 射线检测常见缺陷图Word文档下载推荐.docx
射线检测常见缺陷图Word文档下载推荐.docx
- 文档编号:17737275
- 上传时间:2022-12-09
- 格式:DOCX
- 页数:16
- 大小:590.69KB
射线检测常见缺陷图Word文档下载推荐.docx
《射线检测常见缺陷图Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《射线检测常见缺陷图Word文档下载推荐.docx(16页珍藏版)》请在冰豆网上搜索。
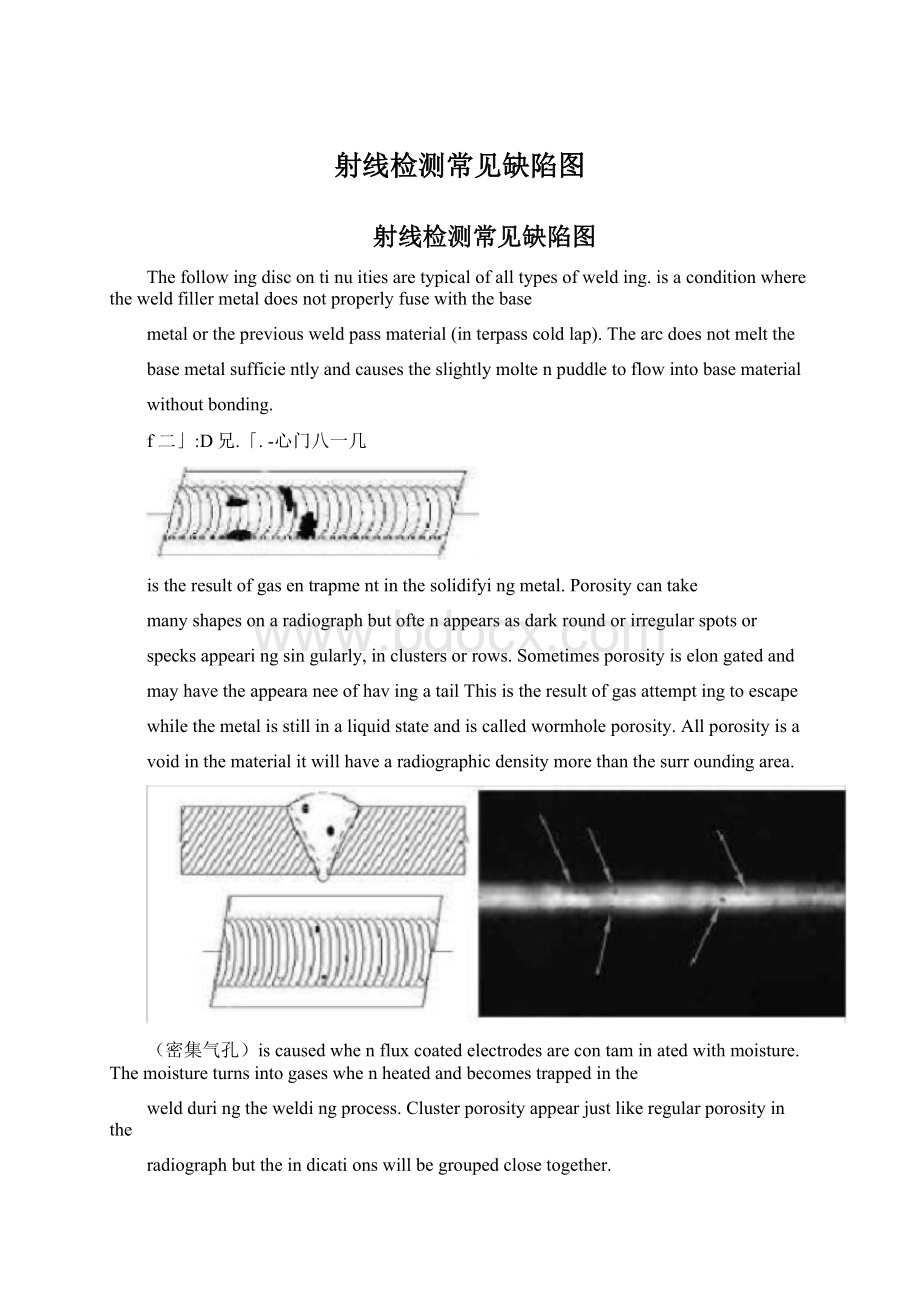
voidinthematerialitwillhavearadiographicdensitymorethanthesurroundingarea.
