 工业管道管线安装交工资料Word文档下载推荐.docx
工业管道管线安装交工资料Word文档下载推荐.docx
- 文档编号:16784044
- 上传时间:2022-11-26
- 格式:DOCX
- 页数:20
- 大小:25.42KB
工业管道管线安装交工资料Word文档下载推荐.docx
《工业管道管线安装交工资料Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《工业管道管线安装交工资料Word文档下载推荐.docx(20页珍藏版)》请在冰豆网上搜索。
管道吹扫清洗记录
12
气密性试验记录
13
安全附件安装记录
14
管道试运行记录
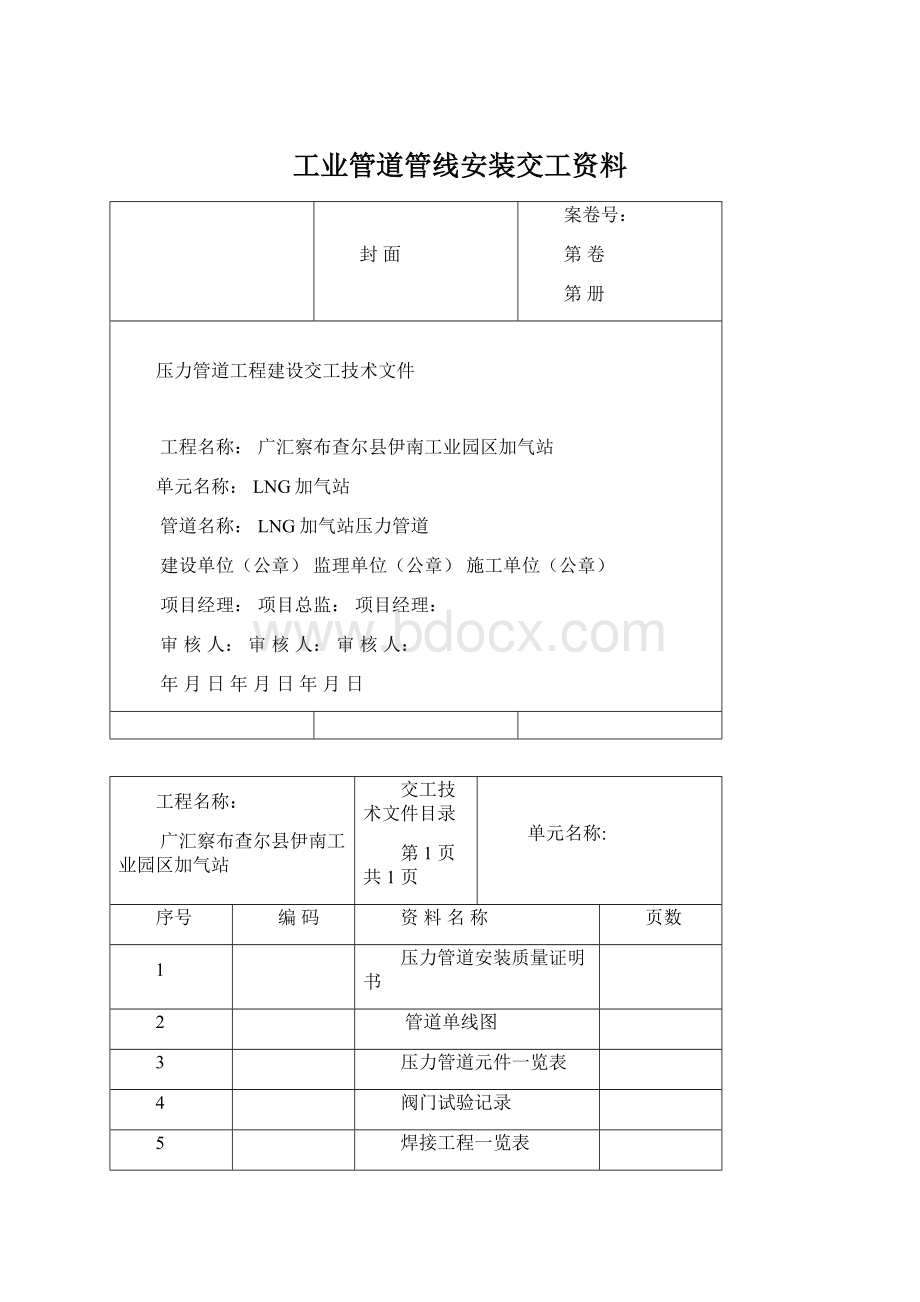
工程名称
广汇察布查尔县伊南工业园区加气站
工程编号
2013-XJ-002(14)
交工单元名称
LNG加气站
交工单元编号
燃-施-A-01-燃-02
安装开工日期
2013.11
安装竣工日期
2014.6
管道级别
GC1,GC2
管道长度
269.2m
设计单位
中国市政工程西北设计研究院有限公司
监理单位
新疆金石建设项目管理有限公司
无损检测单位
青岛渊知无损检测技术工程有限公司
安装监检单位
伊犁哈萨克自治州特种设备检验检测所
使用单位
察布查尔广汇天然气有限责任公司
本压力管道的安装经质量检验,符合《压力管道安装技术监察规程》,设计文件和GB50235,GB50236,GB50264,CJJ33,SH3501的要求
附:
《压力管道安装汇总表》共1页
检验员:
日期:
质量保证工程师:
安装单位:
山东兴润建设有限公司
年月日
特种设备安装许可证编号:
TS3810363-2015
压力管道安装汇总表
证明书编号:
交工单元名称:
交工单元编号:
燃-施-A-01-燃-02
管线号
设计
压力
(Mpa)
温度
(℃)
输送介质
管道材质
管道
规格(mm)
管道长度(m)
铺设方式
焊口数量
检测方法/比例(%)
耐压试验介质
压力试验压力
(MPa)
泄露试验压力
吹扫方法
防腐方式
保温(绝热)方式
02-100
GC1
1.6
-196
BOG
0cr18Ni9
Ф57×
3.5
7.5
管架
14
RT
100%
氮气
0.7
空气
刷漆
保冷
02-201
Ф38×
13.5
7
02-200
LNG
7.4
15
02-300
7.3
04-100
32
Ф25×
5.1
洁净水
25
04-201
04-202
CNG
8.4
20
04-301
70
04-302
26
05-201
NG
56
20%
06-100
冷态天然气
48
06-300
18
06-200
24
06-201
高压冷态天然气
填表:
审核:
共1页
广汇察布查尔县伊南工业园区加气站
类别
材料
管线名称及编号:
LNG压力管道
名称规格
数量
检验情况
合格证编号
无缝钢管Ф38×
56米
合格
09040520
无缝钢管Ф89×
12米
TS2710F59-2009
不锈钢管Ф10×
9米
DR/T8163-2008
不锈钢管Ф57×
32.9米
DR/QZB-00155
不锈钢管Ф38×
55.3米
试验合格
不锈钢管Ф32×
不锈钢管Ф25×
111.5米
不锈钢法兰DN50
8个
01100096222/02
不锈钢法兰DN32
4个
碳钢法兰DN20
6个
不锈钢长轴截止阀DN50
不锈钢长轴截止阀DN15
2个
不锈钢短轴截止阀DN32
1个
不锈钢短轴截止阀DN25
安全阀DN20
3个
16
低温高压截止阀DN20
