 T型接头与管座角接头焊缝超声波探伤技术Word文档下载推荐.docx
T型接头与管座角接头焊缝超声波探伤技术Word文档下载推荐.docx
- 文档编号:16691478
- 上传时间:2022-11-25
- 格式:DOCX
- 页数:21
- 大小:164.66KB
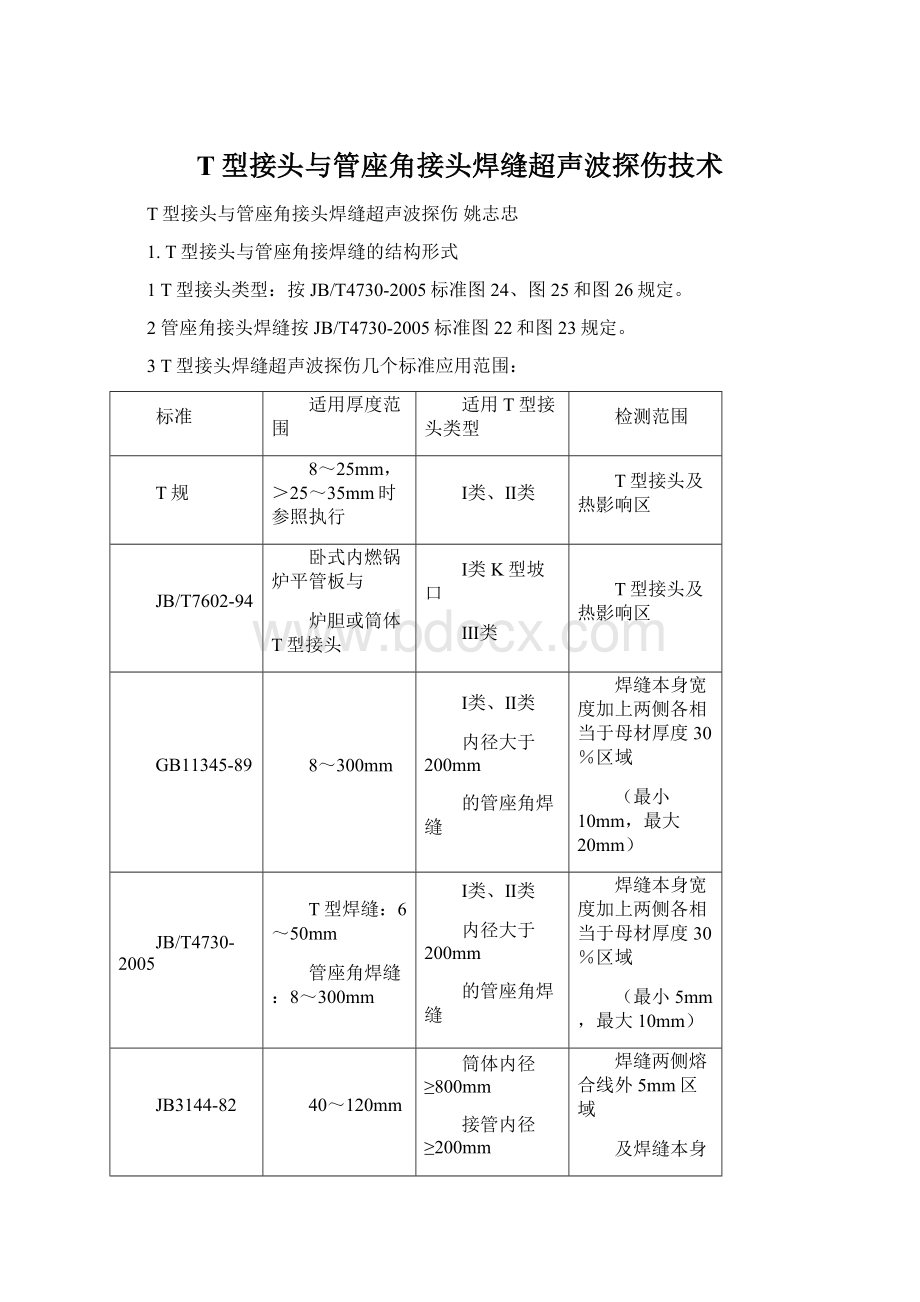
T型接头与管座角接头焊缝超声波探伤技术Word文档下载推荐.docx
《T型接头与管座角接头焊缝超声波探伤技术Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《T型接头与管座角接头焊缝超声波探伤技术Word文档下载推荐.docx(21页珍藏版)》请在冰豆网上搜索。
A型显示脉冲反射式探伤仪,推荐采用数字探伤仪。
要求:
频率1~5MHz。
T水平线性误差不大于1%。
垂直线性误差不大于5%。
其余:
动态范围不小于26dB。
衰减器精度:
任意相邻12dB误差≤1dB,最大累计误差不超过1dB。
衰减器总量80dB以上,且连续可调,步进档级≤2dB。
采用数字式探伤仪的优点:
a.可准确测出缺陷波声程,有利于区分缺陷波与非缺陷波,有利于判伤。
b.缺陷深度和水平距离可随时转换,有利于定位。
c.有利于准确测出缺陷本身高度和埋藏深度。
d.可打印出缺陷回波图像及缺陷参数和检验报告,提供真实缺陷纪录数据。
e.可储存数据,在复测时核查对比。
2探头
探头晶片尺寸:
园晶片直径≤14mm,方晶片任一边长≤13mm(T规规定)、≤16mm(GB/T7602规定)。
直探头和双晶直探头:
盲区不大于5mm,双晶直探头声束交点应与翼板厚度相对应。
斜探头K值:
规和GB/T7602规定:
K=1.0~2.5。
GB11345规定:
板厚<25mm,β=70°
(K2.5)
板厚在25~50mm,β=60°
(K2.5、K2.0)
板厚>50mm,β=45°
(K1、K1.5)
JB/T4730和JB3144规定:
板厚8~25mm,K=3.0~2.0(β=72°
~60°
)
>25~46mm,K=2.5~1.5(β=68°
~56°
>46~120mm,K=2.0~1.0(β=60°
45°
实际探伤时斜探头要求:
前沿不应过大,一般取≤10mm。
对根部未焊透等缺陷,尽量选用K1探头。
探测频率:
板厚δ>25mm时采用2.5MHz。
16mm<δ≤25mm时采用2.5MHz较好,也可用5MHz。
δ≤16mm时应采用5MHz。
3系统性能
灵敏度余量:
系统有效灵敏度必须大于评定灵敏度10dB以上。
远场分辨力:
斜探头Z≥6dB。
直探头X≥30dB。
3.试块:
①CSK-ⅠA测定仪器、探头及系统性能。
②CSK-ⅢA(Φ1×
6短横孔)调节扫描线比例、灵敏度,绘制距离-波幅曲线。
③RB-T(Φ2×
40长横孔)T规推荐,与CSK-ⅢA作用相同。
④RB-Z(平底孔Φ2、Φ3、Φ4)直探头或双晶直探头对比试块。
⑤当探伤面曲率半径小于或等于
时,(W–探头接触宽度),应采用与探伤面曲率相同对比试块。
