 武藏点胶机编程MPP操作Word下载.docx
武藏点胶机编程MPP操作Word下载.docx
- 文档编号:17704779
- 上传时间:2022-12-08
- 格式:DOCX
- 页数:25
- 大小:162.61KB
武藏点胶机编程MPP操作Word下载.docx
《武藏点胶机编程MPP操作Word下载.docx》由会员分享,可在线阅读,更多相关《武藏点胶机编程MPP操作Word下载.docx(25页珍藏版)》请在冰豆网上搜索。
手持式控制器必须在机器电源关闭情况安装与拆卸
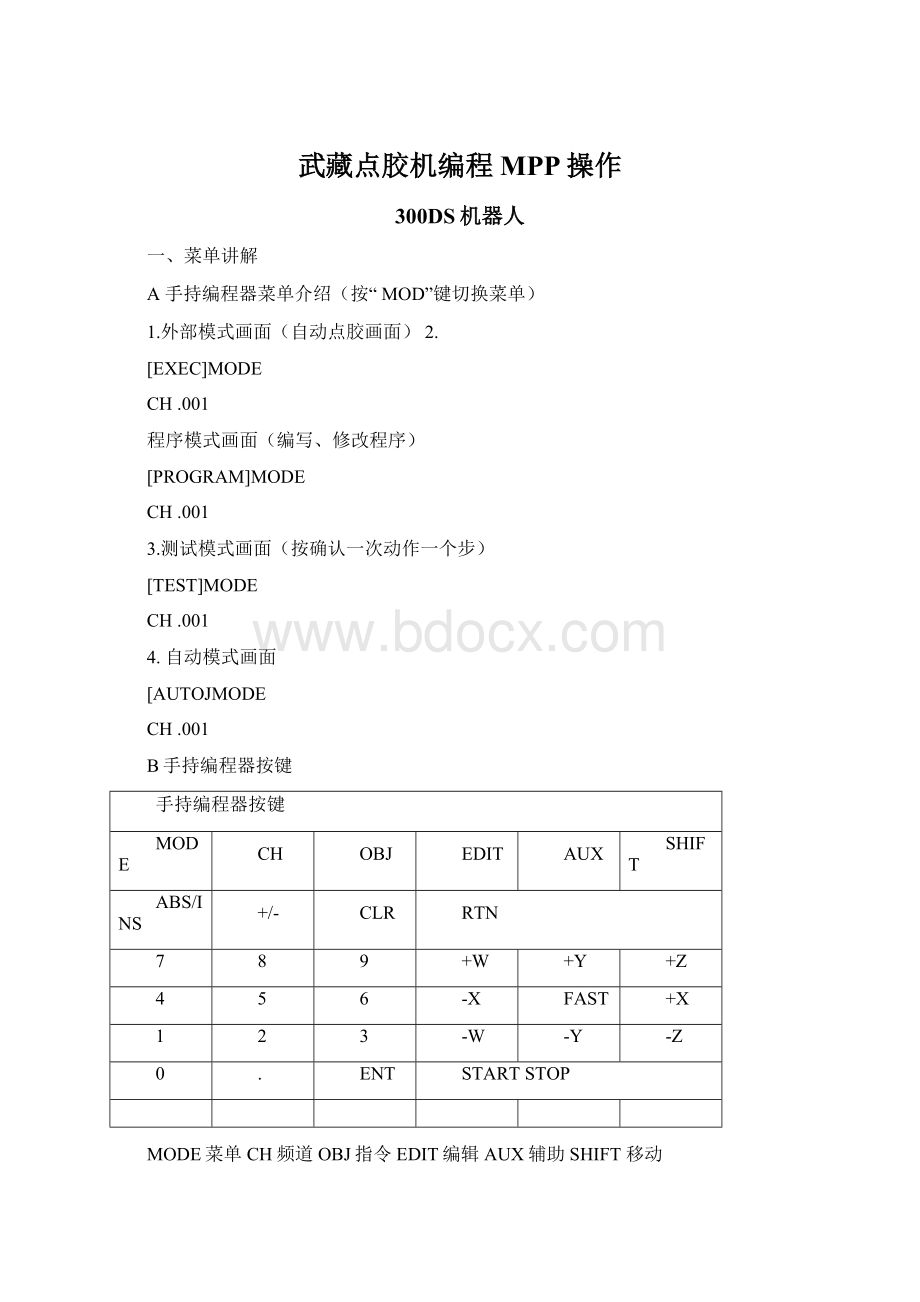
C300DS机器按键
PROGRAM道显示SHOT吐胶RESET复位STOP停止START开始切换频道时RESETS位指示灯需要是亮的不然无法切换。
二、程序编写
A.程序编写介绍
a)程序模式功能介绍
程序模式画面下按“CH键,进入“频道选择”窗口,如下:
PROGRAM
STEP0001
在“频道选择”画面内输入所需的频道,如“001”(代表01频道,本设备支持99个频道),然后按“ENT键确认,进入“CH.001”的“步骤设置”画面。
其画面显示如下:
(编辑主程序时机器频道与主程序设置频道需相同)
—[END]CH.001(001频道,按[END]到下一个步骤)
STEPSTEP(步
骤)
0001(第几步,0001表示第1步)
在“步骤设置”窗口按下“OBJ键,进入“指令”窗口,可以在该窗口内选择本步骤所需要设置的指令进行设置。
完成程序编辑后按“MOD'
E保存程序。
探程序有两种坐标系:
绝对坐标(ABS相对坐标(INC)。
探在下面程序编写介绍中:
?