17
不锈钢针心阀DN20
JBH120728-02
(后附质量证明书、阀门试验记录)
数量(台)
高压气相阀DN10
JBH120728
19
减压阀DN20
铸钢球阀DN20
21
阻火器DN50
22
排污阀DN15
23
不锈钢弯头DN50
11个
不锈钢弯头DN32
10个
不锈钢弯头DN20
13个
不锈钢弯三通DN50
27
不锈钢弯三通DN32
28
不锈钢弯三通DN20
16个
29
不锈钢变径Ф57×
38
30
31
不锈钢变径Ф38×
阀门试验记录
单元名称:
名称
型号/规格
公称压力
压力试验
密封试验
上密封试验
备注
介质
时间
(min)
闸阀
Z41H-25DN25
2.5
水
3.75
2.75
Z41H-25DN65
Z41H-25DN80
技术负责人:
质量检查员:
试验人:
年月日
焊接工程一览表
2012年10月21日
6万吨/年戊烷分离项目
施工单位
山东华显安装建设有限公司司
施工日期
2012-10-21
设备、容器或管道及规格
压力管道:
Φ133×
5Φ108×
5Φ89×
5Φ76×
4
部件名称
规格
㎜
材
质
焊口数量m/个
焊接方法
焊工代号
焊接材料牌号
预热温度(℃)
焊后热处理温度及恒温时间(℃/小时)
无损探伤方法
各种检测报告及图纸编号
焊条
焊丝
代割样
无损探伤
热处理
简图
报告
硬度
LS1001
133
20#
19/10
氩电联焊
40932
J422
J50
√
57
416/121
氩弧焊
03809
LS1002
76
6/29
03514
LS1003
11/31
02900
LS1004
14/33
03515
LS1005
89
20/35
LS1006
24/35
焊接记录
2012年10月21日焊—02
编号:
HXLX001
日期
管线
(设备)号
规格
材质
焊接方法
焊接材料
环境温度
焊前预热及
焊后热处理
焊缝号
外观检查
探伤结果
10.21
Φ133×
J422/J50
19℃
1-10
符合要求
Φ57×
氩弧焊HHUHAMHUHAN
1-59
Φ76×
1-29
1-31
1-33
10.22
18℃
60-1219
1-35
记录者:
SH3503-J407
管道系统安装检查记录
蒸汽管道安装
检查内容
检查结果
管道组成件安装完毕、正确
阀门、法兰、螺栓、垫片安装正确
支、吊架安装正确
焊缝布置及结构
焊缝外观检验合格
无损检测合格
热处理合格
管道颜色标记
结论:
专业工程师:
质量检查员:
班(组)长:
建设/监理单位
施工单位
管道安装记录
管施—05
单位工程名称
施工图号
分部
(分项)工程名称
施工日期
管道(系统)编号
数量
19m
6m
11m
14m
接口型式
V
对口间隙(㎜)
错口(㎜)
0.2
0.3
座标(㎜)
标高(㎜)
-2
垂直度(㎜)
弯曲度(㎜)
坡度%
0.1
安装施工质量要求
项目质量要求
检查意见
1、支、吊、托架:
位置正确,间距结构型式符合规范及图纸,连接牢固。
2、阀门安装:
位置正确,规格、型号符合图纸,开闭灵活。
3、防腐油漆:
除净污垢表面呈金属光泽,油漆均匀不漏涂。
4、焊接:
焊口平直,焊缝尺寸符合规范、无夹渣、气孔、裂纹及严重咬肉等缺陷。
5、法兰连接:
对应把紧、平行、同轴与管道中心垂直,垫片安置正确。
6、承插口填料:
环形缝均匀,灰口表面平整密实饱满。
7、丝接:
应紧固,管端清洁不乱丝,并留2-3扣。
G12007
Φ89×
20m
24m
-4
焊缝外观质量检查记录
2012年10月21日编号
工程名称
焊材型号
