 给煤机检修规程文档格式.docx
给煤机检修规程文档格式.docx
- 文档编号:16027819
- 上传时间:2022-11-17
- 格式:DOCX
- 页数:13
- 大小:19.63KB
给煤机检修规程文档格式.docx
《给煤机检修规程文档格式.docx》由会员分享,可在线阅读,更多相关《给煤机检修规程文档格式.docx(13页珍藏版)》请在冰豆网上搜索。
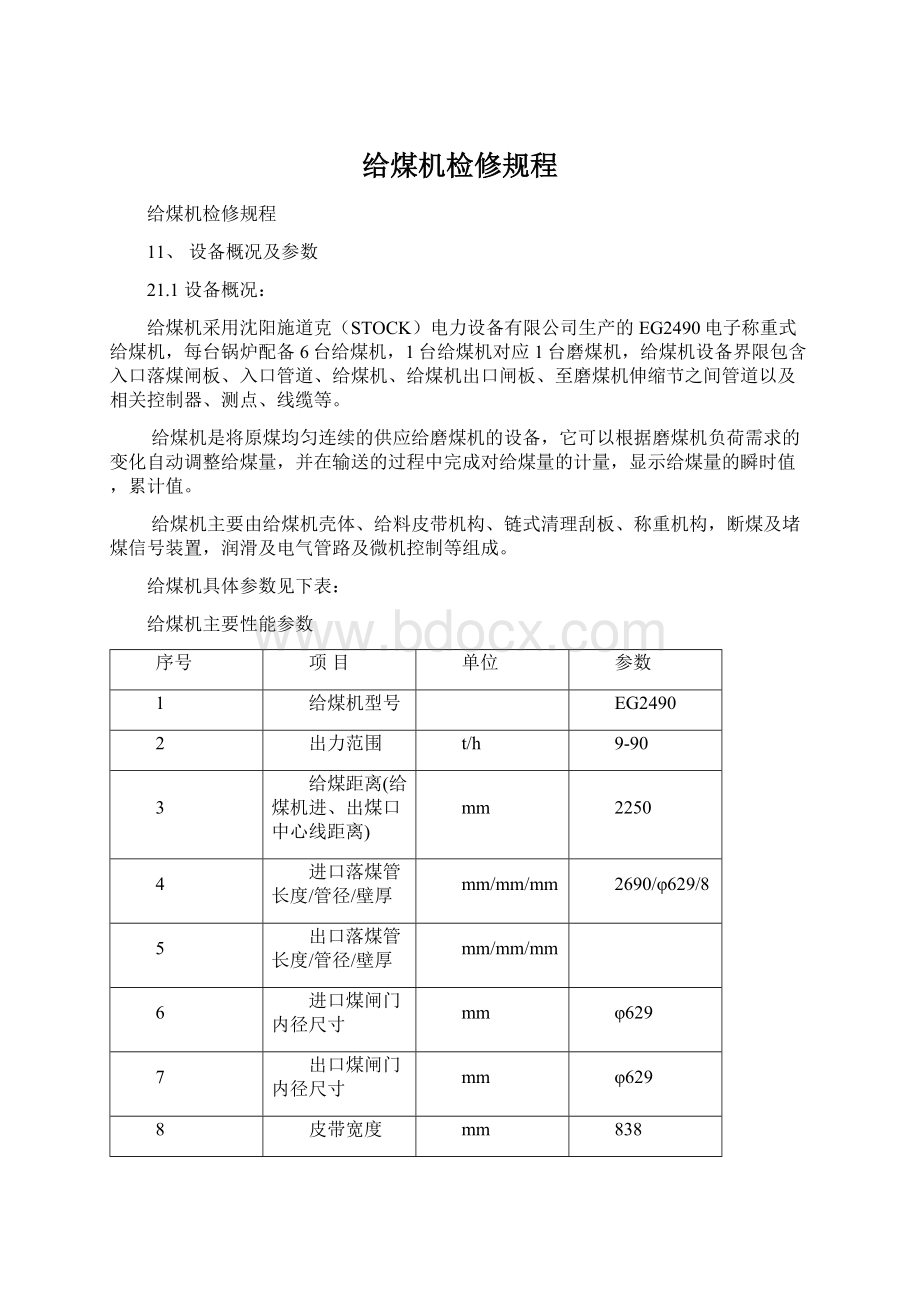
mm/mm/mm
2690/φ629/8
5
出口落煤管长度/管径/壁厚
6
进口煤闸门内径尺寸
φ629
7
出口煤闸门内径尺寸
8
皮带宽度
838
9
胶带材质、厚度
天然橡胶、9
10
主驱动电机型号
M100LB4
11
功率
kW
12
电源
380V,三相50Hz
13
清扫链电机型号
M80S6
14
0.37
15
16
机体密封
17
密封风压(与磨煤机入口压差)
Pa
500
18
密封风量
Nm3/min
19
排障风
20
排障风压
MPa
0.7
21
排障风量
0.2
22
23
给煤机微机控制柜
24
进、出口煤闸门控制柜
25
计量校验装置
26
计量校验装置型式
电子称重传感器
27
计量校验装置校验周期
6个月
28
进\出口煤闸门执行机构力矩
400Nm
32、检修类别及检修周期
4说明:
检修类别为A、C级检修。
检修周期为A、C级检修对应的检修周期。
5检修类别
6检修周期
7备注
8A级检修
96年
11C级检修
122年
143、检修项目
153.1、A级检修标准项目
项目
端门和侧门、观察窗密封垫检查、更换
给煤机托辊、滚筒及其转动轴承检查
给煤机皮带、张紧装置检查、检修
给煤机清扫装置检查、检修
皮带驱动、清扫链减速机检查检修
给煤机进出口煤闸门检修,配合热工做传动试验、行程调整
配合热工做给煤机称重系统标定
163.2、C级检修标准项目
给煤机皮带、张紧装置检查、调整
给煤机清扫装置检查、调整
皮带驱动、清扫链减速机检查及润滑油更换
给煤机进出口煤闸门检查,配合热工做传动试验、行程调整
174、检修前试验项目及标准
试验项目
试验内容
试验方法
试验标准
5、主要备品备件
名称
规格型号
数量
材质
皮带
5270*840
件
刮板链条
B11324
组
轴承
整套各种规格
套
骨架油封
皮带驱动滚筒
Z9331-1
被动滚筒
Z8142-1
称重托辊
Y561-A
驱动端半联轴器
1-W2512A
称重辊轴座
X719
主动滚筒衬套
W22181
水平校验杆
专用工具
根
辊轮拆卸座
辊轮提升杆
辊轮接长杆(延伸导轨)
反转卸煤槽
6、检修工艺步骤及质量标准
检修项目
工艺步骤
质量标准
检修前准备
1.1检修定置管理:
检修场地围栏,地面铺设塑料布、橡胶皮,检修工器具备件摆放整齐有序。
1.2检修前办理工作票、风险预控票。
检修负责人与运行人员共同确认检修设备安全隔离措施是否全部落实。
