 酚醛复合风管工艺流程解析.docx
酚醛复合风管工艺流程解析.docx
- 文档编号:1700146
- 上传时间:2022-10-23
- 格式:DOCX
- 页数:7
- 大小:183.76KB
酚醛复合风管工艺流程解析.docx
《酚醛复合风管工艺流程解析.docx》由会员分享,可在线阅读,更多相关《酚醛复合风管工艺流程解析.docx(7页珍藏版)》请在冰豆网上搜索。
酚醛复合风管工艺流程解析
钢面酚醛复合风管制作及安装工艺
一、钢面酚醛复合风管制作
钢面酚醛复合风管融合了传统材料和现代技术的双重优点,既增强了板材的保温性能,同时提高了外表强度及防火性能。
它还具有防水,无味,不裂,不变形,不燃,高强质轻,施工方便,使用寿命长等特点。
本工艺基础制作及安装程序如下:
准备工作→风管制作→风管连接
1)准备工作
施工前准备一整套专用施工工具,制作工作平台。
对施工人员进行现场技术交底、安全交底。
分解风管施工图,确定空调设备及风管各部件的安装位置,将风管系统拆解为直风管、弯头、变径、三通、四通等等;确定各直风管及异型管的合理长度和数量;确定风管与空调设备及风管各部件的连接方式及相应的连接辅件;确定风管的加固方式;核算板材的用量;根据风管的拆分情况并结合主辅材配比表核算各种辅材的用量。
由于酚醛泡沫板材尺寸为4000×1200㎜及2000×1200(长×宽)两种,而设计风管的规格尺寸各式各样,所以在划线过程中应精确计算、合理地划线、切割下料是降低材料损耗的关键。
2)风管制作
风管制作流程:
放样→切割、压弯→成形→加固
(1)放样
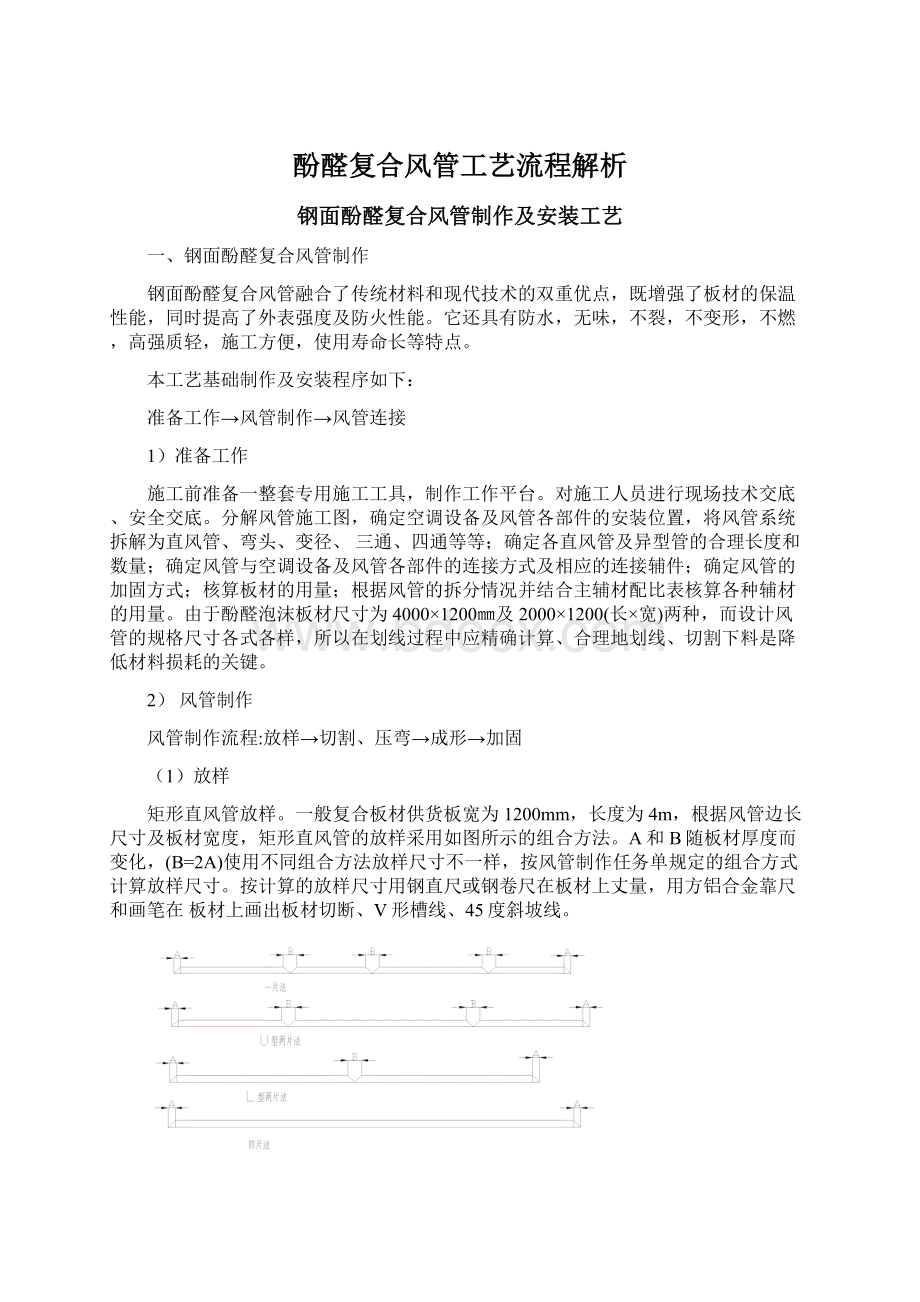
矩形直风管放样。
一般复合板材供货板宽为1200mm,长度为4m,根据风管边长尺寸及板材宽度,矩形直风管的放样采用如图所示的组合方法。
A和B随板材厚度而变化,(B=2A)使用不同组合方法放样尺寸不一样,按风管制作任务单规定的组合方式计算放样尺寸。
按计算的放样尺寸用钢直尺或钢卷尺在板材上丈量,用方铝合金靠尺和画笔在板材上画出板材切断、V形槽线、45度斜坡线。
T形矩形风管放样。
T形矩形风管由两根矩形直管组成。
按矩形直风管放样的方法,分别放样。
主管在设计位量开孔,开孔尺寸为对应支管边长。
用钢尺丈量,用画笔和方铝合金靠尺划出切断线、V形槽线、45度斜坡线,如图所示。
矩形弯管的放样(弯头,S形弯管)。
矩形弯管一般由四块板组成。
先按设计要求,在板材上放出侧样板,然后测量侧板弯曲边的长度,按侧板弯曲边长度,放内外弧板长方形样。
画 出切断线、45度斜坡线、压弯区线,如图所示。
矩形变径管的放样(靴形管)。
矩形变径管一般由四块板组成。
先按设计要求,在板材上对侧板放样,然后测量侧板变径边长度,按测量长度对上板放样。
画出切断线、45度斜坡线、压弯处线或V形槽线,如图所示。
矩形分叉管的放样。
分叉管种类很多。