4.耦合剂:
(T规和JB/T7602已作出规定)
1推荐采用机油、甘油、浆糊,使用温度≤50℃。
2试块上调节仪器和产品上检测应采用相同耦合剂。
5.检测面与扫查范围
检测面和扫查范围确定的原则有两点,一是确保声束入射方向尽量与所欲检测的主要缺陷垂直,二是声束的扫查范围必须确保扫查到T型接头焊缝和管座角接焊缝的全体积及热影响区范围。
为此,必须合理选择探测面和斜探头的入射角度。
1T型接头焊缝的检测面和斜探头K值
第一种检测方法:
用一种K值(K1或K2)的斜探头在JB/T4730-2005图24、25和26所示翼板外侧位置1利用直射波作单面双侧探伤,当发现缺陷后再用另一种K值探头作进一步复查,确定缺陷方向、位置和埋藏尺寸。
第二种检测方法:
用直探头或双晶直探头在JB/T4730-2005图24、25和26所示位置3检测焊缝与翼板间未焊透或未熔合,翼板侧面焊缝下层状撕裂及焊缝中其它缺陷。
第三种检测方法:
用斜探头在JB/T4730-2005图24、25和26所示的腹板上位置2和位置4利用直射波和反射波(一、二次波)进行探测,可探测根部和中间未焊透,腹板侧未熔合及焊缝中其它缺陷。
当腹板厚度大于25mm时,可用K1和K2探头联合探测,当腹板厚度小于或等于25mm时,可用K1和K2.5探头联合探测。
对根部未焊透和腹板侧未熔合及热影响区裂纹等缺陷,用K1探头效果较好,当一次波探不到焊缝根部时,可适当增加探头K值或减小探头前沿距离。
在实际探测时,可选用第一种探测方法为主,并辅以第二种探测方法为辅进行联合探测,也可选用第三种探测方法为主并辅以第二种探测为辅进行联合探测。
2管座角接头焊缝的检测面和斜探头K值
a.插入式管座角焊缝检测方法:
按JB/T4730-2005图22所示,采用直探头在接管内壁于位置1进行探测;
采用斜探头在筒体外壁位置2利用一次波与二次波进行探测;
对厚壁筒体也可在筒体内壁探测;
采用斜探头在接管内壁位置3利用一次波进行探测,也可喜爱接管外侧利用二次波探测。
斜探头K值可根据板厚选择,当板厚小于或等于20mm时可选用K1和K2.5联合探测,当板厚大于20mm时可选用K1和K2联合探测。
b.安放式管座角焊缝如JB/T4730-2005图23所示,按下列方法探伤:
采用直探头在筒体内壁于位置1进行探测,采用斜探头在接管外侧利用二次波于位置2利用一次波与二次波进行探测;
对厚壁筒体也可在接管外侧利用二次波探测。
斜探头K值可根据板厚选择,当板厚小于或等于20mm时可选用K1和K2.5联合探测,当板厚大于20mm是可选用K1和K2联合探测。
3探测面宽度
斜探头在翼板外侧位置1探测,筒体移动区P1为:
P1≥K(T+δ)+t。
式中:
K——斜探头K值
T——翼板厚度(mm)
δ——焊缝宽度(腹板厚度方向mm)
t——腹板厚度(mm)
斜探头在腹板两面作单侧单面探测,筒体移动区P2为:
P2≥2Kt+δ
δ——焊缝宽度(翼板厚度方向mm)
直探头或双晶直探头在翼板面扫查时,筒体移动区为焊缝轮廓线之间区域。
6.关于扫描线比例
1T型接头焊缝探伤扫描线比例调节:
当板厚小于或等于25mm时,扫描线比例利用CSK-ⅢA试块推荐按深度2:
1,水平2:
1或水平1:
1调节。
当板厚大于25mm时,扫描线比例利用CSK-ⅢA试块推荐深度1:
2管座角焊缝探伤扫描线比例调节:
直探头探伤时,可利用工件上或试块上已知尺寸的底面回波来调整适当比例。
斜探头探伤时,为有利于对缺陷判断,推荐声程比例法,即利用CSK-ⅠA或ⅡW2试块按声程比例调节,使最大探测声程位于探伤仪扫描线上第6~8格之间。
7.关于检测灵敏度
T型接头和管座角接头焊缝超声波探伤时,检测灵敏度应根据所探产品规定执行的标准要求调节。
JB/T4730-2005标准规定斜探头按表19和表20规定。
直探头按表21(管座角焊缝)和表22(T型接头)规定。
JB/T7602-94规定:
用CSK-ⅢA,不用RB-T。
评定线Φ1×
6-12dB
定量线Φ1×
6-6dB
判废线Φ1×
6+2dB
T规规定:
CSK-ⅢA和RB-T用途相同,其原因为:
①两者反射体类型不同,RB-T为Φ2×
30长横孔,CSK-ⅢA为Φ1×
6短横孔,两者灵敏度不相等。
②两者距离-波幅曲线规律不同:
RB-T的Φ2×
30长横孔遵循30lgX即(9dB)距离-波幅曲线规律。
CSK-ⅢA的Φ1×
6短横孔在近场遵循30lgX即(9dB)长横孔距离-波幅规律,在远场遵循平底孔40lgX即(12dB)的距离-波幅曲线规律。
③两者的检测对象不同
RB-T控制未焊透等线状缺陷为主。
CSK-ⅢA控制点状缺陷为主,也可控制线状缺陷,对中厚板灵敏度偏高。
当探测曲面工件按下列办法执行:
ⅰ.如图1所示,当探头与曲面工件接触面最大尺寸W及曲面工件直径D满足下式时,可按平板工件要求进行探测,一般可不必进行检测灵敏度曲面修正。
a.一般要求时:
W<
(1)
W——探头与工件接触面最大尺寸,对直探头为探头直径(此时晶片尺寸比此值还要小),对斜探头,当作筒体纵向探测时为筒体宽度,作周向探测时为筒体接触面长度;
D——工件直径,在外部探测时为工件外径,内部探测时为工件内径。
此时,筒体接触面与工件最大间隙h≤0.5mm。
其耦合效果约为平板工件的50%左右。
(1)式推导为:
设R为曲面半径(探头在内部探为内半径,探头在外部探为外半径),则R=
。
由图得R2=(
)2+(R-h)2
得R2=
+R2-2Rh-h2
当h=0.5时得R2=
+0.25=
即W=
当W≤
或R≥
时
可满足检测要求,故JB/T4730-2005等标准均运用这一结果。
此时一般不必进行修正,如要精确探伤,还可比平板试块提高3dB左右灵敏度。
图1探头与曲面工件接触示意图
b.较高要求式
W≤
(2)
此时探头接触面与工件最大间隙h≤0.06mm,其耦合效果约为平板工件的80%左右。
(2)式中推导与
(1)式相同,只要取h=0.06mm即可求得,此时可不必进行灵敏度修正。
ⅱ.当探头接触面尺寸与工件直径不能满足式
(1)和式
(2)时,就应采用曲面试块调节探伤条件。
a.直探头探伤,曲面试块的探头接触面曲率半径应与工件曲率半径相同,材质也应相同。
