 数控机床的结构特点.docx
数控机床的结构特点.docx
- 文档编号:1598322
- 上传时间:2022-10-23
- 格式:DOCX
- 页数:19
- 大小:194.42KB
数控机床的结构特点.docx
《数控机床的结构特点.docx》由会员分享,可在线阅读,更多相关《数控机床的结构特点.docx(19页珍藏版)》请在冰豆网上搜索。
数控机床的结构特点
睐第1章数控机床的结构特点
数控机床的组成
1.1.1数控机床的整体结构
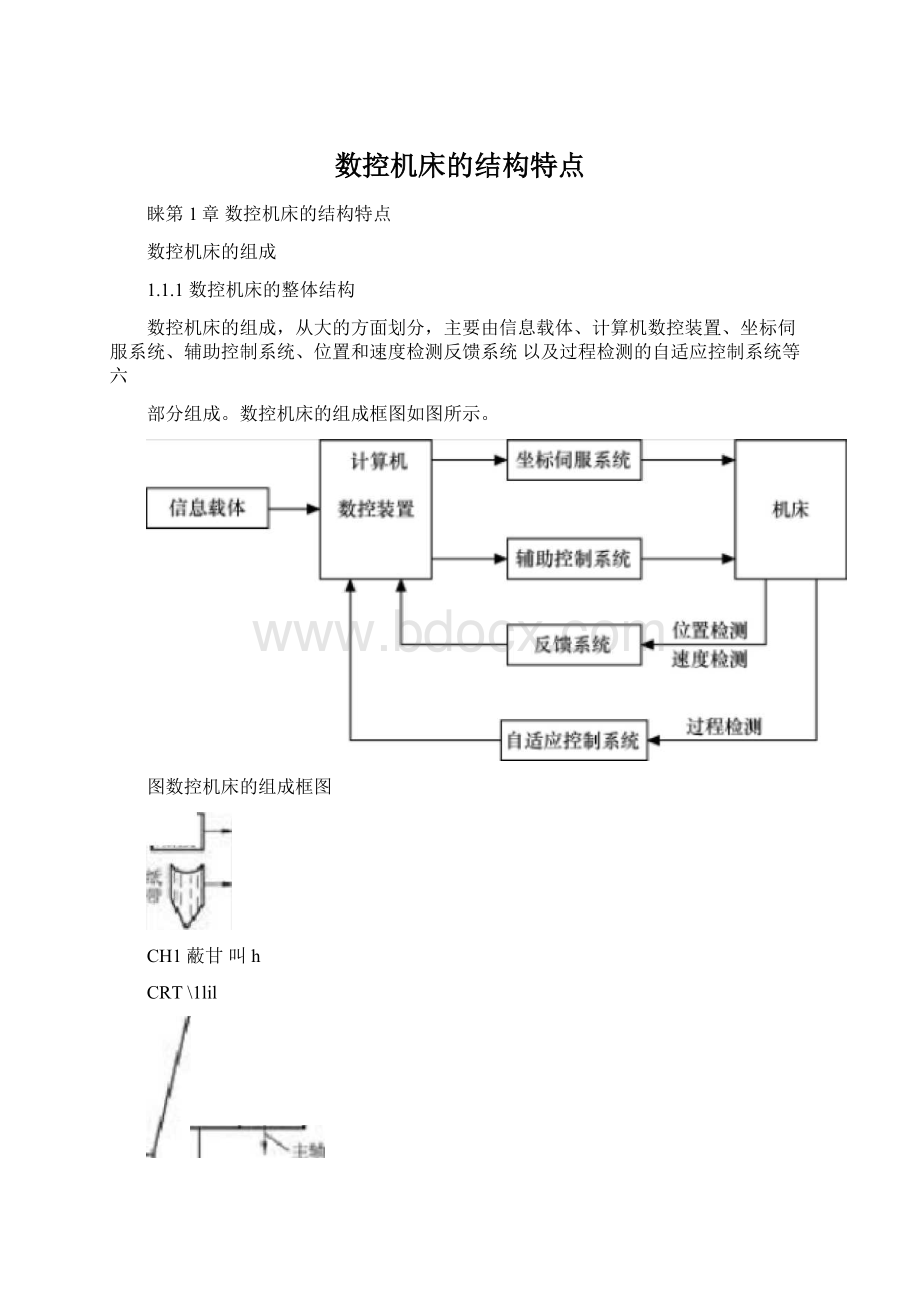
数控机床的组成,从大的方面划分,主要由信息载体、计算机数控装置、坐标伺服系统、辅助控制系统、位置和速度检测反馈系统以及过程检测的自适应控制系统等六
部分组成。
数控机床的组成框图如图所示。
图数控机床的组成框图
CH1蔽甘叫h
CRT\1lil
I
U111
7@V
協电ftn
理甲■*U蓿人比畀Tup甩—*fWFfltl―
rt-
・B呻柑侑峪
图1-5数控机床的组成及框图
1•信息载体
它是把加工零件通过建立数学模型及数学处理后,按规范编制成工艺流程,形成程序文件,然后通过计算机存储到软盘或磁盘上,再将软盘或磁盘的程序输送到数控系统中。
或者通过键盘将加工程序输送到数控系统中,也可通过DNC接口用通用计算机直接将加
工程序输送到数控系统中。
这些软盘、磁盘、键盘或通用计算机就是信息载体。
我们把可用不同形式将零件的加工程序记录在上面,并可传输给数控装置的这种载体称为信息载体,也可称为控制介质。
在早期的数控机床上,常用纸带、穿孔卡片、磁带等作为信息载体。
2.计算机数控装置
加工程序由输入装置传送到数控系统中后,经过中央处理单元、运算器、存储器、控制器等,又通过数控系统软件、机床参数等的支持,再经过输出装置,分配到坐标伺服系统和辅助控制系统中去。
同时又将坐标伺服系统中的位置检测信号、速度检测信号和自适应控制的温度、转矩、振动、摩擦、切削力及液压、气压、中心润滑等系统的压力多因素变化过程检测的反馈信息,经与给定值和最佳参数反复比较、处理后,再输出给坐标伺服系统和辅助控制系统。
这里的输入/输出装置、中央处理单元(CPU、运算器、存储器和控制器等组成的装置称为计算机数控装置。
3.坐标伺服系统
由伺服控制电路、功率放大器、交流伺服电机或线性电机、位置和速度检测装置等组成,将数控装置发出的脉冲信号转换成机床的各坐标运动,这种系统称为坐标伺服系统。
坐标伺服系统中的位置检测装置和速度检测装置,对坐标运行的直线位置、角向位置的准确性和直线运行速度、角向回转速度进行检测、修正。
其中包括主轴转换成伺服坐标的角向位置检测和回转运行的速度检测。
坐标伺服系统中的坐标运行位置精度和运行速度将直接影响数控机床的加工精度和生产效率。
