 发电厂燃料车间卸船机检修Word文档下载推荐.docx
发电厂燃料车间卸船机检修Word文档下载推荐.docx
- 文档编号:16533591
- 上传时间:2022-11-24
- 格式:DOCX
- 页数:14
- 大小:22.64KB
发电厂燃料车间卸船机检修Word文档下载推荐.docx
《发电厂燃料车间卸船机检修Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《发电厂燃料车间卸船机检修Word文档下载推荐.docx(14页珍藏版)》请在冰豆网上搜索。
内伸
12.5米
司机室最大伸距
电源
6000V
380V
检修电压
照明电压
220V
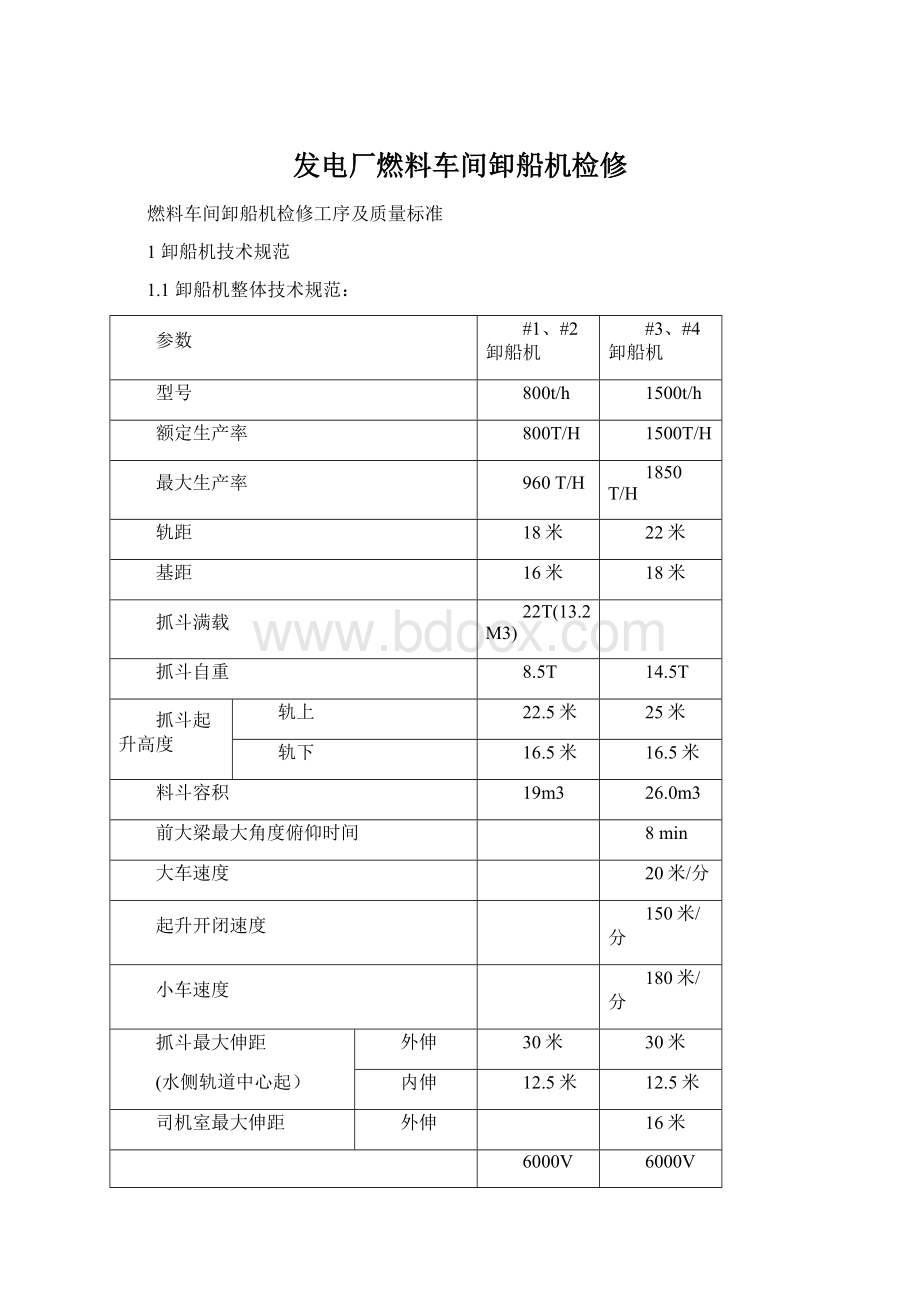
1.2主要机构的技术参数
主要机构
技术参数
大车行走
小车驱动
起升驱动
开闭驱动
俯仰驱动
#1、2
#3、4
电
动
机
YP160M-4
IGG5352-5ND
40-1VV3
40-IVV5
额定
转速
1500
1080
705
功率
11×
8个
106
294
减速机
MT0501
T10-18-72
X30
XQJ6201.14.04
HXTD818
DQJRS-D560-160IP
速比
67
I=72.4
15.15
14.6
31.1538
160
1.3检修周期和工期:
项目检修性质
A修
C修
周期
3年
1年
工期
40天
15天
1.4检修标准项目:
项目
名称
大
车
行
走
构
1.减速箱、联轴器解体、清洗检查,减速箱密封件检查更换,轴承、齿轮检查更换;
2.大车行走主、从动轮解体,轴承、密封件检查更换;
车行走3.大车行走开式齿轮解体,齿轮、轴承、密封件检查更换;
4.检查大车各行走平衡梁是否有变形、缺损、脱焊等,更换主要连接件的连接螺栓;
测量各铰接点连接销的磨损情况。
5.解体检查防爬器,并对电动液压推杆进行校核;
6.检查修理轨道清扫器、阻进器、缓冲器、锚定装置等轨道附件;
7.检查更换大车轨道,紧固轨道螺栓。
1.1减速箱清洗、更换齿轮油;
漏油的减速箱密封件检修;
2.1大车行走开式齿轮清洗检查;
3.1解体检查防爬器,并对电动液压推杆进行校核;
4.1检查修理轨道清扫器、阻进器、缓冲器、锚定装置等轨道附件;
5.1紧固大车轨道螺栓;
6.1更换所有轴承座润滑脂。
小
1.解体主、副小车行走轮及水平轮,检查更换轴承、密封件;
测量各行走轮的磨损情况,超标时更换;
2.检查校验小车行走终端缓冲和限位机构;
3.检查主、副小车钢结构框架是否变形、缺损、脱焊等;
4.检查更换小车轨道,校核轨道轨距、平行度等参数。
1.1检查主、副小车行走轮轴承、密封件,更换各轴承润滑脂;
2.1检查校验小车行走终端缓冲和限位机构;
4.1紧固小车轨道地脚螺栓。
起
升
开
闭
、
俯
仰
1.解体开闭、起升、减速箱,检查更换齿轮、轴承、密封件;
2.解体俯仰机构减速箱,检查更换齿轮、轴承、密封件;
3.解体、检查各减速器连轴器,并更换连轴器连接件;