试块反射体按所执行的标准要求。
b.斜探头探伤曲面试块材质和曲率半径与工件相同。
其反射体可为离探测面一定深度h的Φ2横孔。
此时斜探头入射点可在任一标准试块90°
棱角上测试。
斜探头折射角可按图2所示方法测试。
图2斜探头用曲面试块测定折射角
设A为入射点,B为试块上离探测面深hmmΦ2横孔,R为试块外半径,β为折射角,L为探头入射点至Φ2横孔的弧长,可实际测量,则图2中θ=
=57.3L/R,探头入射点至横孔的声程AB=S,可由仪器扫描线上横孔回波处声程读数得到,也可按下式求得:
S=
,则斜探头折射角β为:
β=sin-1(
8.关于缺陷位置的确定
1T型焊缝超声波探伤对缺陷位置的确定
a.斜探头在翼板上探测
图3斜探头翼板探测时缺陷波示意
斜探头在图3所示翼板上位置1A探测时,如焊缝中存在缺陷F,则缺陷波F出现在焊角AB的回波B之前,缺陷F的深度和水平距离可由缺陷最大反射波在扫描线上位置确定,只要读出其中一个(如深度)值,另一个(如水平距离)值可根据探头K值换算出。
缺陷波F一般出现在一次波声程处,如经测试F波的深度小于翼板厚度T,则说明缺陷位于翼板内,反之说明缺陷F位于焊缝内,如F波深度等于翼板厚T则说明缺陷F正在位于翼板侧熔合线处,以此可提供判断缺陷性质的依据。
斜探头在图3所示位置1A探测时,如焊角CD处无缺陷,则不出现焊角CD回波。
b.斜探头在腹板探测
图4斜探头在腹板上探测缺陷波示意图
斜探头在图4所示腹板位置2探测时,如焊缝中存在缺陷F,此时缺陷波的水平距离L和离探测面深度h的确定与平板对接焊缝相同。
如缺陷波在扫描线上水平距离读数L1大于探头到翼板实际距离L2时,说明缺陷在翼板内,反之则说明缺陷在焊缝内,如L1=L2,则缺陷正好处于翼板侧熔合线处,以此可判定缺陷性质提供依据。
c.直探头或双晶直探头在翼板外侧如图1所示位置3探测时对缺陷的定位方法与钢板相同。
当缺陷深度小于翼板厚度时,说明缺陷在翼板内,当缺陷深度等于翼板厚度时,缺陷位于熔合线处,缺陷深度大于翼板厚度,缺陷位于焊缝内。
②管座角焊缝超声波探伤对缺陷位置的确定
a.插入式管座角焊缝超声波探伤缺陷位置的确定
ⅰ.斜探头在筒体外园面探测
如图所示,当斜探头在筒体外园面探测插入式管座角焊缝时,由于管座角焊缝相贯线呈马鞍形,当探头在筒体两最高点平行于筒体对准管座角焊缝探测时,可按平板对接焊缝探伤方法对焊缝中缺陷定位。
当探头在筒体两最低点沿筒体周向探测管座角焊缝时,可按筒体纵焊缝探伤方法对缺陷定位。
当探头在除以上四个特殊点外的其它位置探测角焊缝时,由于每一处的曲率半径不同,缺陷位置确定要根据具体探测位置的曲率大小来确定,具体确定缺陷位置的条件有三点:
一是扫描线比例按声程调节,二是在探测时探头不管在何部位均应垂直角焊缝探测,三是将相贯线角焊缝分区分别定位,如图5所示按钟点分区,现分别说明:
图5相贯线角焊缝钟点法分区
在位置0点和6点两点探测时对缺陷定位:
缺陷深度一次波探测h=S·
cosβ=Scostg-1K(4)
缺陷深度二次波探测h=2T-S·
cosβ=2T-S·
costg-1K(5)
