 FMEA标准表Word文档下载推荐.docx
FMEA标准表Word文档下载推荐.docx
- 文档编号:17707676
- 上传时间:2022-12-08
- 格式:DOCX
- 页数:14
- 大小:427.40KB
FMEA标准表Word文档下载推荐.docx
《FMEA标准表Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《FMEA标准表Word文档下载推荐.docx(14页珍藏版)》请在冰豆网上搜索。
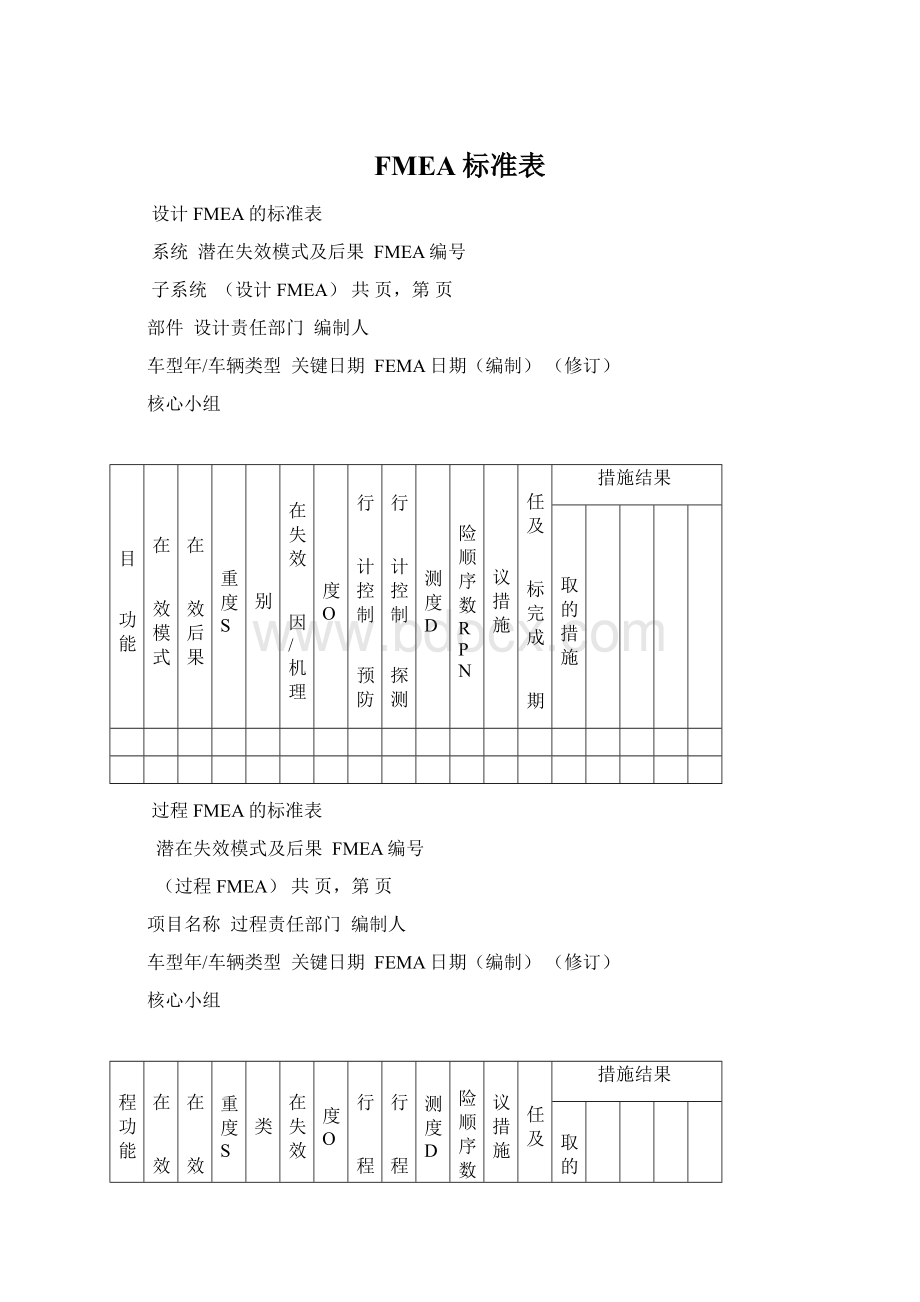
风险顺序数RPN
建议措施
责任及
目标完成
日期
措施结果
采取的措施
S
O
D
R
P
N
过程FMEA的标准表
潜在失效模式及后果FMEA编号
(过程FMEA)共页,第页
项目名称过程责任部门编制人
过程功能
要求
分类
过程控制
潜在失效模式及后果分析
(设计FMEA)
系统FMEA编号1234
X子系统共1页,第1页
部件01.03/车密封
设计责任部门车身工程部
编制人泰特-X6412-车身工程师
车型年/车辆类型199X/狮牌4门/旅行车
关键日期9X0301
FMEA日期(编制)8X0322修订8X0714
核心小组T.芬德轿车产品开发部、切利得斯制造部、J.福特总装厂(Dalton,Fraser,Henley总装厂矿
⑨
功能
⑩
⑿►
⑾
◄⒀
潜在失效起因/机理
⒁
◄⒂
现行设计控制预防
⒃
⒄►
现行设计控制探测
◄⒅
⒆
责任及目标完成日期
⒇
措施结果(22)
(21)
左前车门
H8HX-000
0-A
·
上、下车
保护乘员免受天气、噪声侧碰撞的影响
.车门附件视镜、门锁、门铰链及门窗升降器等的固定支撑
为外观项目提供适当的表面
喷漆和软内饰
车门内板下部腐蚀
车门寿命降低,导致:
因漆面长期生锈,使顾客对外观不满
使车门内附件功能降低
7
车门内板保护蜡上边缘规定得太低
6
整车耐久性试验
T-188
T-109
T-301
294
增加实验室强化腐蚀试验
泰特-车身工程师
8X0930
根据试验结果(1481号试验),上边缘规范增加125cm
2
28
蜡层厚度规定不足
4
同上
196
增加实验室强化腐蚀试验对蜡层厚度进行实验设计(DOE)
结合观察和试验验证蜡的上边缘
9x0115
试验结果(1481号试验)表明要求的厚度是充分的。
实验设计表明规定的厚度变差在25%范围内可以接受
蜡的配方规定不当
理化实验室实验-报告No。
1265
无
混入的空气静止蜡进入边角、边缘部分
5
用非功能喷头进行设计辅助调查
8
280
利用正式生产喷蜡设备和规定的蜡,增加小组评价
车身工程部和总装厂
8X1115
根据试验,在有关区域增设3个通气孔
1
3
21
车门板之间空间不够,容不下喷头作业
喷头可进入情况的图纸评价
112
利用辅助设计模型和喷头,增加小组评价
评价表明入口是充分的