4.检查各减速箱壳体及附件有无裂纹、缺损,是否更换;
5.解体检查各制动器,更换制动器制动片;
检查制动盘厚度和平面度,超标时更换,调整校核制动片间隙;
6.解体各卷扬滚筒,检查绳槽、腹板的磨损情况,必要时更换;
检查各轴承、密封件;
7.检查更换钢丝绳快速接头、梨形头及钢丝绳头压块;
8.解体钢丝绳各改向机构滑轮,检查各轴承、密封件,并根据情况予以更换,测量各滑轮磨损情况,必要时更换;
9.检查悬臂提升装置各铰接机构,更换间隙超标的销轴;
10.检查俯仰机构安全钩,解体保险锁定机构。
1.1更换开闭、起升机构减速箱液压油,检查轴承及密封件;
2.1更换俯仰机构主、辅齿轮减速箱液压油,检查轴承及密封件;
3.1检查更换各减速机连轴器连接件;
4.1检查各制动器制动盘厚度和平面度,超标时;
调整和校核制动片间隙;
5.1查各卷扬滚筒轴承,更换轴承座润滑油;
6.1查更换钢丝绳、钢丝绳快速接头、梨形头及钢丝绳头压块;
7.1检查钢丝绳各改向机构滑轮的轴承、密封件,更换各滑轮润滑脂;
测量各滑轮磨损情况,超标时更换滑轮体;
8.1检查俯仰机构安全钩。
驾
驶
室
1.解体驾驶室行走驱动减速箱、连轴器、行走走轮,检查更换各轴承、密封件。
2.修理更换驾驶室电缆拖动机构走轮、电缆卡环及驾驶室终端限位装置。
1.1更换驾驶室行走驱动减速箱液压油;
1.2修理更换驾驶室电缆拖动机构走轮、电缆卡环及驾驶室终端限位装置。
水
除
尘
1.解体除尘机构供水泵、联轴器,检查更换叶轮、轴承、密封件;
2.解体修理水箱、过滤器、阀件及喷嘴等附件;
对腐蚀严重的除尘水管进行更换。
1.1检查体除尘机构供水泵叶轮、轴承、密封件,检查更换联轴器连接件;
1.2清理过滤器,检查更换阀件及喷嘴等附件。
接
料
给
1.检查振动给料机悬吊挂钩、弹簧及料斗结构情况,必要时修理或更换;
2.检查更换料斗耐磨衬板;
3.检查料斗振动器,必要时修理、更换;
4.对防风板、接料板进行检查,必要时修理或更换;
5.对电动推杆进行解体检查,必要时更换;
1.1检查振动给料器悬吊挂钩、弹簧,必要时更换;
2.1修理更换料斗耐磨衬板;
3.1检查料斗振动器,必要时修理、更换;
4.1对防风板、接料板进行检查修理;
5.1对电动推杆进行修理或更换。
电缆
卷盘
1.解体电缆卷盘机构减速箱、联轴器、卷盘架,检查更换轴承、密封件
1.1更换电缆卷盘机构减速箱液压油;
1.2更换部分损坏的附件。
梯
1.解体升降机构驱动装置,更换钢丝绳;
2.汇同安全检查机构对电梯的可靠性进行检测。
1.1按电梯使用保养规定,对电梯的各个机构检查、保养。
2检修项目及工艺质量要求
2.1卷筒检修
2.1.1卷筒检修的拆装工艺
2.1.1.1卸下卷筒上钢丝绳
2.1.1.2清洗卷筒表面绳槽及两端面。
2.1.1.3检查卷筒表面绳槽、两端面、焊缝、钢丝绳固定装置。
2.1.1.4测量卷筒直径。
2.1.1.5打开轴承座端盖,清洗轴承、轴承座。
2.1.1.6检查轴承座。
2.1.1.7检查轴承,测量轴承间隙。
2.1.1.8加润滑油,装复轴承座。