缺陷水平距离L=S·
sinβ-S·
sintg-1K(6)
式中S——缺陷声程,可从扫描线上读取;
β——探头折射角;
K——探头K值;
T——筒体璧厚。
在位置3点和位置9点两点探测时对缺陷定位:
外园面一次波探测时缺陷定位:
图6一次波外园面探测缺陷定位
如图6所示,A点为探头入射点,F为缺陷,O为筒体圆心,筒体外半径为R,缺陷声程AF=S,缺陷F至探测面深度为h,缺陷外园面水平弧长,可求得:
h=R-
(7)
=0.0174Rsin-1(
·
sinβ)(8)
外园面二次波探测时缺陷定位:
图7外园面二次波探测缺陷定位
如图7所示,如缺陷在外园面二次波探测时发现,则其外园面水平弧长
和深度h为:
=0.0174R(θ1+θ2)(9)
H=R-P(10)
式中:
θ1=180°
-β-sin-1(
sinβ)
缺陷到圆心距离P=
θ2=sin-1(
S1=
S2=S-S1
R——筒体外半径;
r——筒体内半径;
S——缺陷声程,可从扫描线上缺陷波出现位置读取。
在其它位置探测时,缺陷位置可利用式(7)(8)(9)(10)求得,但此时筒体外、内曲率半径R′与r′由原筒体外内半径R与r乘以某系数求得,该系数为:
位置:
1点、5点、7点和11点该四点时,系数为3。
1点半、四点半、7点半、101点半该四点时系数为1.8。
2点、4点、8点和10点该四点时,系数为1.3。
其余位置可根据以上数据的变化规律自行修正。
ⅱ.斜探头在筒体内圆面探测见图8、9。
焊缝仍按图5所示按钟点分区,在位置0点和6点两点探测时,可按平板焊缝方法对缺陷定位。
在位置3点和9点探测时对缺陷定位为:
图8一次波内圆面探测缺陷定位
如图8所示,A点为探头入射点,O为筒体圆心,r为筒体内半径,缺陷声程AF=S,缺陷F离筒体内表面深度距离为d,缺陷在内表面弧长
,则可求得:
D=
-r(11)
=0.0174rsin-1(
)(12)
图9内圆面二次波探测缺陷定位
如图9所示,如缺陷在内圆面二次波探测时发现,则其内圆面水平弧长
和深度d为:
=0.0174r(θ1+θ2)(13)
D=P-r(14)
θ1=β-sin-1(
缺陷至圆心距离P为:
P=
S——缺陷声程,可从扫描线上缺陷波出现的位置读取;
R——筒体内半径。
在其它位置探测时相应曲率半径按外园面探测相应位置进行修正。
ⅲ.斜探头在接管内壁探测
如图所示,斜探头在接管内壁探测焊缝,可按平板焊缝探伤对缺陷定位,此时缺陷离探测面深度等于接管璧厚时,缺陷处于焊缝与接管熔合线处,深度大于接管璧厚时,缺陷处于焊缝中。
b.安放式管座角焊缝超声波探伤缺陷位置的确定
斜探头在接管内壁对焊缝探测时,可按平板对接焊缝方法对缺陷定位。
9.几种特殊情况探测波型的利用
①直探头(或双晶直探头)在T型焊缝翼板外侧探测时回波特点。
图10直探头翼板探测回波特点
如图10所示,直探头在T型焊缝翼板外侧位置1至位置5探测时,会出现右边的回波示意图,扫描线上回波为:
翼板底波B和焊缝熔合线缺陷F波出现在翼板厚度T处,当焊缝熔合线处无缺陷时,则探头在位置3时,缺陷波F不出现。