必须有参数输入,----必须删除,+可选择性输入参数。
b)现有程序点胶位置与高度修改
按机械臂控制器上的“MODE将画面切换到“TEST按下机械臂控制器上的“START机器会移动一步,按“START直到针头下降到点胶位置。
观察针头在点胶材料的位置与高度,完成后按“RTN复位。
按“MOD'
E切换回“PROGRAMS面,按“CH输入需修改频道,按“ENT进行频道“SETP001”画面。
按上步观察结果增加或减少“X、Y的绝对坐标,完成后按“ENT进入“SETP002”
ODE切换回“EXEC画面。
(调整坐标方法:
画面。
按上步观察结果增加或减少“Z”的绝对坐标。
完成后按“ENT进入“SETP003时按“MODE保存修改结果。
在回到b)步观察点胶位置,如果点胶位置不正或高度不良需重新调整。
如果点胶位置在材料中心高度良好,按“在原坐标基础上加或减后将新坐标输入到对应的坐标上坐标微调加减图
C)程序编写时EDIT键应用
。
在程序编写画面时可用EDIT键对程序进行操作。
窗口,如下:
STEP0:
SEARCHISTORTSTEP0001i:
insertsd|pEtESTEp
2:
DELETESTEP
3:
COPYCH.
4:
DELETECH.
B.OBJ程序编写指令
NO.
指令
内容
解说
0:
PTPMOTION
PTP移动
设定各轴移动距离的指令
0:
移动命令
移动X、Y、Z轴
1:
PTPSPEED
移动速度
变更X、Y、Z轴移动速度
RETURN
原点回归命令
各轴原点回归动作命令
原点回归顺序指定命令
指定各轴原点回归的顺序
RETURNW
W轴原点回归命令
5:
MATRIX
设置阵列
指定矩阵或网格中轴移动顺序和次数
CPMOTION
画线指令
画线选择以下指令(线涂部)
STRAIGHT1
基本画直线
画直线命令(指定终点坐标)4条线一个方形
STRAIGHT2
ELBOW
L字形画线
画直线(直角、夹角线)命令
倒圆角线命令
直线倒圆角(方、矩形或直角、夹角倒圆角)命令
SQUARE
6:
ARC1
圆弧1
圆、圆弧命令(两点坐标指定、经过点和结束点坐标)
7:
ARC2
圆弧2
圆、圆弧命令(中心点和中心角指定方式)
8:
ARC3
圆弧3
圆、圆弧命令(半径与中心角指定方式)
9:
10:
SPLINE
画曲线
自由曲线
11:
3DARC
3维圆弧
三维圆弧、圆
STEPTOOLS
步骤工具
TIMER
时间
执行设定时间的命令
REPEAT
重复命令
JUMP
跳跃
CALLCH.
调用(子)程序
CALLSTEP
调用程序中某步
STOP
暂停
自动运行停止命令
BLANK
I/OIN
端口输入
输入
WAITIN
WIT.INIAP
2・INJUMP
条件跳跃
3FMINJMP
4・BININJUP
5・BCDINJMP
I/OOUT
OUTNO.:
27=1/0
输出开/关胶命令
C.PS83528、5050产品程序编辑。
编辑时几个参数需用修改
各规格产品参数:
PS8:
P1:
22、P2:
、N1:
2、N2:
10、第一片到第二片距离:
3528:
、P2:
14、N2:
20、第一片到第二片距离:
5050:
9、N1:
8、N2:
16、第一片到第二片距离:
a)主程序编辑
1/3画面:
2/3
LINEARCYC表示矩阵是按直列连续运行方式的
P1:
画面:
表示X轴间距
:
CW:
是按顺时针转动
N1:
表示丫轴间距
表示X行的次数(有多少排)
步骤
命令
X
Y
Z
数据
注释
OBJ-0-0
?