(密集气孔)iscausedwhenfluxcoatedelectrodesarecontaminatedwithmoisture.Themoistureturnsintogaseswhenheatedandbecomestrappedinthe
weldduringtheweldingprocess.Clusterporosityappearjustlikeregularporosityinthe
radiographbuttheindicationswillbegroupedclosetogether.
arenonmetallicsolidmaterialentrappedinweldmetalorbetweenweldandbasemetal.Inaradiograph,dark,jaggedasymmetricalshapeswithintheweld
oralongtheweldjointareasareindicativeofslaginclusions.
occurswhentheweld
metalfailstopenetratethejoint.Itisoneofthemost
objectionablewelddiscontinuities.
Lackofpenetrationallowsanaturalstressriserfromwhichacrack
maypropagate.The
appearanceonaradiographisadarkareawithwell-defined,straightedgesthatfollows
thelandorrootfacedownthecenteroftheweldment.
(未融合)isaconditionwheretheweldfillermetaldoesnot
properlyfusewiththebasemetal.Appearanceonradiograph:
usuallyappearsasadarklineor
linesorientedinthedirectionoftheweldseamalongtheweldpreparationorjoining
area.
isconditionwheretheweldmetalhascontractedasitcoolsandhasbeendrawnupintotherootoftheweld.Onaradiographitlooks
similartolackofpenetrationbutthelinehasirregularedgesand
itisoftenquitewidein
isanerosionofthebasemetalnexttotherootoftheweld.Inthe
radiographicimageitappearsasadarkirregularlineoffsetfromthecenterlineoftheweldment.UndercuttingisnotasstraightedgedasLOPbecauseit
isanerosionofthebasemetalnexttothecrown
oftheweld.Intheradiograph,itappearsasadarkirregularline
alongtheoutsideedge
aretermsassociatedwithaconditionwheretwopiecesbeingweldedtogetherarenotproperlyaligned.Theradiographicimageisanoticeable
differeneeindensitybetweenthetwopieces.Thediffereneeindensityiscausedbythe
differenceinmaterialthickness.Thedark,straightlineiscaused
byfailureoftheweld
metaltofusewiththelandarea.
isanareaofaweldwherethethicknessofweldmetaldepositedislessthanthethicknessofthebasematerial.Itisveryeasyto
determinebyradiographiftheweldhasinadequatereinforcement,becausetheimage
densityintheareaofsuspectedinadequacywillbemore(darker)thantheimagedensity
ofthesurroundingbasematerial.
isanareaofaweldthathasweldmetaladdedinexcessofthatspecifiedbyengineeringdrawingsandcodes.Theappearaneeonaradiographisalocalized,lighterareaintheweld.Avisualinspectionwilleasily
determineiftheweldreinforcementisinexcessofthatspecifiedbytheengineering
requirements.
canbedetectedinaradiographonlywhentheyarepropagatinginadirectionthatproducesachangeinthicknessthatisparalleltothex-raybeam.Cracks
willappearasjaggedandoftenveryfaintirregularlines.Crackscansometimesappear
as"
tails"
oninclusionsorporosity.
ThefollowingdiscontinuitiesarepeculiartotheTIGweldingprocess.These
discontinuitiesoccurinmostmetalsweldedbytheprocessincludingaluminumand
stainlesssteels.TheTIGmethodofweldingproducesacleanhomogeneousweldwhich
whenradiographediseasilyinterpreted.