若翼板底波B的高度为80%(如图10中探头位置1和5),当探头处于位置2和4时,有一半声束进入焊缝,则此时回波高为底波的二分之一(如图10所示40%),以此规律,可在翼板上确定T型焊缝边缘轮廓线。
②斜探头在T型焊缝腹板上探测时回波特点
如图4所示,斜探头在腹板上探测T型焊缝时,若焊缝中没有缺陷,且探头K值、晶片直径和板厚合适时,会出现翼板外侧底面多次反射波,每次底波之间的间隔正好为翼板厚度T,如图4所示B1B2B3……,当探头K值≥2时,且K值越大,这种现象越明显。
利用底波多次出现这一现象可大致判断,所检测的T型接头焊缝中无大缺陷。
③斜探头在翼板外侧,于焊缝轮廓线内沿平行于焊缝探测时,如荧光屏扫描线上无任何回波,则可判断所探测的T型焊缝内无体积状缺陷及与焊缝成一定角度的其它缺陷。
10.缺陷定量测定
①缺陷定量测定(当量波高测定)
当探测中发现缺陷波后,利用前后、左右移动探头探测,找到缺陷波的最高反射波,与确定检测灵敏度时的距离—波幅曲线比较,测出缺陷最大反射波幅所在区域。
波幅测定允许误差为2dB,缺陷反射波幅可用定量线为基准,记为SL±
×
dB。
缺陷当量:
当用直探头时可用RB-Z试块比较,结合计算或直探头距离-波幅曲线比较,可求得缺陷平底孔当量。
②缺陷指示长度测定
当缺陷反射波只有一个最高点时,且缺陷最高波位于Ⅱ区及定量线,用移动探头降低6dB相对灵敏度法测指示长度ΔL。
在对缺陷扫查测长过程中,如缺陷反射波峰值起伏变化,有多个高点,且端部缺陷波高位于Ⅱ区及定量线,用端部最大峰值法测长ΔL,也可用端部半波高度法测缺陷长度ΔL。
当缺陷最高波位于Ⅰ区(只有一个高点时),或端部缺陷波高位于Ⅰ区(有多个高点时),可将探头向缺陷左右二个方向移动,且均移至波幅降到评定线时的点,该左右两点的探头移动距离为该缺陷指示长度ΔL。
③缺陷深度与高度测定
缺陷深度测定:
直探头探测时,缺陷反射在荧光屏上位置可得出深度,斜探头探测时,前后移动探头找到缺陷最高波在荧光屏上的位置,如深度定位可直接读出,如水平定位可按K值换算Lf=
缺陷高度测定:
利用端点峰值法或端点衍射波分别测出缺陷的上、下端部深度h上、h下,即可求出该缺陷高度。
H=h上+h下。
④T型焊缝中缺陷测量数据纪录
图11缺陷位置纪录示意图
对T型焊缝中缺陷要测出以下数据:
缺陷信号在荧光屏上读得出缺陷水平距离,一次波为X1,二次波为X2,
则缺陷深度h=
(一次波,K为探头K值)或
H=2T-
(二次波,K为探头K值,T为板厚)
缺陷在工件上离工件或基准点距离L,由探头探到缺陷时探头位置离工件左端距离得出:
L′——对缺陷测长时,缺陷左端在工件上距离。
L″——对缺陷测长时,缺陷右端在工件上距离。
则缺陷指示长度L=L″-L′
缺陷最大波幅DAC-SL±
Db
即Φ1×
6-6×
dB
缺陷高度测定纪录
当缺陷为探测面另一面的根部缺陷时(下部开口缺陷),首先测出根部缺陷的角镜反射ΔC在荧光屏上读数(深度mm)。
然后移动探测,测出根部缺陷上端衍射波在荧光屏上读数深度ΔDW上mm,则缺陷高度ΔH=ΔC-ΔDW上。
