 钢在轧制中常见的缺陷总结Word下载.docx
钢在轧制中常见的缺陷总结Word下载.docx
- 文档编号:17512928
- 上传时间:2022-12-06
- 格式:DOCX
- 页数:34
- 大小:87.85KB
钢在轧制中常见的缺陷总结Word下载.docx
《钢在轧制中常见的缺陷总结Word下载.docx》由会员分享,可在线阅读,更多相关《钢在轧制中常见的缺陷总结Word下载.docx(34页珍藏版)》请在冰豆网上搜索。
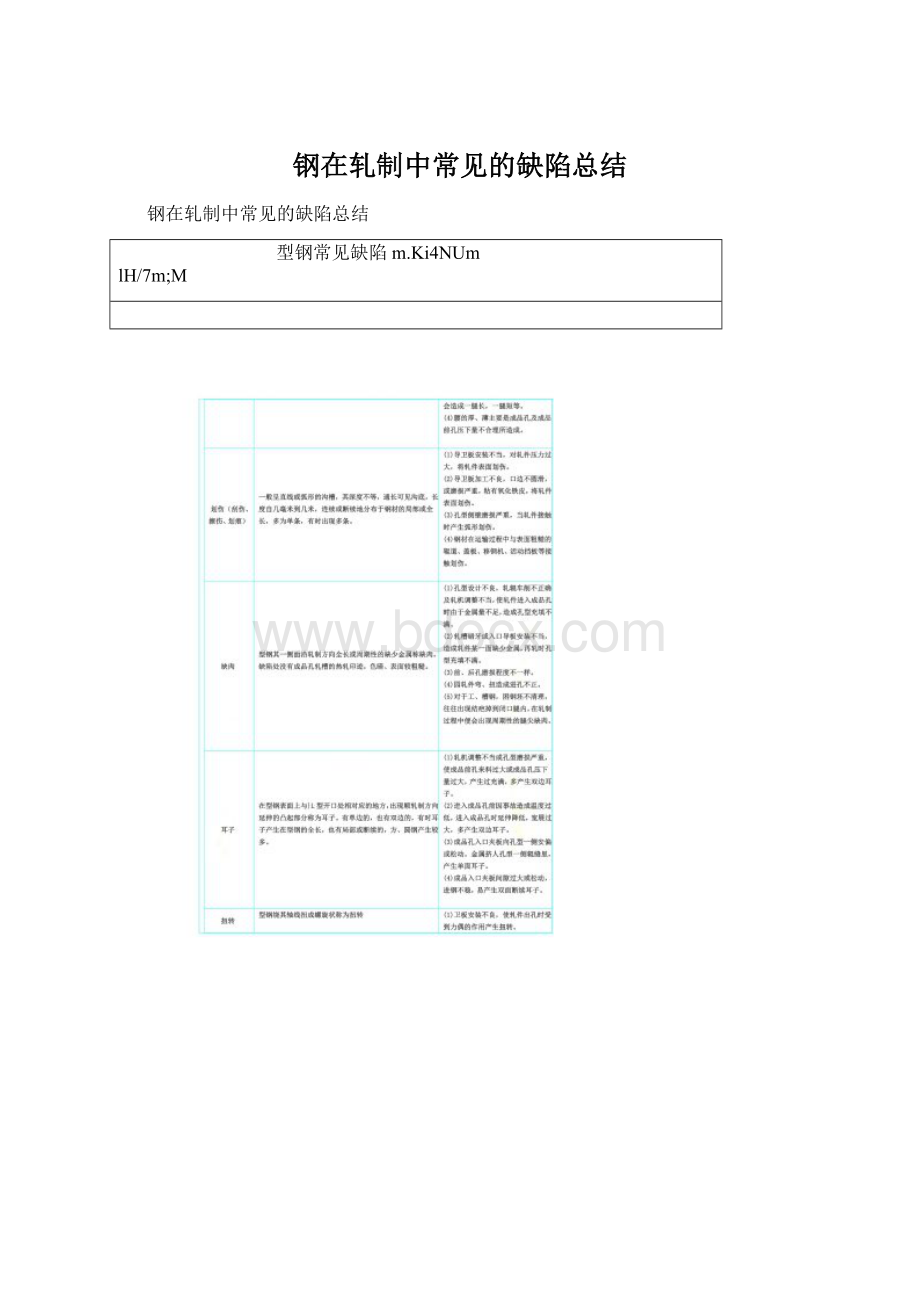
盘条表面呈现一些连续性、周期性的凸起或凹下的印痕(某些印痕无规律性),缺陷形状、大小相似。
:
bXTV?