给煤机解体
2.1打开机体两端的检修门和侧门。
2.2清理给煤机皮带上的剩煤。
2.3在张力辊筒臂下垫以木块,使辊筒支承在木块上并与皮带脱离。
2.4拆除辊筒张力指示板。
2.5拆除与张力辊筒相连接的润滑油管。
2.6拆除负荷传感器下称重辊的连接板。
2.7拆除连接拉杆。
2.8拆除并取出负荷传感器下的称重辊,并从机体侧门取出,然后取出称重校准量块。
2.9旋松张紧辊筒螺杆使皮带达到最松状态,在旋转张紧螺杆时,应交替地旋动两螺杆,以免损坏螺纹,切勿使用冲击扳手。
2.10在张力辊筒下插入辊轮拆卸座,并以螺栓固定在门框上。
2.11将张力辊筒从张力辊筒臂上拆开。
2.12从拆卸座上拉出张力辊筒。
2.13拆除并取出称重跨托辊。
2.14将皮带清洁刮板支撑起,使其脱离皮带。
2.15在机体排料端门装入辊轮提升杆,利用螺钉调节杆的位置使驱动辊筒非传动一侧支撑
杆上。
2.16拆除驱动辊筒非传动侧的轴承座盖,轴承座仍留在辊筒轴上。
2.17在驱动辊筒与皮带间插入辊轮拆卸座,将拆卸座一端推至机体上,用螺栓将拆卸座固定在机体上。
2.18按顺序拆卸辊轮提升杆,驱动辊筒及辊轮拆卸座。
2.19拆除进料口挡板。
2.20拆除皮带支承板上的螺栓。
2.21拆除固紧上下导轨与张紧螺杆座的螺栓。
2.22拆除张紧螺杆座与张紧拉杆,将辊轮接长轨装上。
2.23拆除连接在张紧辊筒上的润滑油管。
2.24通过机体进料端门拉出张紧辊筒和皮带,拆除驱动辊筒及皮带支承板等,然后拆去皮带。
2.25从各轴上取下轴承和油封。
2.26拆卸观察窗密封垫。
2.1密封垫无老化、断裂现象。
零部件检查
3.1清理各零部件。
3.2检查皮带。
3.3检查清扫链的链轮、链条。
3.4检查轴承。
3.5检查、测量各滚筒轴、托辊轴。
3.6检查、测量各轴承座。
3.7检查骨架油封。
3.2皮带表面无严重磨损、划伤和烧伤等缺陷。
3.3链轮、链条无严重磨损现象,链轮无裂纹、尖齿。
3.4轴承内外套、滚动体和保持架应无裂纹、剥皮及严重磨损。
3.5各配合表面光洁,无严重磨损,与轴承配合尺寸0—+0.02mm(“-”表示间隙,“+”表示紧力,以下同)螺纹无损坏。
3.6配合表面应光洁,无严重磨损,与轴承配合尺寸-0.02—+0.02mm:
螺纹无损坏。
3.7无老化、断裂,弹性良好。
减速机检修
4.1将减速箱内润滑油放光。
4.2拆卸减速机法兰与驱动滚筒之间的传动连接销,将减速机与驱动滚筒分离。
4.3用新润滑油对减速机进行冲洗。
4.4将减速箱内润滑油彻底放尽。
4.5如果电机需要检修,则拆卸减速机上电机侧端盖螺栓,将电动机和驱动斜齿轮一起取出。
4.6检查齿轮、蜗轮、蜗杆,如有缺陷则进行解体检修。
4.7按拆卸步骤的相反顺序组装减速机。
4.8将新润滑油加入减速机,加油量以减速机上的油位标志为准,其中驱动减速机加牌号VG220齿轮油,清扫减速机加牌号为VG460齿轮油。
4.6蜗轮、齿轮啮合良好,轮齿磨损不超过原厚度1/4,齿轮的啮合区在中间部位,啮合线沿齿长不得小于75%,沿齿高接触不少于60%。