当缺陷为工件内部埋藏缺陷时,移动探头分别测出缺陷下部端点衍射波ΔDW下和上部端点衍射波ΔDW上在荧光屏上的读数深度,则缺陷本身高度ΔH=ΔDW下-ΔDW上。
11.几种典型缺陷的探测与判别
①缺陷示意图
a.T型接头焊缝缺陷如图12缺陷示意图所示。
图12缺陷示意图(T型接头)
图中:
缺陷1——层状撕裂;
缺陷2——翼板与焊缝未熔合;
缺陷3——焊缝中缺陷(如气孔、夹渣、密集气孔、裂纹等);
缺陷4——腹板侧坡口未熔合;
缺陷5——中间未焊透;
缺陷6——根部未焊透;
缺陷7——焊趾裂纹,在四个焊角处均可能出现。
b.管座角焊缝缺陷如图13管座角焊缝缺陷示意图所示。
图13管座角焊缝缺陷示意图
缺陷1——插入式管座角焊缝接管侧未熔合;
缺陷2——插入式管座角焊缝中间未焊透;
缺陷3——插入式管座角焊缝筒体侧未熔合;
缺陷4——焊趾裂纹,各焊角处均可产生;
缺陷5——焊缝中缺陷(如气孔、夹渣、裂纹等);
缺陷6——安放式管座角焊缝根部未焊透;
缺陷7——安放式管座角焊缝筒体外侧未熔合;
缺陷8——安放式管座角焊缝接管侧未熔合。
②缺陷的探测与判别
a.T型焊缝中缺陷的探测与判别:
ⅰ.层状撕裂
用直探头或双晶直探头在如JB/T4730标准中图24所示位置3探测,缺陷波出现在略小于翼板厚度处。
用K1斜探头在如JB/T4730标准中图24所示翼板外侧位置1探测,反射波较强,
其回波幅度一般≥Φ2×
30-4dB,缺陷波深度≤翼板厚度T,当用K>2的斜探头探测,缺陷检出率下降。
用K2~K2.5斜探头在如JB/T4730标准中图24所示腹板上位置2探测,如图4所示,所得缺陷波水平距离L1大于探头到翼板实际距离L2,回波幅度≥Φ2×
30-4dB,当探头K<2时缺陷检出率下降。
ⅱ.翼板侧未熔合
用直探头或双晶直探头在翼板外侧(如JB/T4730标准中图24位置3)探测,缺陷波正好出现在翼板厚度T处,回波幅度一般大于Φ4平底孔。
用斜探头在翼板外侧如JB/T4730标准中图24位置1一般探测不到。
用K值大于2的斜探头在腹板上探测,回波较高,缺陷波正好位于探头至翼板与焊缝熔合线处。
ⅲ.腹板侧坡口未熔合
用K1探头在腹板上探测效果较好,实际检测时,应根据坡口方向,选择入射声束尽量垂直于坡口面,使未熔合回波达到最高。
ⅳ.未焊透
对双面焊中心未焊透的检测方法为:
检测K型坡口中心未焊透可采用斜探头在腹板上探测,缺陷波正好出现在腹板厚度1/2处,当探头作斜平行扫查时,未焊透波一般不出现。
当斜探头在翼板外侧在焊缝轮廓线内平行于焊缝扫查时,未焊透波一般也不出现。
当斜探头(以K1为好)在翼板外侧垂直于焊缝探测(如JB/T4730标准中图24位置1),缺陷波于翼板厚度处出现,离探头的水平距离正好位于焊缝轮廓线中心。
也可用直探头或双晶直探头于翼板外侧如JB/T4730标准中图24位置3探测,缺陷波正好处于翼板厚度处,此时探头正好位于腹板中心对应处。
对单面焊根部未焊透探测,可采用


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 接头 管座角 焊缝 超声波 探伤 技术