4.辅助控制装置辅助控制装置的作用,就是通过接收数控装置发出的辅助控制指令,经输入/输出接口电路转换成强电(动力能源、信号,用来控制机床主轴的启动、停止,主轴的无级调速,机械手、刀库、换刀的动作,刀塔的动作,尾座的动作,工作台的交换、定位、夹紧,冷却液装置的动作,排屑器的动作,液压装置的动作,气压装置的动作及中心润滑装置的动作等。
辅助控制装置用辅助指令来控制数控机床各开关量,能使机床在运行过程中形成一套完整或较完整的逻辑工作状态。
数控机床由数控装置、伺服驱动装置、检测反馈装置、和机床本体四大部分组成。
1.1.2计算机数控系统(简称CNC的组成
计算机数控系统(CNC主要由微型计算机、外围设备和机床控制装置三大部分组成。
1.微型计算机
微型计算机是CNC系统的核心,是CNC的主体设备,是软件得以施展、完成各项控
制功能的硬件保证。
它主要由微处理器(CPU、存储器和接口电路组成。
外部
键盘
w外間殳箫掩口电略
控制
iLJLJk
I心圾冲与捷口rfe踣
控制
坐标电机
J
图CNC系统的组成框图
CPU由运算器和控制器组成,任务完成对数控系统的运算和管理。
存储器用于存储系统软件和加工程序,在EPROMS存放系统程序,在RAM中存放零件加工程序。
输入/输出(I/O)接口电路完成CPU与机床和外围设备的联系。
2•外围设备
外围设备(简称外设)由操作面板、键盘、显示器、磁盘驱动器、可编程控制器(PLC机)以及外部存储器等组成。
这些外围设备通过I/O接口与计算机相连,形成了计算机与外围设备的双向通信,同时在计算机的统一指挥下对机床各部分进行控制。
操作面板分两大部分,一部分用来安装操作计算机及数控装置的各按键、按钮开关和
标准计算机键盘、固定鼠标。
另一部分用来安装操纵机床的各种控制开关、按键、手摇脉冲发生器、机床工作状态指示器、各种信号灯。
键盘输入各种操作指令,工件的加工程序用手动方式(MDI)直接输入到数控系统中存储起来,还可控制数控机床操作。
显示器用来显示CNC系统的相关信息。
软盘驱动器将软盘上存储的加工工件程序通过软盘驱动器输入到数控系统的存储器中存储起来。
可编程控制器对数控机床的顺序动作进行逻辑控制,并分为内置和外置两种。
3•机床控制装置
CNC系统是通过对伺服系统的机构进行控制,来实现对各线性坐标和旋转坐标的直线位置、角向位置的坐标运动速度控制的。
为了提高这些线性坐标和旋转坐标的位置精度和运行速度的准确性,常常采用半闭环和闭环伺服检测系统来检测机床坐标运行的实际位置,用测速电机来检测伺服电机的速度,以提高控制精度。
因此,在机床坐标位置和速度控制中要具有位置反馈和速度反馈系统。
机床逻辑状态检测输入接口电路,用于输入机床上安装的与自适应控制相关的传感元器件和液压、气压、检测元件的输出信号。
机床逻辑状态控制输出接口电路,用于控制机床的各开关量,包括各辅助装置的开关量。
位置控制一般是指控制机床的位移轴的移动位置,比如CNC发出指令,控制轴