Tungstenisabrittleandinherentlydensematerialusedin
theelectrodeintungsteninertgaswelding.Ifimproperweldingproceduresareused,
tungstenmaybeentrappedintheweld.Radiographically,tungstenismoredensethan
aluminumorsteel;
therefore,itshowsasalighterareawithadistinetoutlineonthe
radiograph.
areusuallyvisibleonthesurfaceofmaterialbeingwelded
(especiallyaluminum).Oxideinclusionsarelessdensethanthesurroundingmaterialsand,
therefore,appearasdarkirregularlyshapeddiscontinuitiesinthe
ThefollowingdiscontinuitiesaremostcommonlyfoundinGMAWwelds.
areshortlengthsofweldelectrodewire,visibleonthetoporbottomsurfaceoftheweldorcontainedwithintheweld.Onaradiographtheyappearaslight,"
wirelike"
indications.
resultswhentoomuchheatcausesexcessiveweldmetalto
penetratetheweldzone.Oftenlumpsofmetalsagthroughtheweldcreatingathick
globularconditiononthebackoftheweld.Theseglobsofmetalarereferredtoasicicles.
Onaradiograph,burnthroughappearsasdarkspots,whichareoftensurroundedby
lightglobularareas(icicles).
RadiographInterpretation—Castings
Themajorobjectiveofradiographictestingofcastingsisthedisclosureofdefectsthatadverselyaffectthestrengthoftheproduct.
Castingareaproductformthatoftenreceiveradiographicinspectionsincemanyofthedefectsproducedbythecastingprocessarevolumetricinnatureand,thus,relativelyeasytodetectwiththismethod.Thesediscontinuitiesofcourse,arerelatedtocastingprocessdeficiencies,which,ifproperlyunderstood,canleadtoaccurateaccept-rejectdecisionsaswellastosuitablecorrectivemeasures.Sincedifferenttypesandsizesofdefectshavedifferenteffectsoftheperformanceofthecasting,itisimportantthattheradiographerisabletoidentifythetypeandsizeofthedefects.ASTME155,StandardforRadiographsofcastingshasbeenproducedtohelptheradiographermakeabetterassessmentofthedefectsfoundcomponents.Thecastingsusedtoproducethestandardradiographshavebeendestructivelyanalyzedtoconfirmthesizeandtypeofdiscontinuitiespresent.Thefollowingisabriefdescriptionofthemostcommondiscontinuitytypesincludedinexistingreferenceradiographdocuments(ingradedtypesorassingleillustrations).
Gasporosityorblowholesarecausedbyaccumulatedgasorairwhichistrappedbythemetal.Thesediscontinuitiesareusuallysmoothwalledroundedcavitiesofaspherical,elongatedorflattenedshape.Ifthe
sprueisnothighenoughtoprovidethenecessaryheattransferneededtoforcethegasorairoutofthemold,
thegasorairwillbetrappedasthemoltenmetalbeginstosolidify.Blowscanalsobecausedbysandthatis
toofine,toowet,orbysandthathasalowpermeabilitysothatgascan'
tescape.Toohighamoisturecontentin
thesandmakesitdifficulttocarrytheexcessivevolumesofwatervaporawayfromthecasting.Anothercause
ofblowscanbeattributedtousinggreenladles,rustyordampchillsand
chaplets.
Sandinclusionsanddrossarenonmetallicoxides,appearingontheradiographasirregular,darkblotches.Thesecomefromdisintegratedportionsofmoldorcorewallsand/orfromoxides(formedinthemelt)which
havenotbeenskimmedoffpriortointroductionofthemetalintothemoldgates.Carefulcontrolofthemelt,
properholdingtimeintheladleandskimmingofthemeltduringpouringwillminimizeorobviatethissource
oftrouble.
Shrinkageisaformofdiscontinuitythatappearsasdarkspotsontheradiograph.Shrinkageassumesvarious
formsbutinallcasesitoccursbecausemoltenmetalshrinksasitsolidifies,inallportionsofthefinalcasting.
Shrinkageisavoidedbymakingsurethatthevolumeofthecastingisadequatelyfedbyriserswhich
sacrificiallyretaintheshrinkage.Shrinkagecanberecognizedinanumberofcharacteristicbyvarying
appearancesonradiographs.Thereareatleastfourtypes:
(1)cavity;
(2)dendritic;
(3)filamentary;
and(4)
spongetypes.Somedocumentsdesignatethesetypesbynumbers,withoutactualnames,toavoidpossible
misunderstanding.
Cavityshrinkageappearsasareaswithdistinctjaggedboundaries.
