 WNS2125Q制造工艺全自动燃气蒸汽锅炉WNS2125Q分解Word格式.docx
WNS2125Q制造工艺全自动燃气蒸汽锅炉WNS2125Q分解Word格式.docx
- 文档编号:16638251
- 上传时间:2022-11-25
- 格式:DOCX
- 页数:96
- 大小:56.98KB
WNS2125Q制造工艺全自动燃气蒸汽锅炉WNS2125Q分解Word格式.docx
《WNS2125Q制造工艺全自动燃气蒸汽锅炉WNS2125Q分解Word格式.docx》由会员分享,可在线阅读,更多相关《WNS2125Q制造工艺全自动燃气蒸汽锅炉WNS2125Q分解Word格式.docx(96页珍藏版)》请在冰豆网上搜索。
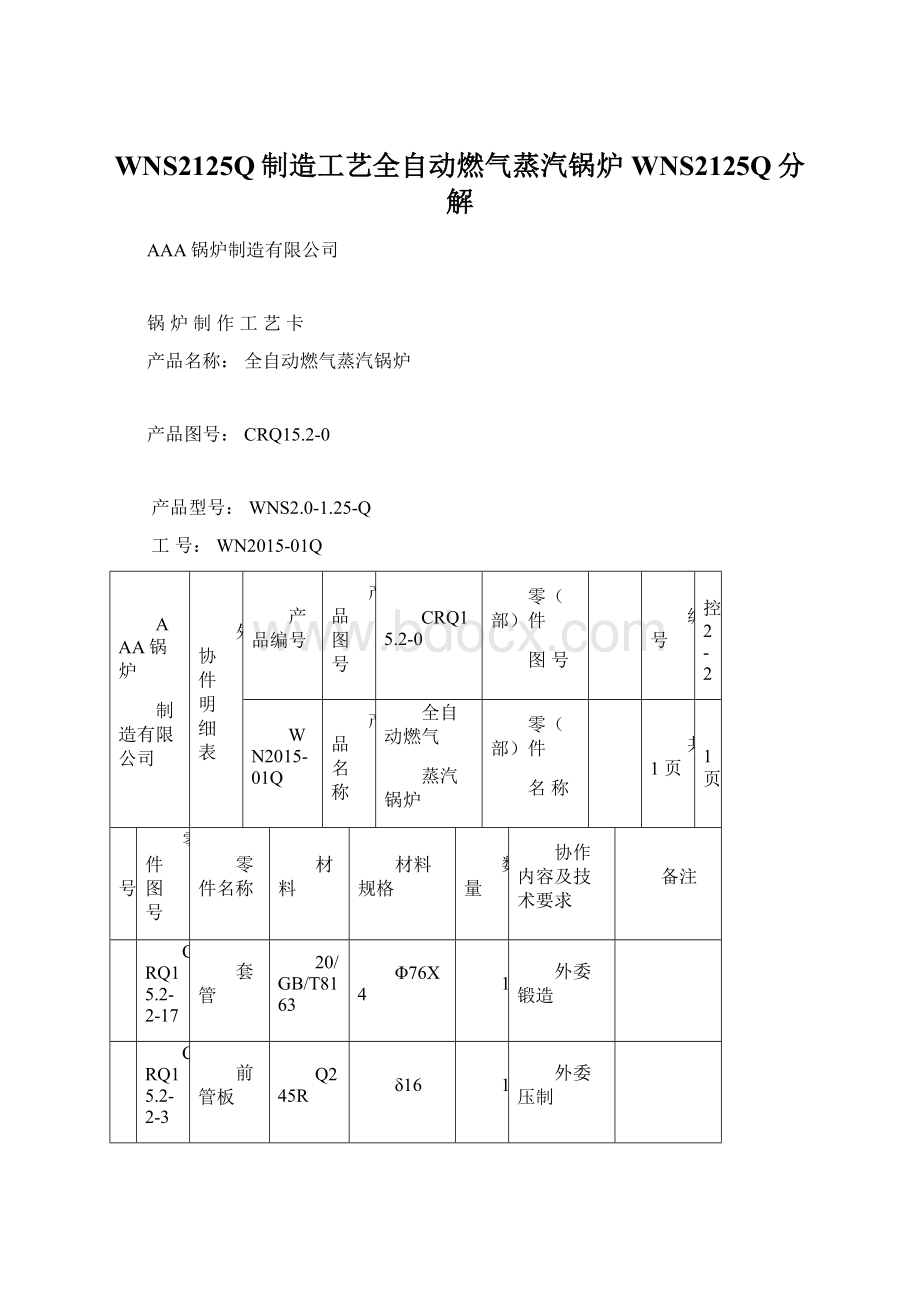
材料规格
数量
协作内容及技术要求
备注
1
CRQ15.2-2-17
套管
20/GB/T8163
Φ76X4
外委锻造
2
CRQ15.2-2-3
前管板
Q245R
δ16
外委压制
3
CRQ15.2-2-13
后管板
4
CRQ15.2-2-5
炉胆平封头
δ12
5
CRQ15.2-2-21
回燃室后管板
δ14
6
CRQ15.2-2-23
回燃室前管板
CRQ15.2-2-25
波形炉胆
修
改
标记
处数
更改编号
更改者
日期
编
制
校对
审核
消耗工艺
定额汇总表
质控2-1
共1页
名称
型号规格
技术条件
单位
备注
锅壳筒体I
φ1600×
12L=2000
GB713-2014
954.1
Kg
5064x2000δ12
锅壳筒体II
12L=860
410.2
5064x860δ12
1.
