 机械加工工序卡片Word格式文档下载.docx
机械加工工序卡片Word格式文档下载.docx
- 文档编号:16406184
- 上传时间:2022-11-23
- 格式:DOCX
- 页数:45
- 大小:377.44KB
机械加工工序卡片Word格式文档下载.docx
《机械加工工序卡片Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《机械加工工序卡片Word格式文档下载.docx(45页珍藏版)》请在冰豆网上搜索。
1
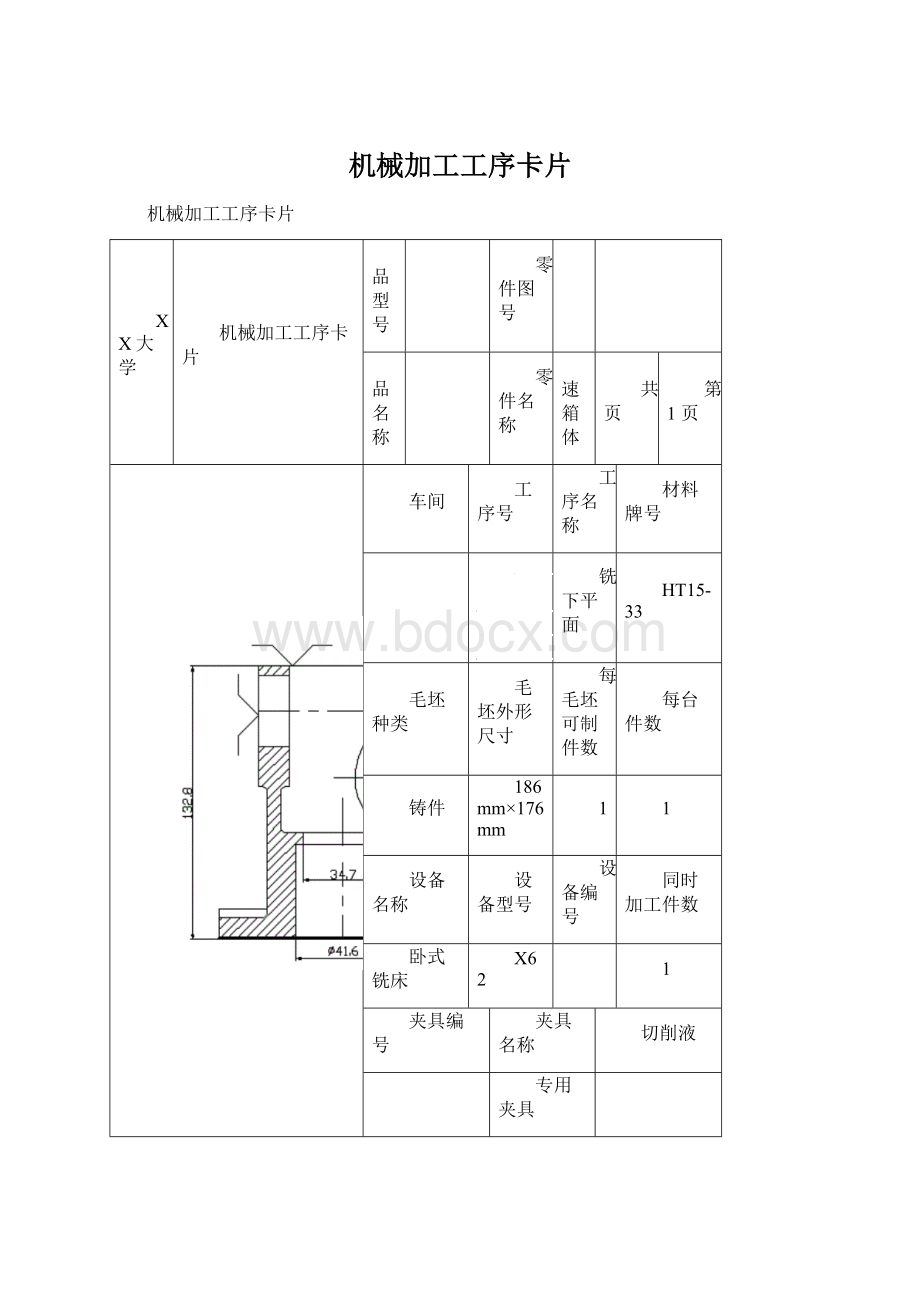
设备名称
设备型号
设备编号
同时加工件数
卧式铣床
X62
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
1.91
工步
工序内容
刀具
量具
主轴转数
切削速度
进给量
切削深度
进给次数
单件工时
r/min
m/min
mm/z
mm
机动
辅助
粗铣底平面
端面铣刀
游标卡尺
150
37.7
0.08
2
93.75
14.6
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文
件号
签字
日期
更改文件号
共24页
第3页
7
钻孔Ф8mm,Ф5mm,Ф9mm,锪沉头孔Ф14mm,攻丝M5
立式钻床
Z525
不计
2.63
钻孔2-Ф8mm
高速钢麻花钻
极限验规
545
13.70
0.1
18
22.06s
3.31s
钻孔3-Ф5mm
680
15
10
8.83s
1.32s
3
钻孔6-Ф9mm
392
11.08
4
锪沉头孔6-Ф14mm
平面锪钻
140
4.4
0.05
14
56.47s
8.47s
5
攻丝3-M5
细柄机用丝锥
2.2
0.23
20.06s
3.09s
第20页
24
钻孔,攻丝上表面4XM5
0.78
钻孔上表面4XФ5mm
12
23.34s
3.5s
攻螺纹上表面4XФ5mm
190
2.98
15s
2.25s
第21页
25
钻孔,攻丝左表面3-M5
1.37
钻孔左表面3XФ5mm
26.47s
3.97s
攻螺纹左表面3XФ5mm
41.19s
6.18
第22页
26
钻孔,攻丝前表面3-M5
1.4
钻孔前表面3XФ5
30
30.88s
4.63s
攻螺前表面3XФ5
37.64s
6.18s
-
第23页
27
钻孔,攻丝右表面3-M5
钻孔右表面3XФ5
攻螺纹右表面3XФ5
20
第4页
8
铣上平面
1.52
粗铣上平面
1.5
75s
11.25s
第5页
9
粗铣
35孔外两端
0.5
35孔外两端面
24s
3.6s
第6页
40孔外两端
1
0.54
40孔外两端面
26.5s
4s
第10页
粗镗
卧式镗床
T68
0.32
粗镗孔Ф47,保持尺寸Ф45H10
硬质合金精镗刀
380
50
45
15.79s
2.37s
第7页
11
35
0.15
粗镗孔Ф35,保持尺寸Ф33H10
游标卡尺塞规Ф35H7
490
7.35s
1.1s
第8页
粗镗尺寸
40
粗镗孔Ф40,保持尺寸Ф38H10
游标卡尺塞规Ф40H7
1.11s
第11页
半精铣上平面