进出口煤闸门检修
5.1打开煤闸门的观察孔,通过观察孔消除门柄滑动轨道上的积煤,检查滚轮和导轨。
5.2减速箱内各零部件检查,检查后加润滑油至标准位置。
5.3装好观察孔,将切换手柄打至电动位置。
5.4配合热工做传动试验、行程调整。
5.1各滚轮无脱轨现象,滚轮转动灵活。
5.2减速箱内齿轮及轴承完好,无明显磨损迹象。
5.4煤闸门开关灵活到位。
整体回装
6.1所有部件内部和表面进行清理,对传动部件加入适量的润滑脂。
6.2按拆卸步骤的相反顺序组装给煤机。
6.3利用水平校验杆调整称重辊与两个称重跨距辊的水平,保证精确的测量精度。
6.4在张紧皮带之前进行皮带对中调整,再调整被动滚筒使其两端的滑块到导轨末端的距离保持一致。
6.5调节皮带与入口挡板之间间隙,裙板和皮带表面之间的间隙必须在物流的方向上增加,防止物料陷落到裙板和皮带之间卡住。
6.6调整皮带支撑板。
6.7调整链条张力。
6.8在皮带表面的宽度方向上用粉笔或反光纸做出记号,以指明皮带转过完整的一周。
6.9启动并低速运行给煤机,利用张紧调整螺栓调整皮带运行轨迹,将皮带对中到主动滚筒和被动滚筒上,五圈内仔细观察皮带的隆起迹象,再以最大转速让皮带至少转过20圈。
6.10完成轨迹调整之后,检查调整皮带的张力,利用皮带调整螺栓以调整张力,注意调整皮带的张力时应保证两侧调整螺栓转动方向及圈数相同。
6.11配合热工做给煤机称重系统标定。
6.3称重辊与两侧称重跨距辊应在同一平面内,其平面度误差不大于-0.5-1.0mm。
6.4皮带背面的V型导轨嵌入所有的滚筒和托辊的凹槽中。
6.5入口端的间隙应为5mm至10mm,增加到出口端的10mm至15mm。
6.6支撑板前沿与煤层挡板(整形板)对齐或稍稍超前一些,以便皮带平稳、连续地运行。
6.7清理刮板链的适当张力,应为在驱动链轮处链的下垂度在链轮顶圆与链条下沿之间约50-130mm。
6.8皮带不出现隆起,就认为皮带的轨迹合适。
6.9张紧辊筒中心在张紧高度指示器刻度中线上下做相同幅度的摆动。
试运行
7.1试运4小时,测量振动、温度,听内部声音。
7.2检查泄漏。
7.3检查皮带及清扫链运行轨迹。
7.3减速机振动值<
0.05mm、温度<
75℃,运行无异音,系统无漏风、漏粉、漏油现象,各管路通畅,
皮带及清扫链运行轨迹正常,无跑偏现象。
7、检修后试验项目及标准
给煤机运行情况,称重系统精度达到标准。
试运行1小时
减速机振动值<


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 检修 规程
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 如何打造酒店企业文化2刘田江doc.docx
如何打造酒店企业文化2刘田江doc.docx
-
律师提供著作权法律服务业务操作指引.docx
-
18秋福建师范大学《经济法》在线作业一.docx