(过程FMEA)
FMEA编号1450
共1页,第1页
项目名称:
左前门/H8HX-A
过程责任部门车身工程部/装配部
编制人J.Ford-------X6512-----装配部门
关键日期9X03019X0826工序#1
FMEA日期(编制)9X0517修订9X1106
核心小组A.Tade----车身工程师J.Smith----作业控制R.James-----生产部J.Jones----维修部
要求
现行过程控制预防
现行过程控制探测
车门内部人工凃蜡
为覆盖车门内侧面,车门下层表面凃以最小厚度的蜡,以延缓腐蚀。
在指定的表面凃蜡不足
使用一段时间后生锈,使顾客对外观不满意
使车门内附件功能损害
人工插入喷头不够深入
每小时进行目测检查,每班检查一次喷膜厚度(深度计)和范围
给喷蜡枪加装深度限位器
制造工程9X.10.15
增加限位器,在线上检查喷蜡枪
70
使喷蜡作业自动化
制造工程
9X.12.15
由于同一条线上不同的门其复杂程度不同,因此拒绝该项
喷头堵塞---精度太高
--温度太低
--压力太低
在开始和停机后试验喷雾形状,按照预防维护程序清洗喷头
175
使用设计试验确定粘度,温度和压力
制造工程9X.10.1
确定温度和压力限值,并安装限值控制器。
控制图显示过程已受控制
Cpk=1.85
35
因撞击使喷头变形
依预防维护程序维护喷头
喷蜡时间不足
按作业说明书进行抽样(每班10个门)检查重要部分喷蜡范围
392
安装喷蜡定时器
维修部门9X.09.15
安装了自动喷蜡定时器,控制打开喷头,定时器控制关闭。
Cpk=2.05
49
(过程FMEA)
共
页
第
曲轴
部件/工艺
过程责任
编制人
关键日期
FMEA日期(编制)
修订
核心小组
过程/功能要求
潜在失效模式
潜在失效后果
现行过程控制(预防)
现行过程控制(探测)
RPN
热处理(焠火)
硬度过高、硬度过低
曲轴脆断导致发动机损坏,车辆不能行驶。
受力变形不能完成传递力的功能,产生异响。
顾客不满意。
CC
温度过高
DOE试验设计
自动记录(连续)/数字显示温度表(1H1次)
120
增加自动报警装置
张先生:
060503完成
增加了自动报警装置
48
温度过低
DOE
200
42
时间设定不合适
每炉设定
64
设备故障
预防性维护
圆弧A精加工
尺寸②超上公差
影响力的传递效率
操作工责任心不强
产品检验:
1小时3件
36
产生异响
18
返工
刀具磨损
500件强制换刀
操作者目测
108


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- FMEA 标准
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
-
计算题测试文档格式.docx
-
会计年终总结范文精选10篇Word文件下载.docx
-
基坑支护及降排水方案Word格式文档下载.docx
-