通过伺服电机,传动装置等移动到指定位置,通过位置检测装置(编码器或者光栅)反馈回CNC是否准确到达,同时进行位置的补正。
就是CNC1过指令让它能控制移动的东西移动到了它要求的地方,同时检查实际到了没有。
1.1.3主机的组成
主机即数控机床的机床部分。
当主轴驱动系统和坐标伺服系统接收到计算机系统发出的动作信号以后,开始驱动机床的主轴、工作台和刀具去定位或按程序中所指定的轨迹进行动作,并配以必要的机械、液压、气压、冷却液、中心润滑等动作,按照要求的形状和尺寸去完成零件的切削加工。
工作fr
HrV
f:
lIM
图数控机床主机的组成框图
1•主传动系统
数控机床的主传动方式有以下三种。
1在大、中型数控机床上常采用变速齿轮的传动方式,这样可以加大主轴的输出扭矩,以满足主轴低速旋转时对大输出扭矩特性的要求。
2在小型数控机床和部分数控机床上采用同步齿形带作为主传动,用这种传动方式可以减少主传动的振动和噪声。
但是,它的输出扭矩要比齿轮传动时的输出扭矩小得多。
3这些年来,在许多数控机床上开始大量使用电主轴,即数控机床的主轴直接与交流调速电机的转子刚性连接,使主轴与电机成为一个整体。
这样大大简化了主轴箱体与主轴结构,有效地提高了主轴部件的刚度。
1.带有变速齿轮的主传动
这是大、种型数控机床采用较多的一种方式。
通过少数几对齿轮减速,扩大了输出扭矩,以满足主轴对输出扭矩特性的要求。
一部分小型数控机床业采用此种传动方式,以获得强力切屑时所需要的扭矩。
滑移齿轮的移位大都采用液压拨叉或直接由液压油缸带动齿轮实现。
2.通过皮带传动的主传动
这主要应用在小型数控机床上,可以避免齿轮传动是引起的振动与噪声。
但它只能使用与要求的扭矩特性的主轴。
3.由调速电机直接驱动的主传动
这种主传动方式大大简化了主轴箱体与主轴的结构,有效地提高了主轴部件的刚度。
但主轴输出扭矩小,电机发热对主轴的精度影响较大。
2•坐标进给系统
数控机床闭环控制的进给系统,通常由位置比较放大单元、驱动单元、机械传动装置及位置检测元件(目前大多采用光栅尺)等几部分组成。
图所示为数控机床闭环控制进给系统的组成框图。
位世比较
f
平儿
速度枪灣
*—
输入甲帀丽
LU
E
动装诧
M台
LU
TtT
图数控机床闭环控制进给系统的组成框图
1.开环进给伺服系统中没有测量装置。
数控装置根据程序所要求的进给速度,方向和位移量输出一定频率和数量的进给指令脉冲,经驱动电路放大后,每一个进给指令脉冲驱动功率步进电机旋转一个步距角。
经减速齿轮、丝杆螺母付转化成工作台的当量直线位移。
如果工作台的实际位移增多或减少数控装置将不予理会,不会补发指令脉冲加以补偿。
2.闭环进给伺服系统,数控装置将位移指令与位置检测装置(如光栅尺、直线感应同步器等)测得的实际位置反馈信号,随时进行比较。
根据其差值与指令进给位移的要求,按照一定的规律转换后,随时对驱动电机的转速进行校正。
使得工作台的实际位移量与指令位移量相一致。
