 精品机械加工工艺工序卡Word文档下载推荐.docx
精品机械加工工艺工序卡Word文档下载推荐.docx
- 文档编号:17465013
- 上传时间:2022-12-01
- 格式:DOCX
- 页数:35
- 大小:26.43KB
精品机械加工工艺工序卡Word文档下载推荐.docx
《精品机械加工工艺工序卡Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《精品机械加工工艺工序卡Word文档下载推荐.docx(35页珍藏版)》请在冰豆网上搜索。
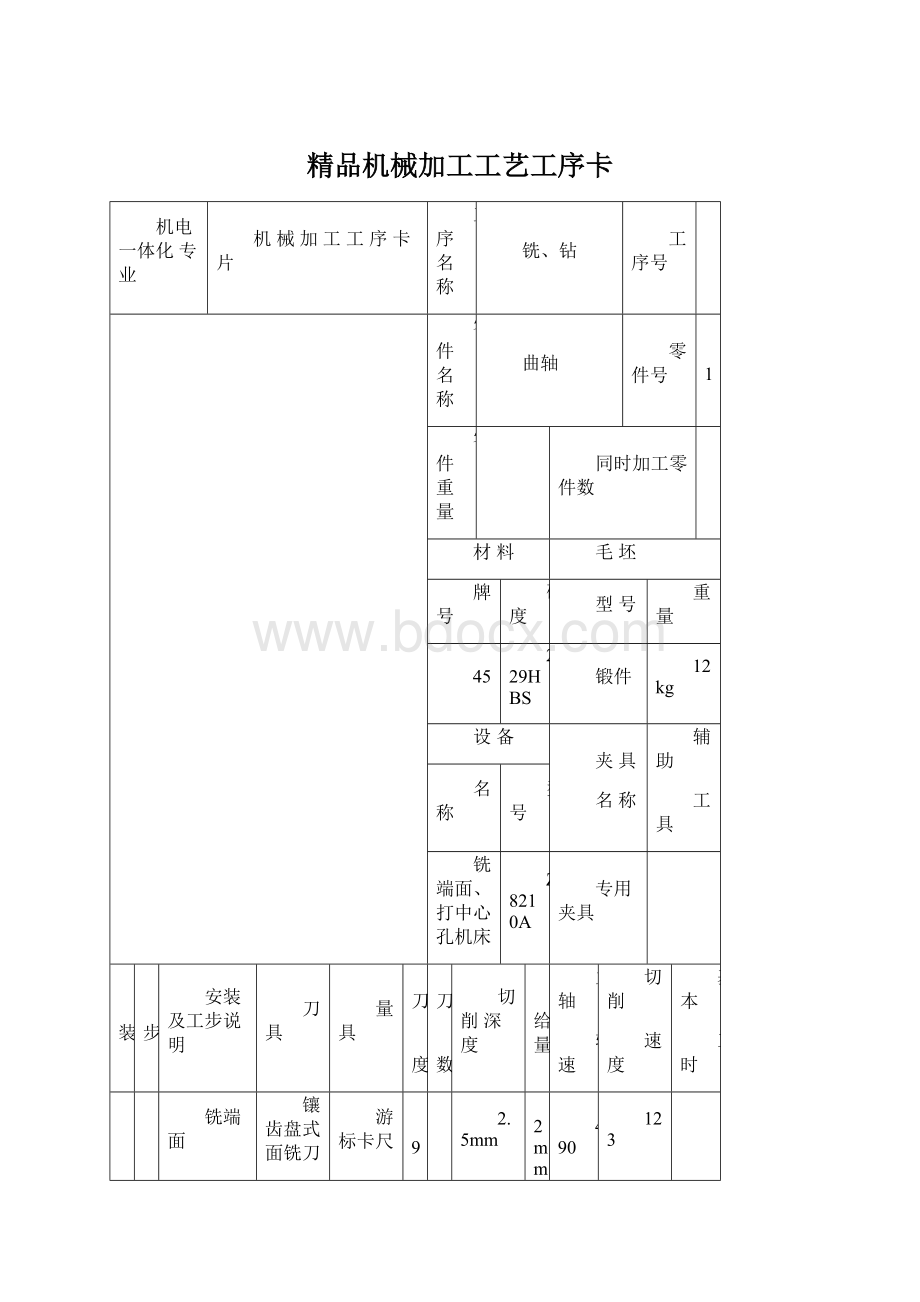
铣端面、打中心孔机床
Z8210A
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
2
铣端面
钻中心孔
镶齿盘式面铣刀
中心钻
游标卡尺
49mm
2.5mm
72mm/min
490r/min
123
m/min
设计者
魏亚飞
指导教师
付靖
共28页
第1页
粗车、半精车表面及端面
普通车床
CA6140
通用夹具
3
4
5
6
7
8
9
10
粗车Φ25
粗车Φ30
粗车Φ38
粗车左主轴颈
粗车左主轴颈端面及左曲臂定位面
半精车Φ25
半精车Φ30
半精车Φ38
半精车左主轴颈
半精车主轴颈端面及左曲臂定位面
90°
外圆车刀
端面车刀
23mm
23.5mm
3mm
33mm
1.25mm
2mm
0.8mm
0.6mm
0.46
mm/r
0.3
225
r/min
560
17.7m/min
21.2m/min
29.5m/min
49.5m/min
44m/min
52.8m/min
63m/min
123m/min
30.5s
第2页
粗车M44
粗车右主轴颈
粗车右主轴颈端面
粗车右曲臂定位面
半精车M44
半精车右主轴颈
半精车右主轴颈端面
半精车右曲臂定位面
45mm
31.1m/min
77.4m/min
第3页
粗车、半精车各槽
安装及步说明
粗车宽为1.3的槽
粗车宽为2.7的槽
粗车宽为4的槽
半精车宽为1.3的槽
半精车宽为2.7的槽
半精车宽为4的槽
槽刀
0.75mm
1.5mm
1.0mm
0.4mm
0.5mm
手动
进给
25r/min
32r/min
2.4m/min
3.5m/min
5.5m/min
3m/min
4.4m/min
7m/min
第4页
粗车、半精车锥面
粗车1:
10锥面
半精车1:
0.3mm/r
225r/min
560r/min
第5页
粗车、半精车连杆轴颈
粗车连杆轴颈
半精车连杆轴颈
成形车刀
游标卡尺
40r/min
6.8m/min
8.5m/min
第7页
铣连杆轴颈开档
卧式铣床
X60W
错齿三面刃铣刀
游标
卡尺
60mm/min
50r/min
25.12m/min
第6页
粗铣底面
立式铣床
X52K
镶齿套式面铣刀
63mm/min
235r/min
118m/min
27.45s
共28页
第8页
粗铣两侧面
组合铣床
第9页
精车外圆表面和端面
13
精车Φ25,端面倒角
精车Φ30
精车左主轴颈端面,端面倒角
比较仪
0.45mm
0.23mm/r
710r/min
55.7m/min
66.9m/min
第10页
精车外圆表面及端面
14
精车M44外圆,端面倒角
精车右主轴颈端面,端面倒角
98.1m/min
第11页
精车锥面
15
精车1:
第12页
钻Φ6斜孔、孔口倒角
16
摇臂钻床
Z3025
钻Φ6斜油孔
孔口倒角1×
45°
麻花钻;
锪钻
85mm
0.17mm/r
392r/min
7.4m/min
第13页
钻、扩孔
17
钻Φ3孔
扩Φ4孔
孔口倒角2.5×
扩孔钻;
锪钻;
70mm
0.08mm/r
0.63mm/r
1000
第14页
研磨中心孔
18
第15页
粗磨主轴颈
20
外圆磨床
M1450A
粗磨左主轴颈
粗磨右主轴颈
砂轮
0.3m
20.1
m/str
600r/min