Di=650δ12
54.7
φ860δ12
2.
φ650×
14
380.6
2086×
1660δ14
3.
锥形炉胆
φ650/φ550×
14L=510
108.1
扇形R=2282,r=1766,外弦长=2014
4.
Di=1100δ14
148.13
φ1310δ14
5.
6.
Di=1600δ16
348.7
φ1880δ16
7.
8.
回燃室筒体
φ1100×
16L=300
132.1
3506×
300δ16
9.
人孔圈
A280×
380δ20
33.5
2136×
100δ20
10.
人孔盖
380δ22
79.5
长轴420,短轴320δ30
11.
出入孔筒体
φ450×
10L=660
74.9
1445x660δ10
12.
燃烧机筒体
10L=300
34.02
1445x300δ10
13.
手孔盖
C88×
102δ8
Q235B
GB3274-2007
0.8
长轴114,短轴100δ12合计:
4件
14.
手孔圈
102δ6
20
GB3087-2008
0.7
φ108×
6L=35+5合计:
15.
长螺纹烟管
φ51×
3L=3113
11.4
L=3113+100合计:
42件
16.
短螺纹烟管
3L=2463
9.1
L=2463+100合计:
62件
17.
防爆接管
φ219×
6.3
L=200
18.
水位计下接管
φ32×
0.4
L=200合计:
2件
19.
水位计上接管
1.2
L=600合计:
20.
排油污接管
L=380
21.
主蒸汽接管
φ76×
1.53
L=215
22.
给水套管
0.85
L=120
23.
取样器接管
φ25×
0.35
L=205
24.
压力表接管
25.
安全阀接管
1.0
4L=210合计:
26.
排污接
4.2
4L=900
27.
给水管接管
8.8
4L=1900
28.
DN20法兰
φ105δ18
1.9
φ110/φ20×
25合计:
29.
DN25法兰
φ115δ20
2.2
φ120/φ28×
5件
30.
DN40法兰
φ150δ22
3.6
φ155/φ47×
31.
DN65法兰
φ185δ24
5.6
φ190/φ72×
25
32.
吊耳垫板
4.1
220x200δ12合计:
33.
支座垫板
11.78
500x250δ12合计:
主要受压元件工艺流程卡
产品名称:
全自动燃气蒸汽锅炉产品图号:
CRQ15.2-0部件图号:
CRQ15.2-2-3质控2-4
产品编号
零件名称
图号或标准号
材料牌号
件号
件数
毛坯尺寸
前管板Di=1600
GB/T16508.4-2013
δ=16
ф1880
工序
工序内容
工种设备
操作者
日期
检验员
结论
材检
按公司CR-C/01-02《材料管理规定》进行验收,并按CR-C/01-04《材料标记和标记移植管理办法》进行材料的标记移植。
划线
a.领取合格材料、核对材料编号,b.按CR-C/01-21《下料工艺守则》划气割坯料尺寸线ф1880,(已加余量)。
c.移植材料标记。
划线工
检
检查划线尺寸,标记移植。
下料
按CR-C/01-40《火焰切割工艺守则》气割下料,并清理氧化渣。
气割工具
检查气割质量。
外协
按图,GB/T16508.4-2013冲压成形。
验收
外协冲压成型回厂后,检验冲压质量,测厚及外观质量(按图,GB/T16508.4-2013进行)。
划
按图划管板直边余量线、坡口线。
检查划线尺寸。
气割
按图气割直边余量(包括倒坡口),并清理氧化渣。
乙炔切割机
冷
清理打磨割口及坡口,使坡口露出金属光泽
更改者
校
对
主要受压元件工艺流程卡
检验气割质量及坡口质量
7
按图对地样划管板中心线、及孔位线。
检查孔的位置线及孔的大小尺寸。
钻
按图钻孔
钻床
8
清理打磨毛刺,使其露出金属光泽。
检查钻孔质量及孔的大小尺寸。
9
按图气割装配燃烧机筒体孔ф472,并清理氧化渣。
清理打磨割口及坡口,使坡口露出金属光泽。
检验气割质量及坡口质量。
测
测量管板外周长、直径等,记下尺寸,做好标记。
合格后转装配。