#0
+P.JiH`\=
凸起、压痕主要是轧槽损坏或磨损造成的。
zo@,>
'
m
ed#>
q;
jX
缩孔Wj,{lJ,
盘条截面中心部位的疏松或空洞称为缩孔,缩孔处存在非金属夹杂,同时某些非铁元素富集。
JY_!
G
b(>
G
连铸方坯按“小钢锭理论”有时出现周期性的缩孔,轧后不能焊台。
Se(apQH
m*v@L4t(1
截面夹杂eYPIZ{S7h
暴露在钢材截面上的非金属物质称为截面夹杂。
P5'
VLnER{
#c-Jo[%G
这样的缺陷般是铸钢时外来的非金属物质进入钢液,粘附铸坯某个部位造成的。
}mS+%w"
?
y^ix+M
&
p=(0$0&
-
RR>
G}u9np
中厚板常见缺陷:
kucDQE({?
(-{.T
缺陷名称7Y^2JlZu=
缺陷特征K?
V'
?
s
产生原因!
3o]mBH8
裂缝(裂纹)iRL|u~bj
钢板表面呈现的形状不同,深浅不等,方向任意的裂口称为裂缝(裂纹)。
QC+BEN$
/qli-fXB}
板坯上的纵裂缝清理不净或漏清理,经轧制残留在钢板上。
}vQY+O
L%4Do*V&
压入氧化铁皮"
@&
I*1&
钢板表面压入的氧化铁皮,呈灰黑色或红棕色,分布面积有大有小,有呈块状,也有呈条状或点状的.其压入深度有深有浅。
!
;
/JxfgVh
8MCSU'
uQ
(1)压八氧化铁皮的生成取决于加热条件,加热时间愈长,加热温度愈高,氧化性气氛愈强,生成氧化铁皮就愈多,而且不容易脱落。
>
^d+;
~Q;
(2)高压水压力不足、高压水嘴堵塞、立辊侧压小、轧制爆破去鳞不尽。
_,E!
(3)含合金元素Ni含量较高。
Ec|5'
Kz]
#Pq.^^
厚薄不均w
_^g-P[o-
钢板各部分厚度不致称厚薄不均,凡厚度不均的钢板,般同板差过大,局部钢板厚度超过规定的允许偏差。
OwG:
+T_
g+92}$_
(1)辊缝的调整和辊型的配置不当。
t[?
O*>
(2)轧辊和轧辊两侧轴瓦磨损不一样。
naWWi]9
(3)板坯加热温度不均。
[[9XqD]
rDSUhO{V
折迭lhhp6-r
钢板表面有局部互相折合的双层金属称折迭。
其外形与裂纹相似,深浅不一,在横截面上一般呈现锐角,多在钢板的边部或角部出现。
p,DAt}
f1UGDC<
p9
(1)轧件刮伤,轧制时产生折迭,多出现在钢板的下表面。
ti^m
sC8e
(2)立辊挤压过大,辊环啃伤轧件下表面。
q2KWSh5
(3)加热炉滑道磨损,推钢时使板坯下表面产生划伤。
~g[<
A?
0=y
(4)钢坯表面存在凸台,横轧时产生压折。
5W=jQ3C
DgJu.
麻点!
K$qh{n
钢板表面呈现局部或连续的凹坑叫麻点,其大小不同,深度不等。
my^2}>
wi
gry]!
4Hy
加热过程中,板坯氧化严重,轧制时铁皮压人表面,脱落后形成细小的口坑。
IJt8*cw
Lu@'
Ee!
>
瓢曲1SYBq,[])
钢板在纵横方向同时出现同一方向的翘曲,严重者呈船形。
-I\Ym_)
U1wsCH3+n
(1)钢板两面冷却条件不一致,上下表面温差大。
J_=42aHO
(2)钢板在中压水区域停留时间过长。
oI6l`K$
sC=fXCGW\p
镰刀弯a8Q=_4l
钢板两纵边向同一侧弯曲,形似镰刀,称镰刀弯。
OYsG#
2}^fhMS
(1)轧辊车削不正确或辊缝调整不平行。
lB0:
4cIj
(2)轧件两边温度不均,钢板延伸不一致。
0WjPo
(3)用圆盘剪剪边时,两剪刃重合量不一致。
ARD&
L$AX
V>
`xTQG
切斜,`3kDqS_4
钢板未切成直角,而切成平行四边形、梯形、无规则的四边形等,称切斜。
'
01ifA^
)DzbJ}
剪切机调整不当,钢板剪切时未摆正靠齐或操作人员误操作等,都会造成钢板切斜。
BmRk|b
XvQm*1
XL/?
v"
/
X0,?
