 注塑成型工艺卡Word格式.docx
注塑成型工艺卡Word格式.docx
- 文档编号:17742940
- 上传时间:2022-12-09
- 格式:DOCX
- 页数:210
- 大小:86.41KB
注塑成型工艺卡Word格式.docx
《注塑成型工艺卡Word格式.docx》由会员分享,可在线阅读,更多相关《注塑成型工艺卡Word格式.docx(210页珍藏版)》请在冰豆网上搜索。
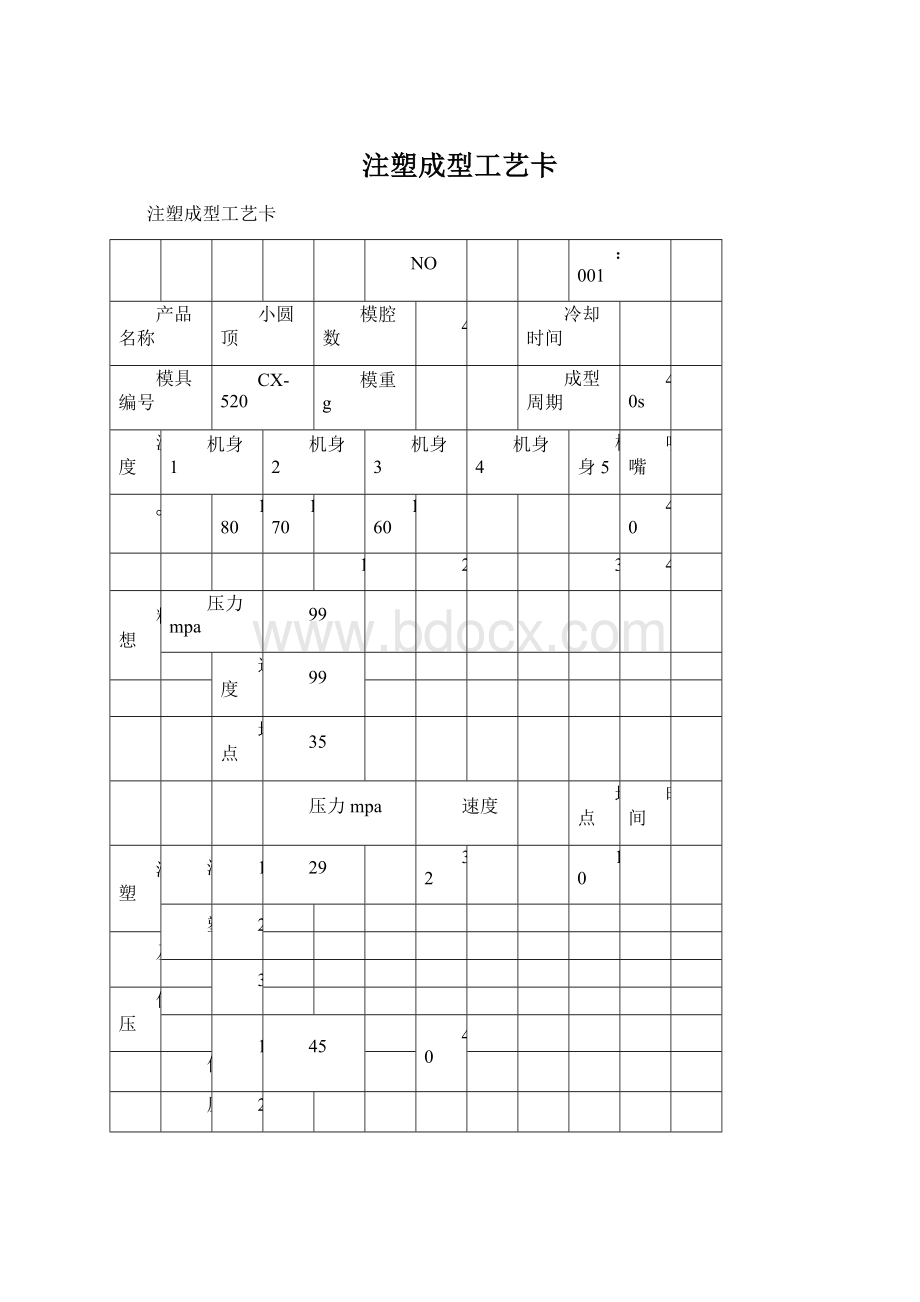
机身1
机身2
机身3
机身4
机身5
喷嘴
℃
180
170
160
40
1
2
3
料想
压力mpa
99
速度
地点
35
时间
注塑
注
29
32
10
塑
及
保压
45
保
压
资料
pp
检1、先检查产品能否缺料,产品边沿处飞边维修洁净,验中间孔不可以大多数堵死,最少要留6mm的距离,以便及于攻丝。
病2、要用好一点的料,以防止孔里面有气孔。
历
编制:
张仙福审批:
时间:
002
帽子
25s
165
60
70
检1、先检查产品能否缺料,再检查产品小孔处能否修圆,验边沿飞边能否修洁净。
病
003
透明罩
210
200
190
聚苯乙烯(透苯)
检1、先检查产品能否缺料,再检查产品透明度能否优秀,验有无银丝及大的划痕和破碎印迹,边沿毛边能否修干
及净,四个卡扣脚能否断裂。
病2、要用薄膜袋子一个个套起,防止互相挤压,造成划历痕
004
底座
CX-520模重g
检1、先检查产品能否缺料,再检查产品中间孔这里能否验起泡,防止铁螺竿装不到位,
及2、检查产品四个卡扣能否断裂,修产品的时候卡扣这病里要修到位
历3、要用好的料生产,是卡扣这里有韧性,不简单断裂。
005
太阳帽
子
CX-122
检1、先检查产品能否缺料,再检查产品中间孔修洁净,
验四个卡扣这里不可以起泡变形,影响装置。
及2、产品搁置的时候要叠起来,防备变形。
006
四角板
检1、先检查产品能否缺料,再检查产品中间孔边沿及外验边毛边能否修洁净。
及2、产品修睦放在桌子上冷却下来,在装袋子,防备产病品变形。
007
栏杆
CX-122模重g
检1、先检查产品能否缺料,再检查产品两头小孔能否起
验泡,产品顶针处能否有飞边。
及2、修睦的产品要用水冷却,再装袋子,防备变形。
病3、拌料的时候加点好的料,以增添韧性。
历病历:
因模具使用已久,不好维修,因此建议改换。
008
鸟笼盘
检1、先检查产品能否缺料,再检查产品边沿处飞边能否
验修洁净,中间孔这里飞边要修洁净,顶针这里不可以
及顶凸出来。
病2、产品表面不可以起泡,影响外观。
009
三叉
检1、先检查产品能否缺料,再检查产品边沿有无毛边,
验整个产品有无起泡变形,影响外观,及2、修睦的产品一定用冷水泡,再装袋子。
010
小柱子
检1、先检查产品能否缺料,再检查产品模缝处飞边有无
验修洁净。
及2、检查产品中间孔有无起泡,端面能否平坦,修睦的
病产品要泡水冷却。
历3、生产的时候加点好的料,以增添产品的结实度。
011
鸟盆
35s
CX-868模重g
55s
检1、先检查产品能否缺料,再检查产品边沿处飞边有无
及2、再检查产品螺纹处有无起泡变形,影响装置。
病3、鸟盆表面要平坦,加筋处不可以有显然突出,顶针这
历里不可以定白,影响外观。
012
鸟柱
70s
检1、先检查产品能否缺料,再检查产品两头飞边有无修
验平坦,柱子表面合模缝这里飞边有无修洁净,不可以
及起泡。
病2、产品修睦要泡水,还要检查产品的直度,不可以曲折
历变形,影响产品的一个整体外观。
013
小花盆
15s
23s
检1、先检查产品能否缺料,一般缺料的地方都在产品边
