 G71编程入门文档格式.docx
G71编程入门文档格式.docx
- 文档编号:15983268
- 上传时间:2022-11-17
- 格式:DOCX
- 页数:32
- 大小:165.63KB
G71编程入门文档格式.docx
《G71编程入门文档格式.docx》由会员分享,可在线阅读,更多相关《G71编程入门文档格式.docx(32页珍藏版)》请在冰豆网上搜索。
N60~N140为精加工外形轮廓程序群
N90Z-20;
N100X16Z-28;
N110Z-40;
N120X19;
N130X21Z-41;
N140Z-60;
N180G70P60Q140;
精车G71外形轮廓
N190G00X80Z20;
返回起刀点
N200T0303;
换回切断刀,刀宽3mm
N210G00X23Z-59.8;
快速定位,接近工件
N220G01X10F30;
切槽
N225G00X23
N230G00Z-59.5;
定位
N240G01X-0.1F30;
切断
N250G00X50
N255Z50;
N260T0100M05;
换回基准刀,主轴停止
N270M30;
程序结束
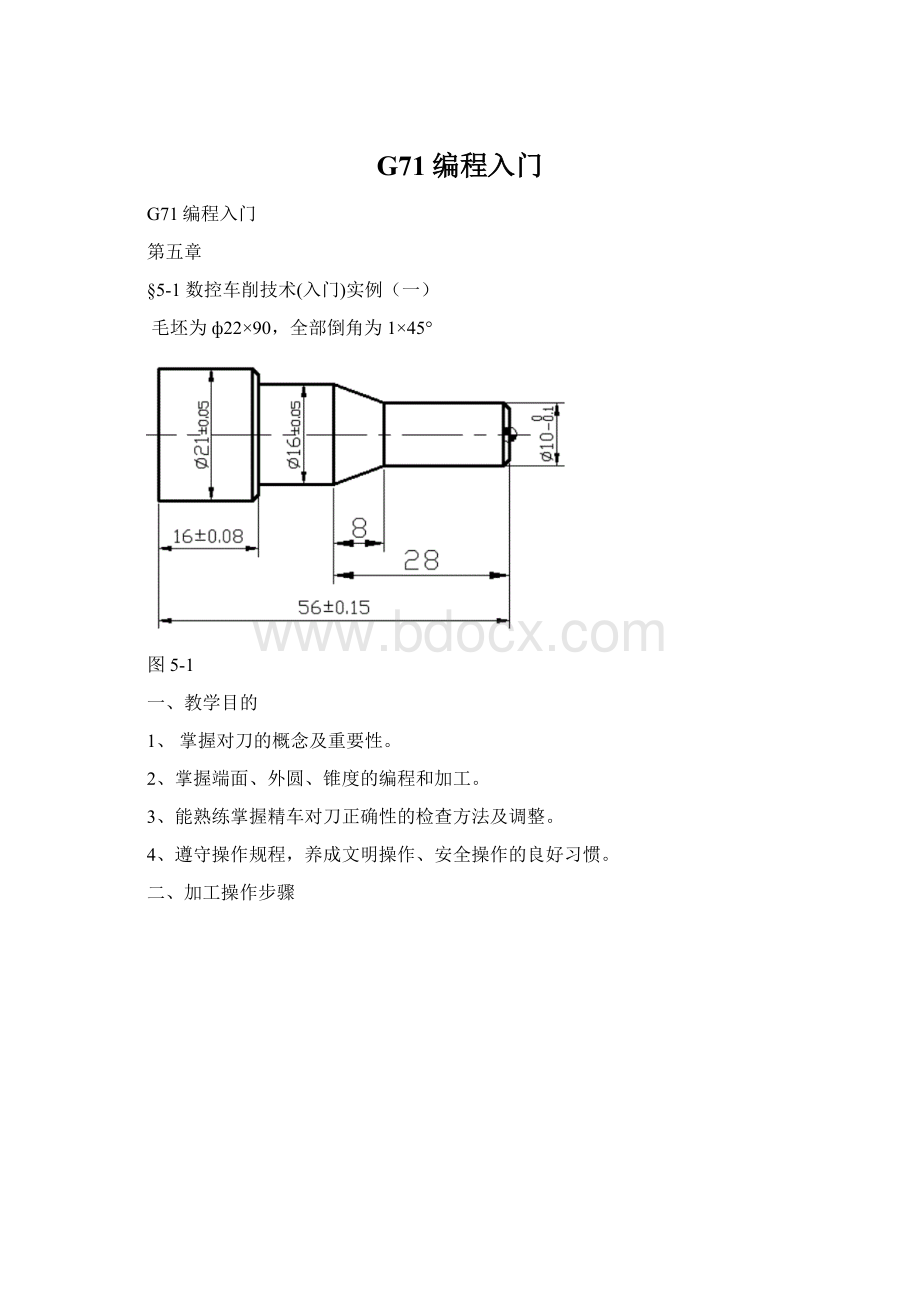
5-2数控车削技术(入门)实例
(二)
65
图5-2
2、掌握端面、外圆、圆弧的编程和加工。
二、加工操作步骤。
参见图5-2,加工该零件时一般先加工零件外形轮廓,切断零件后调头加工零件总长。
编程零点设置在零件右端面的轴心线上。
1、夹零件毛坯,伸出卡盘长度60mm。
2、车端面。
3、粗、精加工零件外形轮廓至尺寸要求。
4、切断零件,总长留0.5mm
5、零件调头,夹ф21外圆(校正)
6、加工零件总长至尺寸要求(程序略)
7、回换刀点,程序结束。
三、注意事项
1、确认车刀安装的刀位和程序中的刀号相一致。
2、仔细检查和确认是否符合自动加工模式。
3、灵活运用倍率修调开关。
4、为保证对刀的正确,对刀前应将工件外圆和端面采用手动方式车一刀。
5、机床的长度超程限位为15mm。
四、应用的刀具:
刀号
T0100
T0202
T0303
形
状
类型
精车外圆刀
粗车外圆刀
切断刀,刀宽3mm
材料
YT30
YT5
YT15
程序:
O2233;
N10G50X50Z50;
设定坐标系(起刀点)
N20M3S02T0202;
调用粗车刀,主轴低低速正转
N30G00X22Z2;
N40G71U2R1;
每次进刀量4mm(直径)退刀1mm
N50G71P60Q150U0.2W0.2F100;
外形轮廓粗车加工,余量X、Z方向0.2mm
N60G00X0;
N80X4;
N90G03X10Z-3R3;
N100G01Z-10;
N110X11;
N60~N150为精加工外形轮廓程序群
N120G03X15Z-12R2;
N130G01Z-17;
N140G03X21Z-20R3;
N150G01Z-34;
N160G00X50Z50;
N170T0100;
调用精车刀
N180G00X25Z2;
N190G70P60Q150;