现按r形分叉管说明放样方法。
首先对风管上下盖板放样,放样见下图。
测量内弧管板长度,并放样,再测量外弧管板长度并 放样。
画出切断线、45度斜坡线,如图所示。
(2)切割、压弯
检查风管板材放样是否符合风管制作任务单的要求,划线是否正确,板材有否损坏。
检查刀具刀片安装是否牢固。
检查刀片伸出高度是否符合要求。
直刀刨刀片伸出高度应能切断板材,不伤桌面地毯;单刀刨刀片和双刀刨刀片伸出高度应能切断上层铝箔和芯材,不伤下层铝箔。
双刀刨两刀间距约2mm。
按切边要求选择左45°单刀刨或右45°单刀刨。
将板材放置在工作台上,方铝合金靠尺平行固定在恰当位置。
手持刀具,将刀具基准边靠紧方铝合金靠尺,刨面压紧板材,刀具基准线对准放样线,向前推或向后拉刀具,直刀刨将板材切断;单刀刨将板材切边;双刀刨将板材开槽。
角度切割时,要求工具的刀片安装时向左或向右倾斜45°,以便切出的“V”型槽口成90°,便于折成直角。
切割时刀具要紧贴靠尺以保证切口平直并防止切割尺寸误差。
板材切断成单块风管板后,将风管板编号,以防不同风管的风管板搞错。
对于弯曲面的板材,将切割下料后的板材用压弯机在压弯区内压弯。
扎压风管曲面时,扎压间距一般在30~70cm之间。
内弧半径小于150mm时,扎压间距为30mm;内弧半径在150~300mm时,扎压间距为35~50mm;内弧半径大于300mm时,扎压间距为50~70mm。
扎压深度不宜超过5mm。
板材压弯利用折弯机在所需的压弯处扎压,使板材出现“V”形凹槽。
板材弯曲成形后,它与主板的接缝要尽可能紧密,这样便于风管的粘接成形,且粘接牢固。
(3)成形
按风管制作任务单检查风管面板是否符合设计要求。
清洁板材切割面的粉末,清除油渍、水渍、灰尘。
用毛刷在切割面上涂刷胶粘剂。
待涂胶不粘手时,将风管面板按设计要求粘合,并用刮板压平。
对难以刮平的部分,可用木锤轻轻锤平。
检查板材接缝粘接是否达到质量标准。
清洁板材需粘接压敏铝箔胶带的表面。
在板材接缝处从一端至另一端按对中位置粘上压敏铝箔胶带。
压敏铝箔胶带粘在一边的宽度不小于20mm。
用塑料刮板,刮平胶带,使胶带粘接牢固。
清洁待施胶的风管内四角边。
用密封胶枪在风管角边均匀施胶。
密封胶封堵后,压实。
用钢尺和角尺检查粘接成形的风管质量。
(4)加固
风管的加固有两种方法。
一种是角加固,一种是平面加固。
风管边长>1000mm时采用平面加固;3000mm≤边长时采用四角加固,边长<3000mm时风管四个角只需在对接的那个角加固一个镀锌直角垫片。
平面加固是将加固支撑按需加强风管的边长用砂轮切割机下料,切断DN15镀锌管。
在镀锌管两端,各放入60mm长圆木条。
用夹钳将圆木条固定在镀锌管两端。
按设计要求用钢尺在风管面确定加强点。
加固方法见图。
边长≧2000mm需增加外加固,外加固采用∠30*3以上角钢制作成抱箍状,箍紧风管。
