 灌装机操作Word格式文档下载.docx
灌装机操作Word格式文档下载.docx
- 文档编号:17673545
- 上传时间:2022-12-08
- 格式:DOCX
- 页数:18
- 大小:1.18MB
灌装机操作Word格式文档下载.docx
《灌装机操作Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《灌装机操作Word格式文档下载.docx(18页珍藏版)》请在冰豆网上搜索。
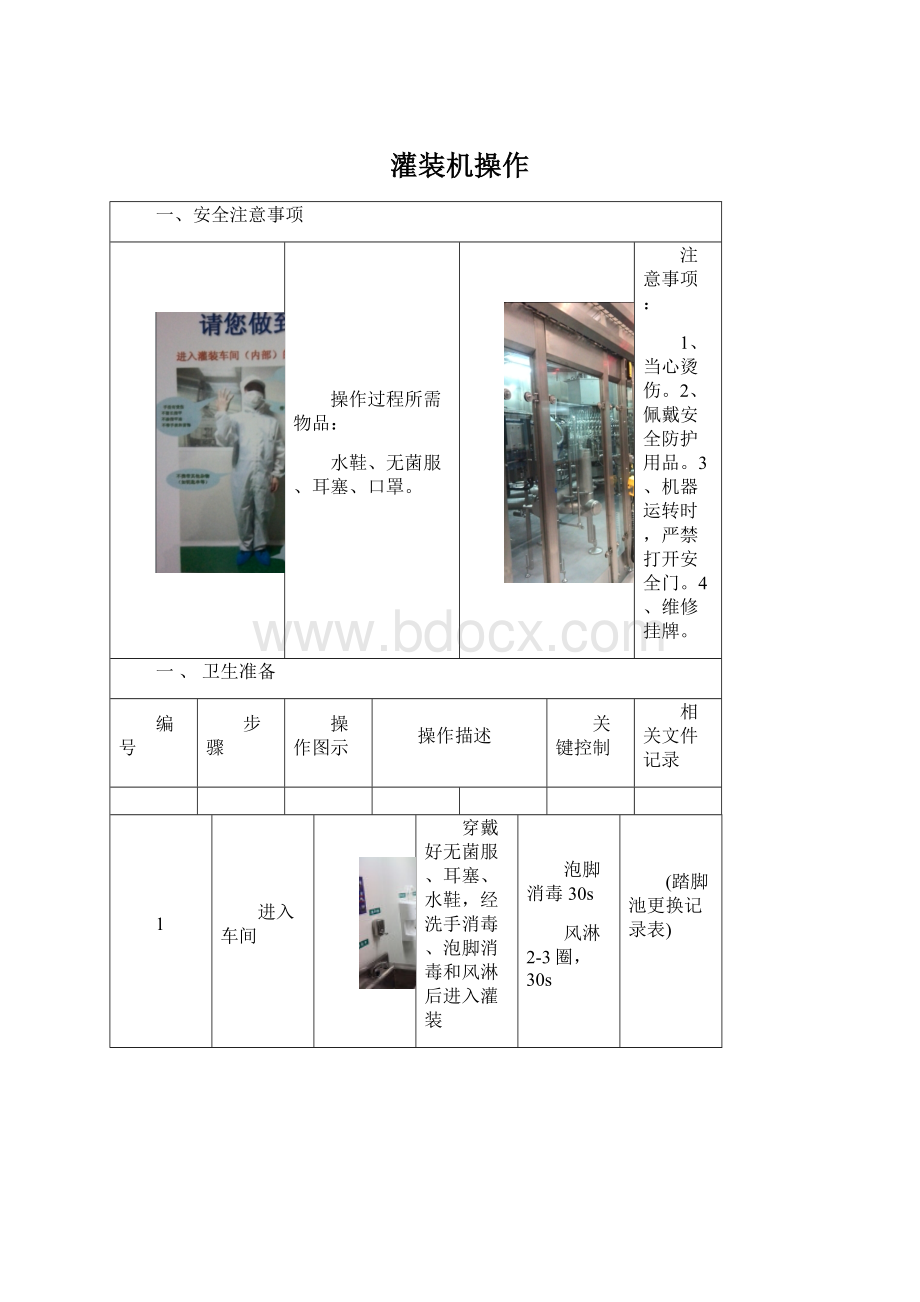
提前1小时开启灌装间的净化系统。
1、旋盖区域卫生
2、灌装区域卫生
3、洗瓶系统卫生
4、双氧水5%喷洒消毒
3
其他准备
打开主电源,检查设备安全门是否关闭,紧急开关是否复位
二、开机过程操作
4
操作画面
大循环检查
1、检查各管路无跑冒滴漏现象
2、设备点检洗瓶机,灌装机,旋盖机,传动星轮无异常声音
3、确认洗瓶机滑爪润滑水及
4、后段外部电源、CIP站、Checkmat开启
各岗位操作记录表
5
注意事项1
1、洗瓶水压力>
2、RO水加氯装置
3、一道RO水加氯1-3PPM
4、灌装中心温度82度±
1度<
CCP2>
5、开机前糖度检测
达能KO项
6
注意事项2
1、开机前温度检测
2、开机前,如果温度计温度达不到设定温度,灌装机会自动循环,进行排放程序,共排放5圈,直到温度达到要求
(程序编号316为循环;
程序编号317为排放)
7
开机步骤1
1、SIP结束,取水样测试
2、有要求UHT送水,注入机发送产品请求信号<
点击生产选择自动程序>
供水
3、操作员取水样,品控确认无杂质及扭矩与PAT
注入机报表
测试
4、准备排水送料,灌装机将高位缸,低液位缸,管路进入加压排放程序及UHT终端过滤器排放,确定已排空
5、注入机通知UHT送料
6、注入机发送信号,回到基准位置要求料赶水,UHT收到信号及前处理信号,点击生产进入料赶水程序
8
开机步骤2
8、通知后段,PET升温,倒瓶链与送瓶风道开启
9、UHT通知注入机料到,进入大循环,灌装机注意切换生产信号,进入信号交换界面监测,许可产品有0变1,灌装机切换信号<
产品进入注入环缸>
注入机程序执行290状态循环<
达到环缸设定温度>
进入291状态排放
10、灌装阀排放6圈后,灌装机,洗瓶机点击生产进入生产自动程序,执行310生产状态
11、通知测试糖度及温度,PET吹瓶
9
生产结束带冲洗或不带冲洗
1、带冲洗,灌装机生产结束后,系统将会自身排放,与UHT发送冲洗信号《灌装机在信号交换,选择输出侧监看,请求冲净有0变1UHT反馈信号冲洗释放有0变1信号接通,》开始冲洗当高位缸,灌装阀,回流量流量计B175,FIT累计达到200L,冲洗自动结束,回到基本位置
2、不带冲洗,生产结束将自动回到基本位置,进行下一步CIP工作
10
闭机操作
1、料液剩余5000L时注意生产结束信号
2、UHT与调配信号切断时平衡缸进水,进入水赶料程序,通知注入机人员<
宕机>
灌装机《可以再信号交换界面,位数置0—15,监看剩余数量有0变1信号接通,在选择输入侧》表明平衡缸进水
3、灌装机将自动停止进瓶《信号交换→位数置0—15→转接点的水<
有0变1>
→高位缸停止供料Q100比例阀关闭,继续生产等高位缸液位低于50mm自动关闭进瓶装置,取样最后一瓶测试糖度,生产结束
三、开机操作—CIP和COP
11
CIP工艺
12
CIP准备
打开清洗界面,打开现场清洗杯转入,打开外部控制。
-
13