验沿处,内孔边沿要修光滑,内孔边沿要平坦。
及2、产品表面要平坦,不可以凹凸不平,影响外观。
014
鸟接头
30s
CX-868
45s
检1、先检查产品有无缺料,产品内部有无起泡变形,两
验端飞边要修平坦,产品表面要无毛边。
及2、产品修睦泡水冷却,再装袋子
病3、要检查鸟接头螺纹和鸟柱组装置合尺寸,要自然旋
历转进去,不滑丝。
4、要用大料和电瓶料10比1配合着生产。
015
鸟底


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 注塑 成型 工艺
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《雷雨》中的蘩漪人物形象分析 1.docx
《雷雨》中的蘩漪人物形象分析 1.docx
-
《经济法基础》第三章章节练习与答案解析.docx
-
安徽省合肥市包河区卫生健康系统招聘试题及答案解析.docx
-
《河中石兽》复习过程.docx
-
版二级建造师《公路工程管理与实务》考前检测 附答案.docx
-
保密安全制度监理组5篇修改版.docx
-
北师大版届九年级上学期期末考试英语试题I卷.docx
-
PACE产品及周期优化法系统结构复习课程.docx
-
常规变电站常规设计.docx
-
初三欧姆定律计算题题型整理.docx
-
《测绘管理与法律法规》模拟试题一附答案.docx
-
2测风工岗位练兵技术比武.docx
-
《小学语文不同课型的教学模式参考》1.docx
-
15高考宁夏英语及答案教学内容.docx
-
ABS圆形笔筒课程设计说明书.docx
-
c语言程序填空题.docx
-
茶艺师高级三级教学计划大纲.docx
-
场平土石方工程施工项目组织设计.docx
-
《人力资源管理》期末试题及答案教学内容.docx
-
《河南省高等学校教师实验人员中高级专业技术职务任职资格申报评审条件试行.docx
-
01钢结构制作施工工艺标准文档.docx
-
IIR数字滤波器的设计流程图.docx
-
005纺丝作业指导书.docx
-
1991高考化学试题.docx
-
GMP审核检查表与审核员指南.docx
-
成本会计试题二.docx
-
14001讲师心态调整培训讲座讲义体验版共14页文档.docx
-
cpld矩阵键盘.docx
-
《金融服务营销》.docx
-
NHR100过程校验仪140408.docx
-
Q+ Web 改版设计小结.docx
-
八年级上册古诗词鉴赏含参考答案.docx
-
战略管理传统与可转移阿尔法策略.docx
-
阅读理解.docx
-
浙江省杭州市富阳区届九年级英语下学期第一次模拟考试试题.docx
-
水利工程质量检测员量测类全部题库及答案课件.docx
-
四川省公务员行测真题及答案下半年.docx
-
徐州市黄墩湖滞洪区运用预案.docx
-
四年级下册品德与社会第一单元《一方水土养一方人》教案.docx
-
学年高二物理上学期期末考试试题42doc.docx
-
四年级语文上册复习资料.docx
-
学年高中北师大版英语必修三同步检测Unit 9 Wheels水平测试9含答案.docx
-
苏少版美术一年级完整教案含教学计划与进度.docx
-
学年重庆市江津区七年级语文上学期期中考试试题.docx
-
泰山版六年级上册品德与社会教案.docx
-
学校图书馆管理系统分析与设计学士论文.docx
-
投资策划书格式.docx
-
血液透析科医师岗位竞聘演讲汇报报告范文模板.docx
-
违法用地整治情况汇报.docx
-
演讲稿静心.docx
-
药理学实验指导.docx