风管角加固是在风管四角粘贴厚度0.75mm以上的镀锌直角垫片,直角垫片的宽度与风管板材厚度相等,边长不小于55mm,如图所示。
3)风管连接
钢面酚醛复合板风管管段连接,以及风管与阀部件、设备连接的基本形式如表所示。
风管与阀部件、设备连接的基本形式
连接方式
附件材料
适用范围
45°角粘接
铝箔胶带
b≤500mm
槽形插件连接
PVC
低压风管b≤2000mm
中、高压风管b≤1600mm
工形插件连接
PVC
低压风管b≤2000mm
中、高压风管b≤1600mm
铝合金
b≤3000mm
“H”连接法兰
PVC、铝合金
用于风管与阀部件、设备连接
注:
1在选用PVC及铝合金成形连接件时,应注意连接件壁厚,插接法兰件的壁厚应大于或等于1.5mm。
风管管板与法兰(或其他连接件)采用插接连接时,管板厚度与法兰(或其他连接件)槽宽度应有0.1mm~0.5mm的过盈量,插件面应涂满胶粘剂。
法兰四角接头处应平整,不平度应小于或等于1.5mm,接头处的内边应填密封胶。
低压风管边长大于2000mm、中高压风管边长大于1500mm时,风管法兰应采用铝合金材料。
2b为内边长。
(1)主风管与支风管的连接
主风管上直接开口连接支风管可采用90°连接件或其他专用连接件,连接件四角处应涂抹密封胶。
当支管边长不大于500mm,也可采用切45°坡口直接连接。
(2)管与柔性风管的连接
主风管与柔性风管的连接应注意将环状止口顶在复合板上,再扳边固定,如图所示。
(3)风管与部件的连接方式,采用“F”法兰连接,如图所示。
二、钢面酚醛复合风管安装
1、安装前风管的检查
(1)风管按分段尺寸制作成型后,应按系统编号并标记,以便安装。
(2)风管的尺寸,法兰安装是否正确。
(3)风管及法兰制作允许偏差应符合下表规定。
(4)风管安装前应清除其内,外表面粉尘及管内杂物。
风管及法兰制作允许偏差
风管边长
允许偏差(mm)
边长偏差
表面平整度
管口对角线之差
法兰或管口端面平整度
B≤320
≤2
≤3
≤3
≤2
320<B≤2000
≤3
≤5
≤4
≤4
2、支吊架安装
风管水平方向边长
a≤400
400<a≤1000
1000<a≤1500
1500<a≤2000
名称
件数
支吊架最大间距:
4m
支吊架最大间距:
3m
横梁
b≤400
1
┗25×3
┗25×3
┗36×3
┗50×3
400<b≤1000
1
┗25×3
┗30×3
┗40×3
┗50×3
1000<b≤1500
1
┗30×3
┗36×3
┗45×3
┗56×3
吊杆
2
φ10
螺母
4
M10
垫圈
2
φ10


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 酚醛 复合 风管 工艺流程 解析
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 转基因粮食的危害资料摘编Word下载.docx