CIP开始
通知CIP操作工,进行自动CIP。
UHT做CIP记录
14
CIP结束
CIP结束,取排水水样用PH计检测PH值(6-9)。
15
加压排水
联动结束,进行排水操作,将水排尽,准备生产
16
灌装机COP
设备置于基本位置,空运转,打泡沫机选择碱泡沫清洗,区域选择灌装区域,最后按启动,自动运行。
参考《COP操作指引》
开机操作操作—SIP
开始SIP
CIP结束后,设定灌装机进料温度,通知UHT操作工对灌装机进行热水消毒。
时间、温度-
程序自动运行
开机操作操作—生产开机
17
生产温度设定
将温度控制器上的温度设定为85℃。
灌装温度:
84±
2℃
《灌装机运行记录表》
18
设备循环升温
与投料沟通,发出要料信号,UHT开始供料。
19
开机首检
当物料温度合格,手动进瓶60瓶,不封盖,取样检测糖度和瓶中心温度合格。
瓶中心温度82±
1℃
-包装质检
20
正式生产
通知吹瓶机工需要联机,与吹瓶联机,打开自动进坯。
三、生产过程控制
瓶中心温度控制
生产中每小时检测瓶中心温度是否在控制范围,如有变化通知调配作相应调整。
包装质检操作并反馈给灌装操作工
环境卫生控制
-每小时记录环境温度及室内外压差,维持灌装间正压在。
-每小时喷%过氧乙酸消毒地面和机器底部一次。
-每天交接班清空灌装机,用含%的过氧乙酸水冲洗灌装机表面。
室内正压
15-30Pa
《灌装工序清洁、配药记录表》
旋盖效果检查
根据包装质检检测扭力的数据和在线统计的旋盖效果(支撑环划伤等),及时调整旋盖机。
短暂停机处理
-停机<
10分钟,应立即清空灌装机,将未封盖的产品和空瓶全部送出灌装机。
-停机或预计停机>
10分钟,应断掉要料信号,让UHT自动排料。
达能灌装小停机规定
四、停机
停机准备
与投料及吹瓶及时沟通,根据投料物料余量通知吹瓶所需瓶子数量。
清空辅料
-用干净内袋将盖道内的盖子清空
CIP&
COP
按开机操作中的CIP和COP要求将灌装机、盖道、、周围地面清洗干净。
参考《COP操作指引》-
离开防护
-开关电源、气源
-停净化系统
-用隔板塞住出瓶口,封闭灌装机。
-锁闭进入灌装的大门
五、CLIT
项目
序号
图
片
部位
基准
方法
工具
周期
责任人
检查人
班
天
周
季
清洁
设备表面
清洁无灰尘无油污
擦拭
抹布
★
操作工
生产线长
管道及阀站
清洁无灰尘
理盖机1--2
清洁无灰尘无杂物
擦拭清洁
传动星轮舱内部
百级增压罩
清洁无积尘无杂物
电控柜内部
清洁无积尘
擦拭空吹
抹布低压压缩空气
润滑
灌装机环缸上分配器
将旧油挤出擦净
注入krones7001润滑油
专用 油枪
灌装机环缸下分配器
专用
油枪
旋盖机
注入润滑脂
拨盖盘立轴
星轮传动舱底部齿轮
齿轮表面涂抹均匀
涂抹润滑脂
徒手
灌装机齿圈
无混浊无水
注入壳牌220齿轮油
专用加油桶
点检
各星轮夹子上部螺丝
无松动
扳手紧固
扳手
各星轮夹子下不三角块固定螺丝
扳手
灌装阀夹子连接件螺丝
选盖头中部固定销
无松脱
目视
各低压气压力表
6bar-—7bar
紧固
各星轮底部齿轮
21
灌装出口护栏螺丝
22
旋盖机护圈螺丝
23
接料盆固定架螺丝
工段长
24
灌装阀各连接螺丝
六、应急处理
型号
故障类型
图片
处理方式
处理步骤
备注
流量计故障
紧急处理
首先,确定是哪个工作站的流量计故障,再进入菜单――灌装――诊断――过程――工作站,输入对应的工作站,选择运行方式为“紧急方式”
生产准备时,程序故障
首先,再生产界面,选择基本位置,然后手动选择将要进行的程序,每个程序执行完成都要手动选择下一程序,直至生产结束。