~i6Q
热轧板(卷)常见缺陷>
|CE2'
a]<
y*N?
qu
缺陷名称:
缺陷特征Q)\~=/Lb
产生原因*Txt`
z[|
辊印kvzGI>
H:
是一组具有周期性,大小形状基本一致的凸口缺陷,并且外观形状不规则。
v
0Ya
}{J5)\s9
一方面由于辊子疲劳或硬度不够,使辊面一部分掉肉变凹,另一方面可能是辊子表面粘有异物,使表面部分呈凸出状轧钢或精整加工时压^钢板表面形成凸凹缺陷。
jt?
937{
Pg]&
^d&
$
表面夹杂c~B[<
.Qj
在钢板表面破皮处,有不规则的点状、块状或长条状的非金属夹杂物,其颜色般呈棕红色、黄褐色、灰白色或灰黑色。
wHSas[4k
%qt_!
(1)板坯皮下夹杂轧后暴露,或板坯原有的表面夹杂轧后残留在钢板表面上。
orB8q((
(2)加热炉耐火材料及泥沙等非金属物落在板坯表面上,轧制时压入板面。
F;
Q8^C0e*c
\,<
5UF0
氧化铁皮:
wn9bCom?
氧化铁皮一般粘附在钢板表面,分布于板面的局部和全部。
铁皮有的疏松易脱落,有的压入板面不易脱落。
根据其外观形状不同有:
红铁皮、线状铁皮、木纹状铁皮、流星状铁皮、纺锤状铁皮,拖曳状铁皮和散沙状铁皮等。
~J}{'
l1{yf
mM|313
(1)板坯加热制度不合理或加热操作不良时产生一次铁皮难以除尽,轧制时被压人到钢板表面上。
Vfn:
Q
(2)大立辊设定不合理,铁皮未挤松,难以除掉。
M_wqb'
=
(3)由于高压除鳞水管的水压低,水咀堵塞,水咀角度不对及使用不当等原园,使钢板上的铁皮没有除尽,轧制后被压^引钢板表面上。
jmgU'
w-s
(4)氧化铁皮在沸腾钢中发生较多,在含硅较高的钢中易产生红铁皮。
NA5AR*f'
A=LyN$%
气泡N#o"
W
钢板表面有无规律分布的园形凸包,有时呈蚯蚓式的直线状,其外缘比较光滑,内有气体。
当气泡轧破后,呈现不规则的细裂纹。
某些气泡不凸起,经平整后,表面光亮,剪切断面呈分层状。
RcQo1
RP}
.Ei
(1)园板坯上存在较多的气泡气囊类缺陷,经多道轧制没有焊合,残留在钢板上。
]JQ'
%dne
(2)板坯在炉时间长,气泡暴露。
Tk[`kmb
[nQ<
pTg~r
折迭h^{D"
(折印、!
}u'
%
折皱、GEr]zMYG[A
折边、=c{/Z
折角)Ol8ma`}Nq3
钢板局部性的折合称折迭。
沿轧制方向的直线状折迭称顺折垂直于轧制方向的折选称横折,边部折迭称折边。
折造与折印、折皱的区别主要在于缺陷的形状,程度不同而异,折边与折角根据角度大小不同相区别。
横向折选多发生在薄规格的带钢中。
含碳量小于0.08的软钢种,因开平机没有安装张力辊易产生折皱。
<
|BuK
F1skI_!
dpHK~nj\_
(1)扳坯缺陷清理的深宽比过大。
5fM8Opkd
(2)板坯温度不均匀或精轧轧辊辊型配置不合理及轧制负荷分配不合理等,轧制中的带钢园不均匀变形成大波浪后被压合。
X|Gsf=1S
(3)立辊辊环的挤压或轧件有严重刮伤以及由于粗轧来料有较大的镰w弯,对中不良等原因,刮框后再次被轧制压合。
FsrGI(x?