CRQ15.2-2-13质控2-4
后管板Di=1600
16
按图划管板中心线、及孔位线。
CRQ15.2-2-23质控2-4
回燃室前管板Di=1100
δ=14
28
ф1310
a.领取合格材料、核对材料编号,b.按CR-C/01-21《下料工艺守则》划气割坯料尺寸线ф1310,(已加余量)。
CRQ15.2-2-23质控2-4
合格后转装配
CRQ15.2-2-21质控2-4
回燃室后管板Di=1100
26


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- WNS2125Q 制造 工艺 全自动 燃气 蒸汽锅炉 分解
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《雷雨》中的蘩漪人物形象分析 1.docx
《雷雨》中的蘩漪人物形象分析 1.docx
-
《经济法基础》第三章章节练习与答案解析.docx
-
安徽省合肥市包河区卫生健康系统招聘试题及答案解析.docx
-
《河中石兽》复习过程.docx
-
版二级建造师《公路工程管理与实务》考前检测 附答案.docx
-
保密安全制度监理组5篇修改版.docx
-
北师大版届九年级上学期期末考试英语试题I卷.docx
-
PACE产品及周期优化法系统结构复习课程.docx
-
常规变电站常规设计.docx
-
初三欧姆定律计算题题型整理.docx
-
《测绘管理与法律法规》模拟试题一附答案.docx
-
2测风工岗位练兵技术比武.docx
-
《小学语文不同课型的教学模式参考》1.docx
-
15高考宁夏英语及答案教学内容.docx
-
ABS圆形笔筒课程设计说明书.docx
-
c语言程序填空题.docx
-
茶艺师高级三级教学计划大纲.docx
-
场平土石方工程施工项目组织设计.docx
-
《人力资源管理》期末试题及答案教学内容.docx
-
《河南省高等学校教师实验人员中高级专业技术职务任职资格申报评审条件试行.docx
-
01钢结构制作施工工艺标准文档.docx
-
IIR数字滤波器的设计流程图.docx
-
005纺丝作业指导书.docx
-
1991高考化学试题.docx
-
GMP审核检查表与审核员指南.docx
-
成本会计试题二.docx
-
14001讲师心态调整培训讲座讲义体验版共14页文档.docx
-
cpld矩阵键盘.docx
-
《金融服务营销》.docx
-
NHR100过程校验仪140408.docx
-
Q+ Web 改版设计小结.docx
-
八年级上册古诗词鉴赏含参考答案.docx
-
届高考语文苏教版复习资料 第二部分专题二 古代诗歌鉴赏 6 考点三迁移运用巩固提升Word文档下载推荐.docx
-
届中考物理第一轮滚动复习测试题2Word文档下载推荐.docx
-
全国英语等级考试PETS三级精准押题Word格式文档下载.docx
-
让学生成为作文教学全过程的主人Word文档下载推荐.docx
-
小学语文第八册基础练习题人教版Word格式.docx
-
金融市场学Word文档格式.docx
-
全国硕士研究生入学考试数学一考试大纲免费下载Word文件下载.docx
-
全套办公楼装饰装修隐蔽工程验收记录表Word文件下载.docx
-
届高三生物上学期月考试题二Word文档格式.docx
-
人大考博辅导班人大环境学院博士招生简章录取办法考博经验文档格式.docx
-
京瓷3060Word文档格式.docx
-
精品高中物理必修一相互作用Word文件下载.docx
-
人教版二年级数学下册1000以内数的认识练习题精选7Word文档格式.docx
-
人教版八年级生物下册教案图文文档格式.docx
-
精品新人教版必修1高中物理23匀变速直线运动的位移与时间的关系优质课教案Word格式文档下载.docx
-
人教版六年级上册语文第七单元教案Word文档下载推荐.docx
-
升学红包祝贺词三篇Word下载.docx
-
物流运输与配送管理课程设计Word文档下载推荐.docx
-
西安绕城立交初步施工组织设计Word下载.docx