Itmaybeproducedwhenmetalsolidifies
betweentwooriginalstreamsofmelt,comingfromopposite
directionstojoinacommonfront;
cavity
shrinkageusuallyoccursatatimewhenthemelthasalmostreached
solidificationtemperatureandthereisno
sourceofsupplementaryliquidtofeedpossiblecavities.
isadistributenofveryfinelinesorsmallelongatedcavitiesthatmayvaryindensityandareusuallyunconnected.
usuallyoccursasacontinuousstructureofconnectedlinesorbranchesofvariablelength,widthanddensity,oroccasionallyasa
network.
showsitselfasareasoflacytexturewithdiffuseoutlines,
generallytowardthemid-thicknessofheaviercastingsections.Spongeshrinkagemaybe
dendriticorfilamentaryshrinkage;
filamentaryspongeshrinkageappearsmoreblurred
becauseitisprojectedthroughtherelativelythickcoatingbetweenthediscontinuities
andthefilmsurface.
arethin(straightorjagged)linearlydisposeddiscontinuitiesthatoccurafterthemelthassolidified.Theygenerallyappearsinglyandoriginateatcastingsurfa


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 射线 检测 常见 缺陷
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《雷雨》中的蘩漪人物形象分析 1.docx
《雷雨》中的蘩漪人物形象分析 1.docx
-
《经济法基础》第三章章节练习与答案解析.docx
-
安徽省合肥市包河区卫生健康系统招聘试题及答案解析.docx
-
《河中石兽》复习过程.docx
-
版二级建造师《公路工程管理与实务》考前检测 附答案.docx
-
保密安全制度监理组5篇修改版.docx
-
北师大版届九年级上学期期末考试英语试题I卷.docx
-
PACE产品及周期优化法系统结构复习课程.docx
-
常规变电站常规设计.docx
-
初三欧姆定律计算题题型整理.docx
-
《测绘管理与法律法规》模拟试题一附答案.docx
-
2测风工岗位练兵技术比武.docx
-
《小学语文不同课型的教学模式参考》1.docx
-
15高考宁夏英语及答案教学内容.docx
-
ABS圆形笔筒课程设计说明书.docx
-
c语言程序填空题.docx
-
茶艺师高级三级教学计划大纲.docx
-
场平土石方工程施工项目组织设计.docx
-
《人力资源管理》期末试题及答案教学内容.docx
-
《河南省高等学校教师实验人员中高级专业技术职务任职资格申报评审条件试行.docx
-
01钢结构制作施工工艺标准文档.docx
-
IIR数字滤波器的设计流程图.docx
-
005纺丝作业指导书.docx
-
1991高考化学试题.docx
-
GMP审核检查表与审核员指南.docx
-
成本会计试题二.docx
-
14001讲师心态调整培训讲座讲义体验版共14页文档.docx
-
cpld矩阵键盘.docx
-
《金融服务营销》.docx
-
NHR100过程校验仪140408.docx
-
Q+ Web 改版设计小结.docx
-
八年级上册古诗词鉴赏含参考答案.docx
-
最新版绩效管理复习资料剖析Word格式.docx
-
半月谈内部版7期Word格式.docx
-
黑龙江省哈尔滨市第六中学届高三月考英语试题 Word版含答案文档格式.docx
-
scm供应链管理供应链实训Word文档下载推荐.docx
-
山东省济南市历城区学年八年级下学期期中考试语文试题Word文档下载推荐.docx
-
第五部分 营造良好文明氛围Word文档格式.docx
-
大学安全工作计划Word文件下载.docx
-
苏教版学年小学一年级数学第一学期全册教学设计Word格式文档下载.docx
-
edius标准教程第三章EDIUS编辑基础分解Word格式.docx
-
衡重式挡土墙例子参考模板Word文档下载推荐.docx
-
三国演义重要情节概括15页word资料Word格式文档下载.docx
-
tcpip协议详解卷一下载Word文档格式.docx
-
家庭财务规划Word格式文档下载.docx
-
决赛试题及答案Word格式.docx
-
第一学期口算乘除加减两步综合Word格式.docx
-
露天爆破安全管理制度通用版Word文档格式.docx
-
建筑工程一切险财产一切险公众责任险责任范围Word下载.docx
-
区域经理新官上任如何开局Word下载.docx
-
中小学资料三年级语文上册 课外阅读专项 新人教版Word文档格式.docx