(4)卷取机前的侧导板严重磨损出现淘槽,开口度过小,夹送辊缝呈楔形,易使带钢跑偏,在恻导板沟槽处的部位被夹送辊压。
b<
c*J?
f
(5)因故没及时卷取,使卷取温度过低或卷取速度设定不台适。
5Qb%g)jZ
(6)钢卷卷边错动,或因钢卷松动,在用吊车上吊,下降落地时易产生折边(折角),此时,常发生在厚度较薄的钢卷上。
xviz{M9g
(7)带钢开卷温度过高,或开卷时的张力及压紧辊的压力设定不台适。
x%kS:
!
Q>
y2C8rnJ/
塔形(卷边错动)I~lX53D
钢卷上下端下齐,一圈比一圈高称塔形。
卷边上下错动称卷边错动。
MW%EJT>
@z
Y$8>
fv
(1)助卷辊间隙调整不当。
|sWH!
:
]49
(2)夹送辊辊缝呈楔形。
)ymd#?
wq
(3)带钢进卷取机时对中不良。
NNC@?
A7
(4)卷取张力设定不舍适。
2[i:
bksjW
(5)成形导板的间隙调整不当。
o$I%1
(6)卷取机前的侧导板动作时间不同步。
$<
c0Z6f
(7)卷筒与推卷器之间有间隙。
W[8wR
(8)卷筒传动端磨损严重。
回转时有较大的离心差。
{f]K3V
(9)带钢有较大的镰月弯或板形不好。
yWBO
D2x-Wa
松卷:
Rc>
=)<
7
钢卷未卷紧,层与层之间有间隙称松卷。
C*kGB(H7
Z*Fo:
q
(1)卷取张力设定不合适。
wS"
[m>
.{v
(2)带钢有严重浪形或因卷取故障,带钢在辊道上有变形。
D.!
m*oq
(3)钢材屈服强度高,而卷取温度又过低。
Z+h^ie"
g
(4)卷取完毕后,园故卷筒打反转。
^Nl)ocHv!
(5)捆带未打紧,或捆带断。
z6e)|*cA$
dOPA0Ja
扁卷K8CjZpzq
钢卷端呈椭圆形称扁卷。
`C'
WSr
Zp~2WJQ
容易发生在较软的和较薄的钢卷中。
/rp.H'
hC
(1)钢卷在吊运过程中,承受了大;
十击。
KfpDPwP@
(2)钢卷卷得太紧,温度较高,平放在地面上或上面又堆放钢卷。
;
U`GN,tH
IgH[xwzy[
镰刀弯{6
Tw+/`P
沿钢带长度方面的水平面上向一边弯曲。
AD$k`Cj
LQ4GQqS*
(1)板坯有镰刀弯或严重的厚度不均。
o_
(2)粗轧、精轧辊磨损不均,辊缝出现楔形。
h_6QVab@
(3)轧件两侧温度不均或加热温度不均。
/C"
dwh"
``
(4)轧机调整不良,两边压下量不一致。
\eD#s
(5)立辊的中心线有偏差。
%klrQya
(6)轧辊发生轴向串动或两侧轴承磨损不均。
De`)`\U
(7)侧导板开口度过大,轧件跑偏或轧件对中不好。
lVY`^pw?
ws9F~LmLbr
楔形}8cL+JJU
钢板一边厚,一边薄在钢板宽度方向的横断面上看,类似楔形。
楔形程度有大有小。
]CyWL6z
Dg~r%F
(1)轧辊磨损严重。
9d{iq"
*R
(2)辊缝调整不舍适。
4$9WJ~V{
(3)轧件跑偏。
mmP>
Ji
(4)轧件温度不均。
7z!
|sPW](b
TJ9JIxnS
凸度 s.z(1MB]
钢板中间厚,两边薄,从钢板宽度方向的横断面来看,类似弧形,弧形程度有大有小。
xzmg'
Br
B-`d7c5
(1)轧辊严重磨损。
w"
s$
(2)轧辊的热膨胀的冷却不均。
_jt>
%v4}4
(3)辊型设计不合理。
\zioIfHm
(4)轧制负荷分配不均,轧辊弹跳变形过大。
M:
vme)+
(5)弯辊装置不好。
~/LO@
(6)加热温度不均或轧件温度不均。
*aF#on{
k?
-GI[@X
瓢曲-0[?
