,若将高压阶段之后
分钟进行适当降压处理(热压
压力下降约
20%),有利于消除高压产生的机械应力,均衡基板压合
时因压力损降不同而造成之不同区域残余应力间的差异,对改善基板
之尺寸稳定性及翘曲十分有利。
(6)导制层压板翘曲的应力主要由温度和压力的差异所引起。
影响
印制板上温度均匀分布的因素主要有:
温升速率、印制板层数和印制
板大小等。
升温速度快、生产印制板的层数多、印制板的面积大都容
易引起温度差异。
尽管采用缓冲纸或硅橡胶垫可以缓解此差异,但仍
不能消除。
温度高的地方先固化,而温度低的地方仍处于熔融状态,
这样就形成了一个“bottom
stress”,这就是形成翘曲的原因。
因此,热
压时需根据具体情况采取一定的温升速率(一般控制在
4~8℃/min),
这对基板的尺寸稳定性和避免翘曲的产生是有利的。
(7)热压操作后的冷压操作,对降低翘曲度有较大作用。
由于铜箔、
玻璃布及环氧树脂的热膨胀系数的差异,必须采用适当的降温速率,
使固化后的树脂有一定时间来松弛残余热应力,特别是固化树脂的玻
璃态转化温度附近,应尽可能使用较低的降温速率。
(8)印制板在其整个生产过程中,总会存在残余应力而导致
翘
曲。
采用热压释放残余应力、改善
翘曲度,是目前普遍应用的方
法。
在层压后或加工中的残余应力为束缚状而非松弛态,
即层压板的翘曲度还未充分表现出来。
如果在一定的加热条件下,适
当加上一定的压力来“诱导”残余应力,使其延着水平(x、Y)方向释放,
但抑制或阻止
Z
方向的释放。
这样做可明显改善
的翘曲度。
(采
用热压释放残余应力的压力,一般为层压压力的
1/4—1/5。
(9)层压时,各基板间所用之金属隔板的种类对层压板的翘曲度有
一定影响。
其主要有以下作用:
①均匀分布热量,解决由于各层铜量分布不均所造成的传热均勺
性问题。
因受热不均会造成树脂固化不均而引起之压合后基板翘曲;
②隔离每个
opening
间的多层板,以使压合后之板能容易分开。
鉴于上述作用,除要求其硬度高、平整性好外,更重要的是其传热
性要好,热膨胀系数比较接近环氧树脂以减小热作用界面间的热应力。
比较环氧树脂坡璃布极、铝板和钢饭之热膨胀系数值(环氧树脂玻璃
布板为
12.8×
10-6m/℃;
铝板为
22.4×
10-6m/℃;
314#钢板为
14.2×
10-6m/℃),试验表明还是选用钢板作为隔板,对基板翘曲程度
的影响较小。
5、层压参数的确定
不同板号的印制板,由于其各层图形、介质层厚度、板厚、大小、拼
板方式、每
压板数及所用压机等诸多因素的差异,在正式设定
程序前,需进行试压板操作,以确定其最佳层压参数。
具体操作步骤
如下:
(1)排板时用两根带有
K
插头的温度感应线,分别接至一载盘的最
上层和中间层之板边内,与半固化片相接触。
感应线之另一头,需引
出压机外,并与多功能温度测试仪相连,便于随时度量温度;
(2)根据每
压制层数、待压板之面积及厚度等要求,按规定
分别预设每段压盘温度、压力和时间;
(3)进行试压操作,按一定间隔时间记录温度。
以下几点必须注意:
①试压过程中,中间层温度在
80~130℃时,载盘最上层和中间层
的温差不能超过
25℃、温升速率不能超过
1.3~5℃/min(可通过调
整牛皮纸数量、压盘温度等);
②温度达
85±
5℃时,定低压转中压的时间、温度达
110±
5℃时,定
中压转高压的时间;
③在试板压制过程中,中间层的温度须于
170℃或以上更高温度保
持
分钟以上;
(4)将经以上参数压制的多层印制板,按质量要求进行检测,
5、
层压板之铜箔剥离强度测试
选取层压后之
层板和
层板分别进行表面铜箔与半固化片之结
合强度测试。
6、层压板玻璃化转变温度(Tg)测试
通过
DSC(扫描差热分析法)进行层压板玻璃化转变温度的测定,
参见图三。
测试结果记录格式见下表
17。
图
三
Tg
测试曲线示意
半固化片种
类
1080
2116
7628
贮存温度
4.5~21℃
贮存湿度
RH
30~50%
有效保质期
个月
备注:
若收货时距生产时间已超过
个月,


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 层压 工艺 培训资料
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 转基因粮食的危害资料摘编Word下载.docx
转基因粮食的危害资料摘编Word下载.docx
-
高中英语词组大全Word文档下载推荐.docx
-
卫计局年工作总结及新年工作计划Word格式.docx
-
贵州省煤矿安全管理人员安全资格证A考试概况Word格式.docx
-
系统集成项目招标文件Word文件下载.docx
-
电子商务考试题总汇打印版打印打印Word下载.docx
-
选调生考试备考言语理解与表达真题Word文档格式.docx
-
高考物理实验题专练 专练15Word文档格式.docx
-
加装奥迪A4L蓝牙电话功能Word文档下载推荐.docx
-
学年下学期好教育高三月考仿真卷A卷 语文 学生版后附详解Word文档下载推荐.docx
-
净化生产车间工程一般施工技术施工方案Word文档格式.docx
-
内蒙古呼和浩特市第六中学学年高一政治下学期期末考试试题Word下载.docx
-
证券行业客户经理电话营销技巧与实例Word文档下载推荐.docx
-
叶芝 苇间风文档格式.docx
-
最新中美贸易摩擦的原因及解决对策1论文Word文件下载.docx
-
意义的近义词Word格式文档下载.docx
-
上海市中考英语试题S.docx
-
专题12观点论证类设问.docx
-
附加安心重疾条款.docx
-
设计变更管理办法修改意见稿FINAL汇编.docx
-
毕业赠言毕业致词精选多篇.docx
-
银行新员工代表发言稿精选多篇.docx
-
北京市朝阳区届高三第一学期期末语文试题Word版含答案.docx
-
HL线切割使用说明书模板.docx
-
车工实训周记.docx
-
USBHID键盘扫描码.docx
-
Apmpoqu4调研报告.docx
-
最熟悉的陌生人作文八篇.docx
-
被动语态综合讲解.docx
-
部编版语文七上第五单元16猫同步练习试题.docx
-
软件体系结构作业2.docx
-
钢管管道安装焊接施工工艺.docx
-
店面管理技巧.docx
-
名侦探柯南.docx
-
小学生心理描写句子大全.docx
-
高二数学下学期期末考试试题文.docx
-
知识学习学习十一五规划心得体会.docx
-
语文讲义02.docx
-
幼儿园社会实践计划.docx
-
诗歌表现手法有哪些古代诗歌的表现手法.docx
-
姐妹离别时的赠言80句.docx
-
貌溪煤矿应急救援预案.docx
-
教师工作作风自我评价.docx
-
镇人民代表发言稿.docx
-
幼儿园大班教师个人工作总结3篇.docx
-
电脑硬件常见故障处理速查手册.docx
-
人教版小学英语单词表.docx
-
贪污罪挪用公款罪受贿罪主体认定问题.docx
-
冀教版二年级下册第四单元分栏教案.docx
-
云南省三年级下册美术.docx
-
培训课件ppt制作技巧.docx