3.半闭环控系统机床,将位置检测装置安装在驱动电机的端部或是丝杆的端部,虽然没有直接测量出工作台的实际位移,但通过间接测量高精度丝杆的角速度,或驱动电机的角速度从而得到工作台的实际位置。
最后对工作台的实际位移量进行补偿。
3.工作台工作台可以是固定在某一个加工区间的位置上,也可以是在这个加工区间的位置上作回转运动,还可以作为一台数控机床的附件,安装在固定工作台上,在有些加工中心上,工作台可以进行交换,可以是两个工作台进行交换,也可以是多个工作台进行交换,如此成为柔性(适应新产品变化的能力)制造单元的一个组成部分。
4.换刀装置和刀塔
(1)换刀装置
换刀装置由机械手、刀库、主轴定向机构和主轴拉刀机构组成。
在有些加工中心的换刀装置上只有刀库和主轴换刀机构,省去了机械手。
机械手作为刀库与主轴之间取刀、放刀的装置,起着传递作用。
在没有机械手的加工中心上,是由刀库和主轴的相互配合完成换刀动作的。
刀库的形式一般有鼓轮式(或称斗笠式)、链式和箱体式等几种,也是目前加工中心上常用的几种形式。
机械手在刀库上准确选刀,往往采取刀具编号方式、刀座编号方式和计算机记忆方式。
1.换刀过程
(1)装刀:
刀具装入刀库任选刀座装刀方式。
刀具安置在任意的刀座内,需将该刀具所在刀座号记下来。
固定刀座装刀方式。
刀具安置在设定的刀座内。
(2)选刀
从刀库中选出指定刀具的操作。
1)顺序选刀:
选刀方式要求按工艺过程的顺序(即刀具使用顺序)将刀具安置在刀座中,使用时按刀具的安置顺序逐一取用,用后放回原刀座中。
2)随意选刀:
1刀具编码方式米用刀套的锥柄和锥柄的尾部编码两种方式
2刀座编码选刀:
对刀库各刀座编码,把与刀座编码对应的刀具一一放入指定的刀座中,编程时用地址T指出刀具所在刀座编码。
3计算机记忆选刀
刀具号和存刀位置或刀座号对应地记忆在计算机的存储器或可编程控制器的存储器内,刀具存放地址改变,计算机记忆也随之改变。
在刀库装有位置检测装置,刀具可以任意取出,任意送回。
(3)换刀
1)主轴上的刀具和刀库中的待换刀具都是任选刀座。
刀库一选刀一到换刀位一机械手取出刀具一装入主轴,同时将主轴取下的刀具
装入待换刀具的刀座。
2)主轴上的刀具放在固定的刀座中,待换刀具是任选刀座或固定刀座。
选刀过程同上,换刀时从主轴取下刀具送回刀库时,刀库应事先转动到接收主轴刀具的位置。
3)主轴上的刀具是任选刀座,待换刀具是固定刀座。
选刀同上,从主轴取下的刀具送到最近的一个空刀位。
8421的编码方式4个位置分别代表数字8、4、2、1见下表
十进制
S421軸胃
0
0000
1
0001
2
0013
3
0C11
4
01Q0
5
6
0110
7
011L
R
1003
9
100


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 数控机床 结构 特点