6.(s"
钢板的纵横部分同时在同一个方向出现的翘曲称瓢曲。
%Wy$m
gD
f5p>
oXo4b
(1)轧件温度不均,轧制过程变形不均。
G&
qO{"
Js
(2)钢带在轧钢辊道上喷水冷却不均。
49S*f
(3)终轧压下率过小。
N]gJ(g
(4)钢带在精整时,矫直机压下设定下良,开卷温度过高,压力琨、矫直辊磨损严重。
UQZ<
sp4v;
冷轧板(卷)常见缺陷%*p^$5L<
@>
Ek'
~m
缺陷名称ck~'
`<
缺陷特征E6Q91Wz9f
产生原因7YD\!
2b
表面夹杂C\/b~HU
钢板(带)表面呈现点状,块状或线条状的非金属夹杂物,沿轧制方向间断或连续分布,其颜色为红棕色、深灰色或白色。
严重时,钢板出现孔洞、破裂、断带。
3l+|&
q[v
C?
(y2p`d\
(1)炼钢时造渣不良,钢水粘度大,流动性差,渣子不能上浮,钢中非金属夹杂物多。
wH!
}qz/
(2)铸温低,沸腾不良,夹杂物未上浮。
Q>
V?
wgZ
3)连铸时,保护渣带^钢中。
DWdLA~'
t
(4)钢水罐、钢锭模或注管内的非金属材料未清扫干净。
G&
WYk%u*
.^BWR
结疤j#CuR7m
钢带表面出现不规则的舌状”、鱼磷状”或条状翘起的金属起层,有的与钢板本体相连结,有的与钢板本体不相连,前面叫开口结疤,后者叫闭口结疤,闭口结疤在轧制时易脱落,使板面成为口坑。
%odw+PhO
s!
bHS_\e|
(1)炼钢方面锭模内壁清理不净,模壁掉肉.上注时,钢腐飞溅,粘于模壁,发生氧化,铸温低,有时中断注流,继续注钢时,形成翻皮下注锭,保护渣加八不当一造成钢液飞溅。
rffVfw
(2)轧钢方面板坯表面残余结疤未清除干净,经轧制后留在钢板上。
R,uJK)m
p0"
BO4({{
压入氧化铁皮%L.lkR
缺陷呈点状、条状或鱼鳞状的黑色斑点,分布面积大小不等,压人的深浅不。
这类铁皮在酸洗工序难以洗尽,当铁皮脱落时形成口坑。
r#ks>
5L/Yi
(1)板坯加热温度过高,时间过长炉内呈强氧化气氛,炉生氧化铁皮轧制时压入。
JiG8jB7%}
(2)高压水压力不足,连轧前氧化铁皮未清除干净。
y[TaM9<
(3)高压水喷咀堵塞,局部氧化铁皮未清除。
oy4V^B&
(4)集鳞管道打开组数不足,除鳞不干净。
|j\eBCnH3
6,sRavs
欠酸洗0b!
fWS?
k0
带钢上下表面严重时整个板面呈现条片状、黑灰色条斑,无光泽。
uOy\{5s8
vLVSZX
(1)热轧带钢各部分温度和冷却速度不同,即沿带钢长度方向的头、中、尾以及沿宽度方面的边部和中部的温度和冷却速度不同,使同带钢各部份的铁皮结构和厚度不同,一般说,热轧带钢的头、中部比尾部温度高30-50℃,因此,头部铁皮较厚,尾部铁皮较薄,因而,在酸洗速度相同的情况下,易产生局部未洗净。
}[YcilU_
(2)酸洗工艺不适当,如酸洗的浓度、温度偏低,酸洗速度太快,酸洗时间不足,或亚铁浓度高未及时补充酸液等。
hfVzzVX:
(3)拉伸除鳞机拉伸系数不够,使铁皮未经充分破碎、剥离、影响酸洗效果。
R$~JhcX*l'
(4)带钢外形差,如镰月弯、浪形等,使机械除鳞效果差,易造成局部欠酸洗。
=m!