2.1.1.9装复钢丝绳。
2.1.2卷筒检修的质量标准
2.1.2.1卷筒绳槽磨损后,钢丝绳在工作中经常跳槽而不能有秩序的排列时,应重新车削,但加工后卷筒壁厚不得少于原图纸规定厚度的80%。
2.1.2.2卷筒的绳槽、钢丝绳在卷筒上的固定处均不得有裂纹。
2.1.2.3卷筒两端孔对公共轴线的同轴度,当卷筒长度不大于1m时为直径0.3mm,长度大于1m时为直径0.4mm。
2.1.2.4卷筒轴不得有裂缝,在两轴承间的直线度公差为1000:
0.020。
2.1.2.5重力式下降卷筒,其卷筒内孔同卷筒轴的配合公差为H8/r8。
2.1.2.6重力式下降卷筒,其轴承座孔同轴承的配合公差为K7,卷筒轴同轴承的配合公差为h6。
2.2电力液压推杆制动器的检修
2.2.1电力液压推杆制动器的拆装工艺
2.2.1.1松开电力液压推杆制动器。
2.2.1.2卸下液压推动器,液压推动器不可横放或倒置。
2.2.1.3拆下制动器支架。
2.2.1.4清洗检查制动轮,测量制动轮直径和厚度,检查制动轮联轴器螺栓。
2.2.1.5拆下推动器上电机,放净液压油,解体推动器,清洗检查油缸、活塞、叶轮、轴承、缸盖、油位计及杆件。
2.2.1.6装配推动器,装上电机,加液压油通电试转。
2.2.1.7解体制动器支架,清洗检查各杆件、铰销、弹簧、瓦块。
2.2.1.8检查制动片,测量制动片厚度。
2.2.1.9检查制动支架各铰销,安装制动器支架。
2.2.1.10安装推动器。
2.2.1.11调整制动器间隙及力矩。
2.2.2电力液压推杆制动器的检修的质量标准
2.2.2.1制动轮工作表面应光滑,不得有裂纹,粗糙度不低于12.8。
制动轮工作表面擦伤槽深超过0.5mm、平面度大于0.3mm时应重新车磨平使用,车削后的厚度不得少于基本厚度的85%。
2.2.2.2制动轮工作表面与摩擦表面不得有油垢,制动器接触表面在分离状态时,其间隙值应为1.0~1.3mm,摩擦片与转子相接触时,其接触面不得小于75%。
2.2.2.3摩擦片的磨损量最大不得超过基本厚度的40%,大修时磨损厚度超过20%应予换新。
2.2.2.4制动器的弹簧不得有裂纹和断裂,活塞及汽缸内表面无刮擦划痕。
2.2.2.5油缸内油位应在正常范围内。
2.3盘式制动器的检修
2.3.1拆装工艺
2.3.1.1拆除制动器罩壳。
2.3.1.2用扳手扳动顶升螺栓,使制动器打开。
2.3.1.3将制动器底脚螺栓松开取下,然后吊下制动器。
2.3.1.4清洗检查制动轮,测量制动轮的直径和厚度,检查制动轮与联轴器处螺栓。
2.3.1.5拆下制动器电气接线箱。
2.3.1.6清洗检查制动器各杆件、铰销,注意不得松开液力弹簧。
2.3.1.7检查制动片,测量制动片厚度。
2.3.1.8组装制动器各部件,并润滑各铰销。
2.3.1.9安装制动器电气接线箱。
2.3.1.10用扳手扳动制动器顶升螺栓,使制动器仍处于打开位置,吊上制动器,装上底脚螺栓。
2.3.1.11调整制动片与制动轮间隙。
2.3.1.12松开顶升螺栓,使制动片加紧制动轮,拧紧底脚螺栓。