古代诗歌鉴赏一剪梅学案Word文档格式.docx
-
国标舞考级Word文件下载.docx
-
机电工程质量验收规范是什么Word文档下载推荐.docx
-
技术员工作自我评价文档格式.docx
-
交警支队车棚改造工程施工合同文档格式.docx
-
护士变更注册申请审核表与示范文本Word文档下载推荐.docx
-
最新学校新冠肺炎疫情防控应急预案Word文件下载.docx
-
GB50204钢筋规范之欧阳总创编Word格式文档下载.docx
-
《半期整改措施》Word格式.docx
-
诊断 症状学腰背痛关节痛汇总.docx
-
英美文学欣赏The Analysis of Shelleys Ode to the West Wind.docx
-
增值税营改增所得税消费税车购税测试题.docx
-
整理二级建造师管理真题.docx
-
英语三级重点高频词汇导入背单词APP使用.docx
-
浙教版学年九年级数学上册第2章测试题及答案.docx
-
证件照教学设计方案.docx
-
优品课件之《从锁国走向开国的日本》教案.docx
-
整理北京交通大学万用表组装实验报告.docx
-
质量管理计划.docx
-
有机化学鉴别.docx
-
整理照明灯饰灯具行业分类英语词汇.docx
-
濉溪县城市总体规划公示.docx
-
智能化工程质量验收记录表.docx
-
学生会纪检部工作总结.docx
-
幼儿园保教主任发言稿.docx
-
跆拳道协会工作总结.docx
-
中国茶叶店连锁市场竞争分析与竞争战略研究报告.docx
-
学宪法讲宪法主题演讲稿800字精选5篇弘扬宪法精神演讲稿5篇.docx
-
吉林省东北师范大学附中中学净月校区2015-2016学年高二上学期期末考试语文试题Word文件下载.doc
-
教师现状及需求预测分析报告Word文档格式.doc
-
喜宴中英台词Word文件下载.doc
-
哈尔滨市第九中学2010届高三第三次高考模拟考试语文试卷Word格式文档下载.doc
-
小学法制教育记录Word文档格式.doc
-
小学古诗词填空(带答案)Word格式.doc
-
《蜀道难》导学案文档格式.doc
-
《蒹葭》教案文档格式.doc
-
如何开展幼儿早期阅读教学活动Word文档格式.doc
-
天津幼儿教师资格证《综合素质》考点:教育观知识架构考试试题Word文件下载.docx
-
散文知识树Word格式文档下载.doc
-
教育部3-6岁孩子发展水平大纲Word格式.doc
-
围棋启蒙班教案之二--免费下载Word文档下载推荐.doc
-
小学生日常行为规范文档格式.docx
-
《赤壁赋》水月Word格式文档下载.doc
-
小学语文总复习练习题Word文档格式.doc
-
培训机构招生简易流程表Word文档下载推荐.docx
-
数学提高教学质量的措施和方法Word格式文档下载.doc
-
《逍遥游》理解性默写Word文档下载推荐.docx