C6:
pY-
粘结痕4.$hHFqS^5
退火钢卷层间相互粘合在一起称z为粘结,平整后产生点状圆弧折痕是点粘沿轧制方向呈现成排弧状折痕的是条状粘结严重的面粘结,平整开卷被撕裂或出现孔洞成为废卷。
f]^J,L9qz
\n('
KVbf
(1)轧钢卷取张力过大或张力波动,板形不好,造成隆起,在层间压力转大部位产生粘结;
{;
wK,dU
(2)带钢表面粗糙度太小;
4%Wn}@
(3)钢质太软,碳、硅耆量少;
~S~x@&
yR
(4)热处理炉温过高或退火冷却速度过快。
omDi<
(5)钢卷在装炉前碰撞受伤。
}@t'
rK[
`dq
3=
氧化色TPmZ/c^
钢板厦钢带表面被氧化,其颜色由边部的深蓝色逐步过渡到浅蓝色、棕色、淡黄色,统称氧化色。
T[2f6[#[_
5d>
YE
(1)退火时保护罩密封不严或漏气,导致钢卷氧化。
DG%%]
(2)罩式炉退火工序,高温出炉(钢卷温度大干110℃),导致钢卷氧化。
ed.V@E5
3)保护气体露点过高或氢含量过低,加热前予吹洗时间不足,炉内存在残氧,钢卷在氧化性气氛中退火。
cbHn\m)J,
3T
te8]0
乳化液斑jH#^O;
A
经退火的钢板表面呈现不规则的或象小岛状的黑色、褐色图形。
=;
PVAdu%#
|3/p8
(1)在轧机出口处乳化液未加尽,加热时碳化,形成斑点#;
KG6IE
(2)末机架出口吹风机压力小,吹不净&
JQ@(w
(3)穿带时风机未开,甩尾时风机关闭rH_:
7#.E
(4)装炉后,予吹洗时间不足,加热时乳化液碳化形成斑点。
vCe<
-k
~rfjQPbh9x
划伤v/6,eIz
钢板表面呈现直而细、深浅不一的沟槽。
平行于轧向,连续或断续,疏密不一,无一定规律,平整前划伤处较平滑,沟槽处颜色为灰黑色,平整后划伤,有毛刺,呈金属亮色。
%Yn)t3d
YxqQg
(1)酸洗、轧钢、平整、精整各机组与带钢相接触的零件有尖锐棱角或硬物,产生相对运动。
#\;
w:
(2)精整线的各种辊(夹送辊、压紧辊、导板等)不运转产生划伤。
A0k>
Nb\c3
(3)开卷或卷取时,带钢速度变化或层间相对运动。
#\["
y%;
W
#C7j|9Ew1]
折皱YfU#kvE'
薄钢板表面呈现凹凸不平的皱折,多发生在小于0.8mm以下的薄板,皱纹边部成一定角度,严重折皱成压褶。
qP'
g}Pc
U0I.x(
(1)带钢跑偏,一边拉伸,另边产生褶皱。
vp9<
.*h
(2)板形不良,有大边浪或中间浪,带钢过平整机,矫直机或夹送辊时,有浪形处产生褶皱。
}]?
G"
ftK
(3)矫直机调整不当,变形不均造成。
X($SBUS6
cN>
i3}fq
辊印AwrK82
钢板表面出现周期性的凹坑或凸包,严重的辊印导致薄带钢轧穿。
O!
aRvzap
lM"
7Z
(1)带钢焊缝过高或清理不平,连轧时引起粘辊。
2igX?
60
(2)辊子上粘有硬金属物(焊珠、金属屑等)或污垢,轧制或平整时,硬物或污物压在带钢表面上,留下压痕。
*)I1gR~
(3)工作辊掉肉。
kc[["
w&
A,)ELVk1F
压印SqB|(~S
薄钢板表面所呈现的一定深度的凹坑为压印,有周期性,多少不一,缺陷处颜色较亮。
BB$>
h-M/%#
[L$
(1)生产过程中多种辅助辊(张力辊、压紧辊、夹进辊、矫直辊等)粘上铁屑,污垢后造成。
J3;
KQ}F.I
(2)铁屑、异物掉人钢板垛内。
jF9CTL<
|vzWSm
塔形\
6a
钢卷外形缺陷,在钢卷的端面一圈比另一圈高(或低),连续不断,形如宝塔,多出现于钢卷的内(外)圈部份。
@x+#ZD(
|0p'
p$%
(1)卷取机对中装置失灵,带钢跑偏。
%WR"
8
5
(2)带钢不平直,如镰月弯、拉窄等。
c\MDOD%9
(3)板形不良,出现大边浪,使钢带超出光电管控制极限。
[)n}!