2.3.2盘式制动器检修的质量标准
2.3.2.1制动轮工作装面应光滑,不得有裂纹,粗糙度不得低于12.8;
制动轮工作表面擦伤槽深超过0.5mm、平面度大于1mm时应重新车削磨平使用,车削后的厚度不得少于基本厚度的85%。
2.3.2.2制动轮工作表面与摩擦表面不得有油垢,制动器接触表面在分离状态时,其间隙值应为1.0~1.3mm,摩擦片与制动轮相接触时,其接触面不得小于75%。
2.3.2.3磨擦片的磨损量最大不得超过基本厚度的40%,大修时磨损厚度超过20%应予换新。
2.3.2.4活塞及油缸内表面应无刮擦划痕。
2.3.2.5油缸内油位应在正常范围内。
2.4抓斗的检修
2.4.1抓斗闭合时,其两斗体水平刃口和垂直刃口的错位偏差之和在刃口处间隙不大于2mm。
2.4.2滑轮不得有裂缝,边缘不允许有毛刺和破碎现象。
2.4.3滑轮绳槽的径向磨损深度不得超过钢丝绳直径的1/3,滑轮绳槽壁的磨损不得超过原图纸规定厚度的30%。
2.4.4滑轮轴及所有销轴不得有裂纹,大修后轴颈的减小不得大于基本直径的3%。
直线度为1000:
1。
2.4.5滑轮轴承采用衬套的滑动轴承时,其衬套外径与轴承座孔的配合公差采用H8/t9,衬套内径与轴径的配合公差为H8/f9。
2.4.6滑轮衬套及销轴衬套承孔磨损后允许扩大承孔,另配衬套,但扩大量不得大于孔直径的60%。
2.4.7滑轮装配到轴上后,必须转动灵活,无卡阻现象,对其轴线的径向及端面圆跳动公差不超过绳槽底径的2.25%。
2.5减速机的检修
2.5.1减速机的拆装工艺:
2.5.1.1排放减速机内齿轮油并用油桶装好;
2.5.1.2拆除钢丝绳卷筒和电机靠背轮;
2.5.1.3拆除减速机壳体连接螺栓并顶起上盖;
2.5.1.4按序拆除低速,中速,高速齿轮并摆放好;
2.5.1.5清洗检查齿轮,轴承,减速机箱体并清理回油槽;
2.5.1.6更换骨架油封及超标的轴承;
2.5.1.7装配。
2.5.2减速机检修的质量标准:
2.5.2.1齿轮齿面啮合部分光滑,无裂纹、无胶合、无弯曲、无剥落。
2.5.2.2齿轮节圆磨损不大于齿厚的25%。
2.5.2.3齿轮端面摆动小于0.05毫米,径向摆动小于0.01毫米。
2.5.2.4齿轮接触面积不小于70%,齿顶间隙为模数的0.25倍。
2.5.2.5螺旋伞齿轮、斜齿轮必须成对更换。
2.5.2.6齿轮啮合最小侧隙参考表:
中心距(毫米)
最小侧隙(微米)
<
50
85
200~320
210
50~80
105
320~500
260
80~120
130
500~800
340
120~200
170
800~1250
420
2.5.2.7轴表面完好,无裂纹,键槽无损坏,零件配合表面无拉伤,配合尺寸符合公差要求。
轴承与轴配合公差参考表:
轴径(毫米)
间隙配合(微米)
过渡配合(微米)
过盈配合(微米)
18~30
+23~+8
+17~+2
+7~-7
30~50
+27~+9
+20~+3
+8~-8
+30~+10
+23~+3
+10~-10
+35~+12
+26~+3
+12~-12