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
-
计算题测试文档格式.docx
-
会计年终总结范文精选10篇Word文件下载.docx
-
基坑支护及降排水方案Word格式文档下载.docx
-
古代诗歌鉴赏一剪梅学案Word文档格式.docx
-
国标舞考级Word文件下载.docx
-
机电工程质量验收规范是什么Word文档下载推荐.docx
-
技术员工作自我评价文档格式.docx
-
交警支队车棚改造工程施工合同文档格式.docx
-
护士变更注册申请审核表与示范文本Word文档下载推荐.docx
-
最新学校新冠肺炎疫情防控应急预案Word文件下载.docx
-
GB50204钢筋规范之欧阳总创编Word格式文档下载.docx
-
《半期整改措施》Word格式.docx
-
诊断 症状学腰背痛关节痛汇总.docx
-
英美文学欣赏The Analysis of Shelleys Ode to the West Wind.docx
-
增值税营改增所得税消费税车购税测试题.docx
-
整理二级建造师管理真题.docx
-
英语三级重点高频词汇导入背单词APP使用.docx
-
浙教版学年九年级数学上册第2章测试题及答案.docx
-
证件照教学设计方案.docx
-
优品课件之《从锁国走向开国的日本》教案.docx
-
整理北京交通大学万用表组装实验报告.docx
-
质量管理计划.docx
-
有机化学鉴别.docx
-
整理照明灯饰灯具行业分类英语词汇.docx
-
濉溪县城市总体规划公示.docx
-
智能化工程质量验收记录表.docx
-
学生会纪检部工作总结.docx
-
幼儿园保教主任发言稿.docx
-
跆拳道协会工作总结.docx
-
中国茶叶店连锁市场竞争分析与竞争战略研究报告.docx
-
学宪法讲宪法主题演讲稿800字精选5篇弘扬宪法精神演讲稿5篇.docx
-
八年级生物上册全册教案.docx
-
八年级政治期末考试题及答案新人教版.docx
-
白酒营销案例策划方案滴香醉月酒营销推广方案营销人必读.docx
-
班组建设事迹材料精选多篇doc.docx
-
半导体发展史.docx
-
保卫部门年终总结3000字1.docx
-
北大钢筋施工方案.docx
-
北京市施工现场检查评分表AQC76AQC716doc.docx
-
北师大版四年级数学上册知识点优质版.docx
-
鼻咽癌饮食安排.docx
-
毕业设计选题管理系统.docx
-
变压器接法对谐波的影响要点.docx
-
病句类型及例句大全.docx
-
步步高届高三数学大一轮复习 26对数与对数函数教案 理 新人教A版.docx
-
部编版小学六年级下册语文词语积累汇编.docx
-
部编本人教版最新版高中物理 第三章4 无线电波的发射传播和接收学案 教科版选修34必做练习.docx
-
部编一年级语文下册看拼音写词语汇总.docx
-
财经英语单词会计.docx
-
财政学第四章财政支出练习题及答案.docx