5fE
(4)操作调整不当,卷筒收缩量小,推卷机推出钢卷时.内圈拉出。
vI}S6-"
*wcoDQb;
6\f4/
L-{r*ccIW
镀锌板(卷)常见缺陷aZ`agsofk
yt:
V+qdv
缺陷名称WPKTX,k
缺陷特征?
4Juw?
产生原因}px]
停车废rss.F3dK
事故临时停车>1分钟时,钢带锌层与钢基分离,粘附性能极差,出现大面积锌层自动脱落现象。
bv>
lm56
X`QW(rq
停车废可由操作不当、电气故障、机械故障等因素造成。
QF/u^|f
(1)带钢在炉内停留时间过长,造成氧化,并在冷却段急冷,温度降至正常镀锌温度。
`UG#6z8
(2)镀层粘附媒介物——Fe2A15中间层破坏。
Cf=q_\0|W
C;
L~)C@t
锌粒与锌疤1(7.V-(G
表面呈点状及块状凸起,大小不等,颗粒像芝麻,米粒状,表面粗糙不平。
呈颗粒状称锌粒表面呈块状称锌疤。
D6)Cjc>
a
Y\Qxdq
(1)底渣过多,被搅动浮起,伴随锌液粘附在


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 轧制 常见 缺陷 总结
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
-
计算题测试文档格式.docx
-
会计年终总结范文精选10篇Word文件下载.docx
-
基坑支护及降排水方案Word格式文档下载.docx
-
古代诗歌鉴赏一剪梅学案Word文档格式.docx
-
国标舞考级Word文件下载.docx
-
机电工程质量验收规范是什么Word文档下载推荐.docx
-
技术员工作自我评价文档格式.docx
-
交警支队车棚改造工程施工合同文档格式.docx
-
护士变更注册申请审核表与示范文本Word文档下载推荐.docx
-
最新学校新冠肺炎疫情防控应急预案Word文件下载.docx
-
GB50204钢筋规范之欧阳总创编Word格式文档下载.docx
-
《半期整改措施》Word格式.docx
-
诊断 症状学腰背痛关节痛汇总.docx
-
英美文学欣赏The Analysis of Shelleys Ode to the West Wind.docx
-
增值税营改增所得税消费税车购税测试题.docx
-
整理二级建造师管理真题.docx
-
英语三级重点高频词汇导入背单词APP使用.docx
-
浙教版学年九年级数学上册第2章测试题及答案.docx
-
证件照教学设计方案.docx
-
优品课件之《从锁国走向开国的日本》教案.docx
-
整理北京交通大学万用表组装实验报告.docx
-
质量管理计划.docx
-
有机化学鉴别.docx
-
整理照明灯饰灯具行业分类英语词汇.docx
-
濉溪县城市总体规划公示.docx
-
智能化工程质量验收记录表.docx
-
学生会纪检部工作总结.docx
-
幼儿园保教主任发言稿.docx
-
跆拳道协会工作总结.docx
-
中国茶叶店连锁市场竞争分析与竞争战略研究报告.docx
-
学宪法讲宪法主题演讲稿800字精选5篇弘扬宪法精神演讲稿5篇.docx
-
年产5000万套汽车零配件及塑料制品项目可行性研究报告报批稿Word格式文档下载.docx
-
中小学实验室管理规范Word文档格式.docx
-
浙江省杭州四中届高三第九次教学质检理综试题Word文档格式.docx
-
人教版九年级英语期末试题Word格式文档下载.docx
-
企业依法经营管理读本第一部分Word文档下载推荐.docx
-
报告国企领导班子述职述廉报告三篇 精品文档格式.docx
-
精详XX县第七中学新建项目可行性研究报告Word格式文档下载.docx
-
小学二年级下体育教案文档格式.docx
-
高中化学学业水平测试常考必背Word文档下载推荐.docx
-
课程标准要求Word格式.docx
-
山东卷高考英语试题Word格式.docx
-
ANSYS软件使用样例Word文件下载.docx
-
山东省青岛市届高三下学期第二次模拟考试英语试题Word下载.docx
-
整理合同支付与结算管理软件快速指南0001Word下载.docx
-
有机大麦茶项目可行性研究报告Word格式文档下载.docx
-
小学四年级英语试题Word文档格式.docx
-
汽车维修技术实训基地可行性报告Word文件下载.docx
-
中央空调末端风机盘管用电动阀门 征求意见稿Word下载.docx
-
创建全国生态示范市动员大会讲话Word下载.docx