120~180
+40~+13
+30~+4
+14~-14
2.5.2.8轴的椭圆度和锥度小于0.03毫米。
2.5.2.9轴的最大径向圆跳动度符合8级精度要求。
2.5.2.10轴的轴封安装处轴无磨损,表面粗糙度为1.6级。
2.5.2.11轴承应完好,转动灵活无噪音、无裂纹、变色、剥皮和麻点。
2.5.2.12轴承内外圈与轴和箱体配合良好,无走动。
2.5.2.13轴承游隙应符合规定要求。
对游隙可调的轴承应在检修时将游隙调整到规定值,对不可调轴承应作更换处理(详见轴承检修部分)。
2.5.2.14箱体结合面任何处间隙小于0.03毫米,箱体安装底平面平面度为0.5~1毫米.与结合面不平行度小于0.5毫米/米,结合面粗糙度不低于Ra6.3,结合面与孔系轴线平直度小于0.02毫米。
箱体与轴承配合公差参考表:
孔偏差(微米)
+18~-8
180~260
+30~-16
+20~-10
260~360
+35~-18
+23~-12
360~500
+40~-20
+27~-14
2.5.2.15轴油封唇口应完整,弹簧预应力正常,橡胶弹性良好。
2.6轴承检修
2.6.1检修内容
2.6.1.1清理轴承,检查轴承内外滚道和滚动体是否有疲劳裂纹和剥落,保持架是否损坏。
若发生上述情况则更换该轴承。
2.6.1.2检查轴承游隙,若游隙因磨损超过标准则应重新调整,若调整无法达到要求应更换轴承。
2.6.1.3向心推力轴承的径向与轴向游隙间有一定的几何关系,只须检查一项。
2.6.1.4检查轴承的密封装置是否损坏,若失效则须更新。
2.6.1.5检查轴承涨紧套与轴和轴承的接触情况是否良好,接触面积应达60%以上,否则应考虑修刮或更换。
2.6.2轴承拆卸
2.6.2.1轴承拆卸须用专用工具,也可使用套筒和榔头,但不准用敲击轴承外圈的方法来拆卸轴承。
2.6.2.2轴承拆卸允许加温,但首先须拆除轴承密封件,加热温度不大于150℃。
2.6.2.3拆卸可分离型轴承时须先将滚动体从滚道凹口处取出,使轴承内外圈分离,然后拆卸轴承内圈。
2.6.3轴承安装及质量标准
2.6.3.1准备量具和工具。
2.6.3.2检查与轴承装配关系的部件是否符合图纸的要求(包括公差和表面粗糙度)。
2.6.3.3清洗零件,并去除毛刺,测量轴承原始游隙并记录。
2.6.3.4安装轴承,保持轴承的清洁,且在安装时不能直接用榔头敲击轴承的内外圈,不许在安装非分离型轴承时通过敲击轴承外圈方式安装轴承。
2.6.3.5安装轴承允许加热,加热温度应控制在100℃左右。
2.6.3.6对于游隙可调型轴承,调整安装游隙到规定值。
2.6.3.7测量并记录轴承安装完成后的游隙。
2.6.3.8按规定润滑轴承。
2.6.3.9完成密封。
附:
单列向心球轴承原始径向游隙
轴承内径(毫米)
最大(丝)
最小(丝)
10~30
2
0.3
2.8
0.6
3.6
0.8
80~100
4.1
1.2
100~120
4.8
1.5
120~140
5.3
1.8
140~150
5.7
向心圆柱滚子轴承原始径向游隙