-
施工现场危险源.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
精校版重庆市 初中毕业水平暨高中招生考试中考英语试题AB卷Word版含答案解析.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
江苏省刘国钧中学1112学年高二语文上学期期末考前辅导试题卷苏教版会员独享.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
西安交通大学18年课程考试《管理会计》作业考核试题.docx
-
施工安全保证体系.docx
-
南开17秋学期《科学启蒙尔雅》在线作业2.docx
-
秋福师《大学英语1》在线作业二.docx
-
231695 北交《运输物流管理》在线作业2 15秋答案.docx
-
梁原学区安全管理工作实施方案.docx
-
环保管理台帐明细.docx
-
我国三大翻译证书考试概览.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
静态分析指标.docx
-
山东金瀚控股金瀚置业绩效考核指标库.docx
-
B0301A国际贸易.docx
-
人教版八年级数学上册同步练习试题及答案第11章《三角形》 同步练习及答案111.docx
-
秋福师《概率论》在线作业二.docx
-
17秋福师《高级英语阅读二》在线作业一.docx
-
西南大学17秋0764《工程建设监理》在线作业参考资料.docx
-
生活宝典之社会大转盘一.docx
-
专卖店管理.docx
-
100个CFO的八年之资金管理篇.docx
-
东北师范古代汉语三16秋在线作业2.docx
-
专业技术人员公共危机管理考试.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
八年级物理上册第三章第3节汽化和液化第2课时液化导学案.docx
-
八年级生物 张鹏.docx
-
八年级语文测试四.docx
-
班组建设中的精益化管理之路.docx
-
八年级信息技术教案上.docx
-
保育个人工作总结多篇.docx
-
八上导学案达标检测.docx
-
波特钻石理论模型MichaelPorterdiamondModel精编版.docx
-
拔河比赛作文500字点面结合.docx
-
《项目管理法律法规及国际惯例》资料1.docx
-
幼儿园大班皮影戏教案反思合集五篇.docx
-
《用频率估计概率》教学设计.docx
-
版 第5章 第3节 化学键.docx
-
版简单个人房屋租赁合同.docx
-
办公室功能划分.docx
-
报关实务实训指导书.docx
-
北京 高考语文真题.docx
-
北京卷全国统一高考理科综合试题Word版含答案解析.docx
-
北师大版小学一年级数学上册寒假作业精品推荐29.docx