—
ABS
/
移动针头到点胶起点位置上方
针头下降到点胶高度(减去5毫米)
OBJ-0-5
+:
设定阵列
程序名称
主程序(机械臂步进)
程序频道
001CH
设定阵列OBJ-0-5操作如下:
(完成设置后按“END到下一页)
3/3画面:
INC
从第一片移动第二条距离
0BJ-2-1
从第3步开始复制,复制2次
P2:
N2:
OBJ-0-2
点胶结束后回归原点
END
b)子程序编辑
程序名称点胶程序(点胶)程序频道100CH
步进
OBJ-3-2INJUMP
冲胶信号
05
条件跳跃:
当IN时跳到第3步
OBJ-2-2
跳跃:
跳到第4步
跳到第1步
Z轴下降相对坐标5毫米到点胶高度
OBJ-4-0
OUT
27
开胶命令:
给点胶机出胶信号
OUTNo:
27=1
OBJ-2-0
出胶时间:
秒
大功率:
;
关胶命令:
给点胶机关胶信号
27=0
OBJ-0-1
500
5/
各轴上运动速度
1OO
5;
3528:
1OO
OBJ-O-O
-2
Z轴上升高度
10
OBJ-O-1
5OO
3OO/
2OO
300;
3528:
200
11
-3
12
点胶如果有拉丝现象可在7步、9步、11步后面加上一个等待时间。
D.单条直线编辑
程序名称主程序
程序频道001CH
针头下降到点胶高度
OBJ-4-O
OBJ-1-O
+
V=00
画线指令(XY只能用一个)
画线OBJ-1-O操作如下:
CH.频道
STEP0003步骤
INC相对坐标
V=00速度编号
[STRAIGHT1]
STEPX=?
0003Y=?
X=
INCZ=?
sec速度显示
一方向移动
Y=
J方向移动
E.多条直线并联编辑
a)主程序
-:
主程序
(0:
LINEARCYC)
REV.:
表示设定夹具倾斜角度
CALLCH.:
表示调用子程序
b)子程序
程序名称画线程序
OBJ-1-0
F.画L形线
OBJ-1-2
L形画线指令
画L形线0BJ-1-2操作如下:
[ELBOW]
STEPS1=?
STEPPATH:
-
0001
S2=?
0001(-:
CW+:
CCW)
A=?
REV.=+
S1=起点到折点距离
S2=ff点到结束点距离
CW是按顺时针转动
A=L形角度
CCW是按逆时针转动一—
R=L角角度
REV.
平面与L形角度
\
G.画倒圆角线
OBJ-1-3
画倒圆角线指令
S1=S点到折点距离
S2=U形距离+
CCWI按逆时针转动
H.画圆程序
a)ARC1圆弧(两点一个圆)
OBJ-1-6
画圆指令
画圆OBJ-1-3操作如下:
[SQ]
[ARC1]
STEPX仁?
STEPPATTERN:
0001丫仁?
00010:
ARC
INCXe=?
UCIRCIE
ARC起点到第二点位置
X1
、Y1第一点位置
CIRCLE通过两点成一个圆
Xe
、Ye第二点位置
b)ARC20弧
丫
移动针头到圆点中心上方
针头移动距离
OBJ-1-7
A=?
CH频道
[ARC2]
STEP
Xc=?
0003
Yc=?
A=+
X"
方向移动(此项为圆的半径,
与第三步成反比)
Y=J方向移动
A=+画多少角度(360.OOOdeg
为
个完整的圆)
1、在编写DE、F、GH程序时MPP-1点胶机的“TIME/MANU开关灯必须为熄灭的
2、DE、F、G、H程序的胶量只能通过移动速度控制。
I.机械臂移动速度设定
A.程序模式画面下按“AUX键,进入“移动速度”设定窗口,如下
a)PTP动作速度设定
[SPEEDDATA]
SPEEDX:
0500mm/s
Y:
0500mm/s
b)PTP动作速度加速/减速时间设定
SLOPEX:
0100mm
—TIMEY:
0100mm
c)线、倒角、圆胶量设定
SPEEDV:
00
SPEED=s
MPP-1点胶机
一、MPP-1菜单讲解
A.MPP-1面板介绍
AIRON/OFF气压开关RESET复位
FILLUP手动冲胶RETURN排胶
SP不适用本机
CH频道SET确认
IN/EXT内外部控制DIS吐胶TIME/MANU同步/手动切换LCD翻页CHANGE指令
B.MPP-1菜单介绍
a)主画面
在主画面按“LCD翻页,按“SET换行。
MainMODE0CH1/2
MainMODE0CH2/2
DISVOL:
REM:
DISTIME:
b)设置画面
在主画面按“change”键进入设置画面,按“LCD翻页,按“SET换行。
一箭头指示那项可输入数字对此项进行修改完成后按“SET键确认。
(在“Parameter0CH1/4”画面按“SET机器自动进入“DISVolume”画面进行设置,再按“SET会自动切换到下一画面)
Parameter0CH1/4
f1DISVOL
ACCEL:
c)排胶画面
在主画面按“change”键两次进入设置画面,按“LCD翻页,按“SET换行。