轴承内径
最小游隙
最大游隙
14~30
4.5
10.0
2.0
5.5
140~160
5.0
11.5
50~65
2.5
6.5
160~180
6.0
12.5
65~80
3.0
7.0
180~200
13.5
3.5
8.0
200~225
7.5
15.0
4.0
9.0
225~250
16.5
2.7行走车轮的检修
2.7.1行走车轮的拆卸:
2.7.1.1松开轴销的保险片及锁紧螺栓
2.7.1.2利用千斤顶和自制的钢结构把大车的车轮顶起
2.7.1.3用叉车配合把车轮移出至检修位置
2.7.1.4打开车轮的端盖和轴承并进行清洗检查
2.7.1.5装配
2.7.2车轮的检修质量标准
2.7.2.1驱动轮应配对装配,车轮直径误差不得大于直径的0.0005倍;
2.7.2.2车轮踏面剥离、擦伤面积大于2平方厘米,深度大于3毫米,应重新加工;
2.7.2.3车轮磨损或重新加工后,踏面厚度不得小于原厚度的85%;
2.7.2.4车轮基准端面的跳动允许误差
车轮直径(毫米)
跳动允许误差(毫米)
≤250
≤0.1
>
250~500
≤0.12
≤0.15
≤0.20
2.7.2.5车轮轴承的轴向游隙范围
轴承的公称内径(毫米)
轴向游隙的范围(微米)
车轮单侧轴承单个使用
车轮单侧轴承成对使用
30
40~70
20~40
50~100
80~150
60~80
200~300
250~350
160~250
2.7.2.6车轮出现下列情况之一者,应报废:
1)裂纹;
2)轮缘厚度磨损达原厚度的50%;
3)轮缘厚度弯曲变形达原厚度的20%;
4)踏面厚度磨损达原厚度的15%;
5)当运行速度低于50米/分时,椭圆度达1毫米;
当运行速度高于50米/分时,椭圆度达0.5毫米时。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 发电厂 燃料 车间 卸船机 检修
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 如何打造酒店企业文化2刘田江doc.docx
如何打造酒店企业文化2刘田江doc.docx
-
律师提供著作权法律服务业务操作指引.docx
-
18秋福建师范大学《经济法》在线作业一.docx
-
施工现场危险源.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
精校版重庆市 初中毕业水平暨高中招生考试中考英语试题AB卷Word版含答案解析.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
江苏省刘国钧中学1112学年高二语文上学期期末考前辅导试题卷苏教版会员独享.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
西安交通大学18年课程考试《管理会计》作业考核试题.docx
-
施工安全保证体系.docx
-
南开17秋学期《科学启蒙尔雅》在线作业2.docx
-