20.52m/min
第16页
粗磨连杆轴颈
21
曲轴磨床
MQ8260
0.3mm
20.2m/min
第17页
精铣曲轴两侧面
22
组合机床
50mm/min
325r/min
226m/min
第18页
精铣底面
23
110mm
156
mm/min
第19页
铣倒角
24
铣倒角3×
端铣刀
3mmm
第20页
精磨主轴颈
25
精磨主轴颈及圆角R5
0.1mm
13.8
900r/min
29.52m/min
第21页


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 精品 机械 加工 工艺 工序
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 如何打造酒店企业文化2刘田江doc.docx
如何打造酒店企业文化2刘田江doc.docx
-
律师提供著作权法律服务业务操作指引.docx
-
18秋福建师范大学《经济法》在线作业一.docx
-
施工现场危险源.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
精校版重庆市 初中毕业水平暨高中招生考试中考英语试题AB卷Word版含答案解析.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
江苏省刘国钧中学1112学年高二语文上学期期末考前辅导试题卷苏教版会员独享.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
西安交通大学18年课程考试《管理会计》作业考核试题.docx
-
施工安全保证体系.docx
-
南开17秋学期《科学启蒙尔雅》在线作业2.docx
-
秋福师《大学英语1》在线作业二.docx
-
231695 北交《运输物流管理》在线作业2 15秋答案.docx
-
梁原学区安全管理工作实施方案.docx
-
环保管理台帐明细.docx
-
我国三大翻译证书考试概览.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
静态分析指标.docx
-
山东金瀚控股金瀚置业绩效考核指标库.docx
-
B0301A国际贸易.docx
-
人教版八年级数学上册同步练习试题及答案第11章《三角形》 同步练习及答案111.docx
-
秋福师《概率论》在线作业二.docx
-
17秋福师《高级英语阅读二》在线作业一.docx
-
西南大学17秋0764《工程建设监理》在线作业参考资料.docx
-
生活宝典之社会大转盘一.docx
-
专卖店管理.docx
-
100个CFO的八年之资金管理篇.docx
-
东北师范古代汉语三16秋在线作业2.docx
-
专业技术人员公共危机管理考试.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
以让心底花朵盛开为例分析整理议论文分论点的设置.docx
-
质量管理部工作标准.docx
-
中班主题六做个好孩子并不难.docx
-
仪器仪表学习培训试题.docx
-
移动医护信息系统建设方案.docx
-
应用三菱GX Developer编程软件编写SFC顺序功能图的方法.docx
-
中国互联网企业的微博营销互联网时代解析.docx
-
易鑫二手车贷款竞品分析报告.docx
-
游艺娱乐场所申请办事流程与相关表格模板.docx
-
易艾灸的专业培训流程.docx
-
易错题精选最新时事政治外汇的技巧及练习题附答案2.docx
-
中国物价水平分析.docx
-
幼儿园活动设计复习题.docx
-
英语语法从句讲解经典.docx
-
影楼设计实战笔记09 最美证件照 形象照.docx
-
英语期末考试测试题.docx
-
幼儿园中班活动案例分析有趣的动物朋友.docx
-
中级安全工程师安全生产管理考试真题及答案 36.docx
-
应急救援方面的文件.docx