f箭头指示那项可输入数字对此项进行修改完成后按“SET键确认。
(在排胶画面近发“DIS”键进行排胶)
WashingSetup
f1Count:
80
2Rate:
8mm/s
PushDISKeyStart
d)机械参数画面
在主画面按“set+change”进入机械参数画面,按“LCD翻页,按“SET换行。
f箭头指示那项可输入数字对此项进行修改完成后按“SET键确认。
BasicSetup0CH1/3f1DisWait:
20ms2Fillwait:
50ms
BasicSetup0CH2/3flunit:
ml
2BaudRate:
19200bps
BasicSetup0CH3/3fIDSOSignal:
EXEC2AutoFill:
ON
MPP-1点胶机头分解图
挤胶销
密封固定片固定螺丝
MPP-P-007-1
密封固定片
MPP-P-005-1
排气螺针排气螺针密封圈
排气螺针MPP-P-012-1
MPP-P-006-1
胶水输送
块固定螺丝
MPP-P-008-1
胶水输送块
MPP-P-003-1
块密封圈
IlI
MPP-P-011-1
MPP-P-002-1
挤胶销密封圈
MPP-P-009-2
切胶轴密封圈
MPP-P-013-1
陶瓷切胶轴
仓体
针头适配器密封圈
MPP-P-010-1
针头适配器
MPP-P-004-1


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 武藏点胶机 编程 MPP 操作
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
-
计算题测试文档格式.docx
-
会计年终总结范文精选10篇Word文件下载.docx
-
基坑支护及降排水方案Word格式文档下载.docx
-
古代诗歌鉴赏一剪梅学案Word文档格式.docx
-
国标舞考级Word文件下载.docx
-
机电工程质量验收规范是什么Word文档下载推荐.docx
-
技术员工作自我评价文档格式.docx
-
交警支队车棚改造工程施工合同文档格式.docx
-
护士变更注册申请审核表与示范文本Word文档下载推荐.docx
-
最新学校新冠肺炎疫情防控应急预案Word文件下载.docx
-
GB50204钢筋规范之欧阳总创编Word格式文档下载.docx
-
《半期整改措施》Word格式.docx
-
诊断 症状学腰背痛关节痛汇总.docx
-
英美文学欣赏The Analysis of Shelleys Ode to the West Wind.docx
-
增值税营改增所得税消费税车购税测试题.docx
-
整理二级建造师管理真题.docx
-
英语三级重点高频词汇导入背单词APP使用.docx
-
浙教版学年九年级数学上册第2章测试题及答案.docx
-
证件照教学设计方案.docx
-
优品课件之《从锁国走向开国的日本》教案.docx
-
整理北京交通大学万用表组装实验报告.docx
-
质量管理计划.docx
-
有机化学鉴别.docx
-
整理照明灯饰灯具行业分类英语词汇.docx
-
濉溪县城市总体规划公示.docx
-
智能化工程质量验收记录表.docx
-
学生会纪检部工作总结.docx
-
幼儿园保教主任发言稿.docx
-
跆拳道协会工作总结.docx
-
中国茶叶店连锁市场竞争分析与竞争战略研究报告.docx
-
学宪法讲宪法主题演讲稿800字精选5篇弘扬宪法精神演讲稿5篇.docx
-
高考二轮复习英语考案专题十三 倒装句式和反意疑问句.docx
-
高考语文试题汇编语音题.docx
-
建设工程施工合同技术部.docx
-
驱蚊广告词.docx
-
建筑设计防火规范方案快速记忆口诀.docx
-
高中高一现代文阅读专项练习详细答案.docx
-
江苏康禾生物制药工程施工组织设计方案2.docx
-
人教版部编本小学语文一年级上册4四季优秀教学设计.docx
-
高中语文必修3第5课 杜甫诗三首.docx
-
焦化厂烟气脱硝脱硫一体化解决方案1汇总.docx
-
人教版七年级思想品德下册全一册导学案37页Word版.docx
-
强烈推荐吴忠市5000头高产奶牛生态养殖园区建设项目可研报告.docx
-
高考英语押题卷及答案.docx
-
工业净水剂生产项目可行性研究报告.docx
-
届本科毕业论文设计使用工作手册.docx
-
江苏专版版高考生物一轮复习第三部分稳态与环境第四单元生态系统与环境保护学案0605463.docx
-
人教版小学六年级数学下册解比例专项训练 16.docx
-
秋人教版八年级上册数学第十一章三角形单元检测卷二 word版含答案.docx
-
教研院培训心得最新.docx