注意:
在手动过程中,应时刻与前后工序保持联系。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 灌装 操作
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 转基因粮食的危害资料摘编Word下载.docx
转基因粮食的危害资料摘编Word下载.docx
-
高中英语词组大全Word文档下载推荐.docx
-
卫计局年工作总结及新年工作计划Word格式.docx
-
贵州省煤矿安全管理人员安全资格证A考试概况Word格式.docx
-
系统集成项目招标文件Word文件下载.docx
-
电子商务考试题总汇打印版打印打印Word下载.docx
-
选调生考试备考言语理解与表达真题Word文档格式.docx
-
高考物理实验题专练 专练15Word文档格式.docx
-
加装奥迪A4L蓝牙电话功能Word文档下载推荐.docx
-
学年下学期好教育高三月考仿真卷A卷 语文 学生版后附详解Word文档下载推荐.docx
-
净化生产车间工程一般施工技术施工方案Word文档格式.docx
-
内蒙古呼和浩特市第六中学学年高一政治下学期期末考试试题Word下载.docx
-
证券行业客户经理电话营销技巧与实例Word文档下载推荐.docx
-
叶芝 苇间风文档格式.docx
-
最新中美贸易摩擦的原因及解决对策1论文Word文件下载.docx
-
意义的近义词Word格式文档下载.docx
-
上海市中考英语试题S.docx
-
专题12观点论证类设问.docx
-
附加安心重疾条款.docx
-
设计变更管理办法修改意见稿FINAL汇编.docx
-
毕业赠言毕业致词精选多篇.docx
-
银行新员工代表发言稿精选多篇.docx
-
北京市朝阳区届高三第一学期期末语文试题Word版含答案.docx
-
HL线切割使用说明书模板.docx
-
车工实训周记.docx
-
USBHID键盘扫描码.docx
-
Apmpoqu4调研报告.docx
-
最熟悉的陌生人作文八篇.docx
-
被动语态综合讲解.docx
-
部编版语文七上第五单元16猫同步练习试题.docx
-
软件体系结构作业2.docx
-
钢管管道安装焊接施工工艺.docx
-
小学二年级下册音乐教案212.docx
-
股权转让协议范本3篇.docx
-
个人年终述职报告范文.docx
-
高中英文版自我介绍(共6篇).doc
-
七年级数学上册1有理数教学案新版冀教版.docx
-
江北区第一人民医院医药护技人员考试试题及解析.docx
-
最新整理L综采面设备安装工程施工组织设计docx.docx
-
淄博某中学艺体楼幕墙工程施工组织设计玻璃 铝板 石材.docx
-
小学五年级下美术教案.docx
-
关于加强高速公路行业文化品牌建设的指导意见.docx
-
高级英语第二册L1中英文对照.doc
-
最新北师大版四年级数学下册总复习教学设计.docx
-
江苏省中小学教师网络法律法律知识竞赛题库判断题.docx
-
病理学作业一例说明疾病发生发展遵循的因果交替的规.docx
-
富有激情的毕业赠言说说文案80句.docx
-
最新定稿健康养生产业园项目投资建设商业计划书.docx
-
高职会计专业校企合作中的瓶颈问题及对策.doc
-
新疆乌鲁木齐市届高三第三次诊断性测验理科综合物理试题 含答案.docx
-
最新曲轴锻造设计说明书资料.docx