焊接方法
产品名称
压力管道(LS1001)
Φ3.2
标准依据
GB
项目
结果
编号
管道编号
焊缝编号
焊接缺陷
焊缝宽窄差(㎜)
咬边及边缘不满的深度、长度(㎜)
焊缝高低查(㎜)
错边(㎜)
表面凹陷弧坑深度、长度(㎜)
质量评定
无
0.5
0.4
0.6
0.8
1.2
1.5
0.9
检查:
记录:
管道吹扫、清洗
(置换)记录
管线号
工作介质
吹洗
置换
介质
鉴定
蒸汽
—
备注:
合格


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 工业 管道 管线 安装 交工 资料
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
-
计算题测试文档格式.docx
-
会计年终总结范文精选10篇Word文件下载.docx
-
基坑支护及降排水方案Word格式文档下载.docx
-
古代诗歌鉴赏一剪梅学案Word文档格式.docx
-
国标舞考级Word文件下载.docx
-
机电工程质量验收规范是什么Word文档下载推荐.docx
-
技术员工作自我评价文档格式.docx
-
交警支队车棚改造工程施工合同文档格式.docx
-
护士变更注册申请审核表与示范文本Word文档下载推荐.docx
-
最新学校新冠肺炎疫情防控应急预案Word文件下载.docx
-
GB50204钢筋规范之欧阳总创编Word格式文档下载.docx
-
《半期整改措施》Word格式.docx
-
诊断 症状学腰背痛关节痛汇总.docx
-
英美文学欣赏The Analysis of Shelleys Ode to the West Wind.docx
-
增值税营改增所得税消费税车购税测试题.docx
-
整理二级建造师管理真题.docx
-
英语三级重点高频词汇导入背单词APP使用.docx
-
浙教版学年九年级数学上册第2章测试题及答案.docx
-
证件照教学设计方案.docx
-
优品课件之《从锁国走向开国的日本》教案.docx
-
整理北京交通大学万用表组装实验报告.docx
-
质量管理计划.docx
-
有机化学鉴别.docx
-
整理照明灯饰灯具行业分类英语词汇.docx
-
濉溪县城市总体规划公示.docx
-
智能化工程质量验收记录表.docx
-
学生会纪检部工作总结.docx
-
幼儿园保教主任发言稿.docx
-
跆拳道协会工作总结.docx
-
中国茶叶店连锁市场竞争分析与竞争战略研究报告.docx
-
学宪法讲宪法主题演讲稿800字精选5篇弘扬宪法精神演讲稿5篇.docx
-
《成都市国民经济和社会发展第十二个五年规划纲要》.docx
-
国际心肺复苏CPR与心血管急救ECC指南.docx
-
农村土地流转情况管理意见.docx
-
厂区监控系统方案.docx
-
常见微生物的界门纲目科属种中英文对照.docx
-
建筑工程质量通病和解决措施.docx
-
中考物理复习策略及知识归纳.docx
-
大学语文下教案.docx
-
起重作业安全生产培训资料.docx
-
普通沥青混凝土路面施工工艺.docx
-
MATLAB课程设计.docx
-
依法行政工作总结1.docx
-
安全投入保障制度.docx
-
招聘流程及制度.docx
-
《幻侠乔尹》精要攻略.docx
-
XX数字动漫文化产业园项目建设商业计划书.docx
-
9第九章 微表处混合料的配合比设计.docx
-
大学毕设论文黄金矿充填系统设计论文说明书.docx
-
中考湘潭市中考英语作文万能写作模板高分必备.docx