秋福师《大学英语1》在线作业二.docx
-
231695 北交《运输物流管理》在线作业2 15秋答案.docx
-
梁原学区安全管理工作实施方案.docx
-
环保管理台帐明细.docx
-
我国三大翻译证书考试概览.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
静态分析指标.docx
-
山东金瀚控股金瀚置业绩效考核指标库.docx
-
B0301A国际贸易.docx
-
人教版八年级数学上册同步练习试题及答案第11章《三角形》 同步练习及答案111.docx
-
秋福师《概率论》在线作业二.docx
-
17秋福师《高级英语阅读二》在线作业一.docx
-
西南大学17秋0764《工程建设监理》在线作业参考资料.docx
-
生活宝典之社会大转盘一.docx
-
专卖店管理.docx
-
100个CFO的八年之资金管理篇.docx
-
东北师范古代汉语三16秋在线作业2.docx
-
专业技术人员公共危机管理考试.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
完整版AI理论试题题库.docx
-
企业人力资源战略规划体系建设可行性方案.docx
-
气相色谱仪维修手册.docx
-
汽车构造试题库下册DOC.docx
-
网络工程设计与系统集成.docx
-
网站运营策划计划书.docx
-
微热吸干机操作说明书新箭jkg2e.docx
-
围墙施工组织设计完整版.docx
-
秋生物人教版必修1练习第5章第1节第2课时酶的特性.docx
-
取景器项目可行性研究报告.docx
-
全国科普日科普知识竞赛试题.docx
-
全球人体之最.docx
-
我的乐园500字左右四年级下册书房四年级作文.docx
-
人教版八年级历史上册第117课复习提纲.docx
-
人教版地理必修第二册学案 交通运输布局对区域发展的影响 20.docx
-
市场营销专业学生职业规划范文.docx
-
屋面通风器施工方案.docx
-
无锡韩光双电源自动转换开关WHKQ8100L产品.docx
-
精选古文.docx
 2024《中共中央关于进一步全面深化改革、推进中国式现代化的决定》全文PPT党课课件(讲稿).docx
2024《中共中央关于进一步全面深化改革、推进中国式现代化的决定》全文PPT党课课件(讲稿).docx
- 2024《中共中央关于进一步全面深化改革、推进中国式现代化的决定》全文PPT党课课件.pptx
- 2024《中共中央关于进一步全面深化改革、推进中国式现代化的决定》全文PPT党课下载.pptx
- 扶阳派(中医理论).doc
- 部编人教版小学三年级上册道德与法治全册课件.pptx
- 冲床作业伤害原因分析与危险因素辩识.docx
- 起重吊装应急预案.doc
- 2008-2017年中国全国普通高校学校产权-教学用计算机(台)-统计数据.doc
- 超前钻施工方案.doc
- 第8章:广义函数和Dirac-Delta-函数.pptx