N200G00X50Z50;
N210T0303;
N220G00X23Z-33.8;
N230G94X10F30;
N240G00Z-33.5;
N250G94X-0.1F30;
N260G00X50Z50;
N270T0100M05;
N280M30;
5-3数控车削技术(入门)实例(三)
55
图5-3
参见图5-3,加工该零件时一般先加工零件外形轮廓,切断零件后调头加工零件总长。
1、夹零件毛坯,伸出卡盘长度43mm。
5、零件调头,夹ф17外圆(校正)
1、加工圆锥时刀具必须要各对准工件中心。
2、加工圆锥时,锥度由各点坐标确定,故尺寸计算必须准确。
3、机床的长度超程限位为15mm。
4、锥度比的计算公式为:
,本例计算锥度大径为12.33mm。
N50G71P60Q120U0.2W0.2F100;
N80G03X10Z-5R5;
N90G01X10Z-8;
N60~N120为精加工外形轮廓程序群
N100G01X12.33Z-15;
N110X17;
N120Z-27;
N130G00X50Z50;
N140T0100;
N150G00X25Z2;
N160G70P60Q120;
N170G00X50Z50;
N180T0303;
N190G00X23Z-26.8;
N200G94X10F30;
N210G00Z-26.5;
N220G94X-0.1F30;
N230G00X50Z50;
N240T0100M05;
N250M30;
5-4数控车削技术(入门)实例(四)
80
图5-4
1、能根据零件图确定切槽程序编制的方法。
2、合理选择切槽的方法。
3、能应用合理的方法保证槽的精度。
参见图5-4,加工该零件时一般先加工零件外形轮廓,切断零件后调头加工零件总长。
5、零件调头,夹ф21外圆(校正)
1、切槽时,刀头宽度不能过宽,否则容易引起振动。
2、安装切槽刀时,主切削刃与工件轴心线要平行。
3、切槽车刀对刀时刀沿的位置码必须和程序中的刀沿位置码相一致。
4、机床的长度超程限位为15mm。
程序
O2223;
外形轮廓粗车加工,余量X、Z方向0.2mm
N90G01Z-10;
N100G03X14Z-12R2;
外形轮廓的精加工轮廓程序群
N110G01Z-20;
N120X21;
N130Z-49;
N140G00X50Z50;
N150T0303;
N160G00X22Z-31;
N170G94X14F30;
N180Z-33;
N190Z-35;
N200G00X50Z50;
N210T0100;
N220G00X22Z2;
N230G70P60Q150;
N240G00X50Z50;
N250T0303;
N260G00X22Z-49;
N270G94X10F30;
N280G00Z-48.5;
N290G94X-0.1F30;
N300G00X50;
快速定位,离开工件
N310G00X50Z50;
N320T0100M05;
N330M30;
5-5数控车削技术(入门)实例(五)
70
图5-5
参见图5-5,加工该零件时一般先加工零件外形轮廓,切断零件后调头加工零件总长。