1.20
47.75
0.4
59.21
8.88
第12页
16
半精铣
0.39
18.95s
2.84s
第13页
17
铣


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 机械 加工 工序 卡片
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《雷雨》中的蘩漪人物形象分析 1.docx
《雷雨》中的蘩漪人物形象分析 1.docx
-
《经济法基础》第三章章节练习与答案解析.docx
-
安徽省合肥市包河区卫生健康系统招聘试题及答案解析.docx
-
《河中石兽》复习过程.docx
-
版二级建造师《公路工程管理与实务》考前检测 附答案.docx
-
保密安全制度监理组5篇修改版.docx
-
北师大版届九年级上学期期末考试英语试题I卷.docx
-
PACE产品及周期优化法系统结构复习课程.docx
-
常规变电站常规设计.docx
-
初三欧姆定律计算题题型整理.docx
-
《测绘管理与法律法规》模拟试题一附答案.docx
-
2测风工岗位练兵技术比武.docx
-
《小学语文不同课型的教学模式参考》1.docx
-
15高考宁夏英语及答案教学内容.docx
-
ABS圆形笔筒课程设计说明书.docx
-
c语言程序填空题.docx
-
茶艺师高级三级教学计划大纲.docx
-
场平土石方工程施工项目组织设计.docx
-
《人力资源管理》期末试题及答案教学内容.docx
-
《河南省高等学校教师实验人员中高级专业技术职务任职资格申报评审条件试行.docx
-
01钢结构制作施工工艺标准文档.docx
-
IIR数字滤波器的设计流程图.docx
-
005纺丝作业指导书.docx
-
1991高考化学试题.docx
-
GMP审核检查表与审核员指南.docx
-
成本会计试题二.docx
-
14001讲师心态调整培训讲座讲义体验版共14页文档.docx
-
cpld矩阵键盘.docx
-
《金融服务营销》.docx
-
NHR100过程校验仪140408.docx
-
Q+ Web 改版设计小结.docx
-
八年级上册古诗词鉴赏含参考答案.docx
-
小学特岗教师招聘考试教育知识精选模拟卷一.docx
-
日历备忘录.docx
-
学校核心素养方案.docx
-
印刷业清洁生产方案汇总.docx
-
山东省烟台市中考语文试题Word版含答案.docx
-
游记作文600字范文.docx
-
人教版小学三年级下册《面积》单元教案.docx
-
天津市耀华中学学年高一上学期期末考试试题英语试题word版.docx
-
小学规范作业管理自查报告三篇.docx
-
母亲悼词.docx
-
五年级数学上册图形面积一专题练习题.docx
-
顺德区重点污染源环境保护信用管理办法.docx
-
小学三年级下册生命与健康卫生教案.docx
-
山东大学威海VPN服务使用方法.docx
-
小学校本教材《花样跳绳》.docx
-
调压撬.docx
-
新版幼儿园大班教师上学期末个人工作总结与新版幼儿园大班教师下学期个人工作总结汇编.docx
-
五年级下册科学实验报告.docx
-
应用写作基础知识.docx