转基因粮食的危害资料摘编Word下载.docx
-
高中英语词组大全Word文档下载推荐.docx
-
卫计局年工作总结及新年工作计划Word格式.docx
-
贵州省煤矿安全管理人员安全资格证A考试概况Word格式.docx
-
系统集成项目招标文件Word文件下载.docx
-
电子商务考试题总汇打印版打印打印Word下载.docx
-
选调生考试备考言语理解与表达真题Word文档格式.docx
-
高考物理实验题专练 专练15Word文档格式.docx
-
加装奥迪A4L蓝牙电话功能Word文档下载推荐.docx
-
学年下学期好教育高三月考仿真卷A卷 语文 学生版后附详解Word文档下载推荐.docx
-
净化生产车间工程一般施工技术施工方案Word文档格式.docx
-
内蒙古呼和浩特市第六中学学年高一政治下学期期末考试试题Word下载.docx
-
证券行业客户经理电话营销技巧与实例Word文档下载推荐.docx
-
叶芝 苇间风文档格式.docx
-
最新中美贸易摩擦的原因及解决对策1论文Word文件下载.docx
-
意义的近义词Word格式文档下载.docx
-
上海市中考英语试题S.docx
-
专题12观点论证类设问.docx
-
附加安心重疾条款.docx
-
设计变更管理办法修改意见稿FINAL汇编.docx
-
毕业赠言毕业致词精选多篇.docx
-
银行新员工代表发言稿精选多篇.docx
-
北京市朝阳区届高三第一学期期末语文试题Word版含答案.docx
-
HL线切割使用说明书模板.docx
-
车工实训周记.docx
-
USBHID键盘扫描码.docx
-
Apmpoqu4调研报告.docx
-
最熟悉的陌生人作文八篇.docx
-
被动语态综合讲解.docx
-
部编版语文七上第五单元16猫同步练习试题.docx
-
软件体系结构作业2.docx
-
钢管管道安装焊接施工工艺.docx
-
大学生顶岗实习工作总结三篇.docx
-
北师版六年级数学下册6年级数学易错题汇集.docx
-
财务报表分析例题.docx
-
会议记录格式以及范文.docx
-
环境管理计划书.docx
-
初级育婴师操作考核内容和要求.docx
-
高考语文经典范文3篇语文.docx
-
汽车发动机构造与维修总复习题及复习资料要点.docx
-
交管12123学法减分测试题附答案通用版023.docx
-
抗浮锚杆施工方案.docx
-
沥青拌和站管理制度汇编.docx
-
读《红楼梦》有感字.docx
-
工作报告之家居顾问实习报告.docx
-
分数的意义张齐华教学实录.docx
-
防汛工作预案防汛应急预案参考范文.docx
-
建筑工程专业术语.docx
-
部编版七年级下册语文基础知识汇总.docx
-
大学班级毕业演讲稿3分钟精选.docx
-
桦南小学教师招聘考试真题含答案及部分解析.docx