1、夹零件毛坯,伸出卡盘长度52mm。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- G71 编程 入门
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《雷雨》中的蘩漪人物形象分析 1.docx
《雷雨》中的蘩漪人物形象分析 1.docx
-
《经济法基础》第三章章节练习与答案解析.docx
-
安徽省合肥市包河区卫生健康系统招聘试题及答案解析.docx
-
《河中石兽》复习过程.docx
-
版二级建造师《公路工程管理与实务》考前检测 附答案.docx
-
保密安全制度监理组5篇修改版.docx
-
北师大版届九年级上学期期末考试英语试题I卷.docx
-
PACE产品及周期优化法系统结构复习课程.docx
-
常规变电站常规设计.docx
-
初三欧姆定律计算题题型整理.docx
-
《测绘管理与法律法规》模拟试题一附答案.docx
-
2测风工岗位练兵技术比武.docx
-
《小学语文不同课型的教学模式参考》1.docx
-
15高考宁夏英语及答案教学内容.docx
-
ABS圆形笔筒课程设计说明书.docx
-
c语言程序填空题.docx
-
茶艺师高级三级教学计划大纲.docx
-
场平土石方工程施工项目组织设计.docx
-
《人力资源管理》期末试题及答案教学内容.docx
-
《河南省高等学校教师实验人员中高级专业技术职务任职资格申报评审条件试行.docx
-
01钢结构制作施工工艺标准文档.docx
-
IIR数字滤波器的设计流程图.docx
-
005纺丝作业指导书.docx
-
1991高考化学试题.docx
-
GMP审核检查表与审核员指南.docx
-
成本会计试题二.docx
-
14001讲师心态调整培训讲座讲义体验版共14页文档.docx
-
cpld矩阵键盘.docx
-
《金融服务营销》.docx
-
NHR100过程校验仪140408.docx
-
Q+ Web 改版设计小结.docx
-
八年级上册古诗词鉴赏含参考答案.docx
-
公务员心理健康教育专题.docx
-
心态乐观的名人例子.docx
-
团队建设励志文章团队建设正能量文章.docx
-
市政道路工程质量检验评定标准.docx
-
文献信息检索习题答案文献信息检索答案.docx
-
网吧建设需求分析.docx
-
西方组织结构对零售企业的作用谈沃尔玛的组织结构.docx
-
小学暑假工作总结.docx
-
我国零售业发展面临的挑战与对策.docx
-
小学信息技术说课稿《学做幻灯片》4.docx
-
计算机组成原理CPU设计实验报告.docx
-
组词填句子.docx
-
实验室安全手册00002.docx
-
优化作业流程 提升运输效率运输部.docx
-
汉语拼音卡片声母韵母全四线三格.docx
-
网络原理课程设计南阳理工学院.docx
-
视频监控系统工程施工规范doc.docx
-
金融企业劳动合同.docx
-
广播台策划书共8篇.docx