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 12处方点评管理规范实施细则_精品文档.doc
12处方点评管理规范实施细则_精品文档.doc
-
12核心制度竞赛题库_精品文档.doc
-
12新医疗技术准入制度_精品文档.docx
-
12月份医务科质控通报_精品文档.doc
-
12项基本公共卫生服务项目_精品文档.docx
-
12月环境卫生学监测方法考核试题_精品文档.doc
-
13双重预防体系风险评价制度及准则_精品文档.doc
-
12种不能忽视的可能的心脏病症状_精品文档.doc
-
13检验科“三基”考试试卷_精品文档.doc
-
14以预防为先导_精品文档.doc
-
12高危药品分级管理制度及目录_精品文档.doc
-
13个病种中医护理方案_精品文档.docx
-
16检验科应对突发事件应急预案_精品文档.docx
-
12急救药品管理制度_精品文档.doc
 17种抗癌药纳入国家基本医疗保险工伤保险和生育保险药品目录_精品文档.xls
17种抗癌药纳入国家基本医疗保险工伤保险和生育保险药品目录_精品文档.xls
-
14医疗器械召回程序_精品文档.wps
-
13医用耗材库房管理制度_精品文档.doc
-
136个幼儿园英语课堂游戏_精品文档.docx
-
12经络彩图_精品文档.doc
-
151颅脑损伤恢复期康复临床路径_精品文档.doc
-
14项护理核心制度_精品文档.doc
-
12检验科化学危险物品使用准则_精品文档.doc
-
15-消化内镜手术分级目录_精品文档.xls
-
13术前讨论记录本模板_精品文档.doc
-
17-下腰痛评估表JOAVAPS_精品文档.doc
-
12项基本公共卫生服务流程图_精品文档.doc
-
13中国髋膝关节置换的现状及展望_精品文档.docx
-
14种最迷惑人的癌症前兆_精品文档.docx
-
17消毒供应室医院感染管理制度_精品文档.doc
-
15附加住院津贴保险条款的费率-人保财险备-健康附号_精品文档.doc
-
19陕西省崔家沟监狱罪犯医疗防疫总站突发事件预案_精品文档.doc
-
20项护理技术操作规程及评分标准_精品文档.doc
-
广东省广州市花都区《卫生专业技术岗位人员公共科目笔试》真题.docx
-
滚筒冷渣机安全技术规范标准版.docx
-
华南理工大学计算机网络网络报文抓取与分析实验报告.docx
-
军事动作剧士兵突击观后感范文.docx
-
考研英语一真题及答案.docx
-
九年级英语重点词组复习教案必备学习.docx
-
口袋妖怪漆黑的魅影所有宠物进化和要求内容.docx
-
聚类算法总结.docx
-
酒店餐饮社会实践报告.docx
-
初三数学圆知识点总结.docx
-
中外美术史各高校考研真题.docx
-
大学学生公寓楼建筑结构及施工设计.docx
-
争做文明大学生演讲稿doc.docx
-
安全施工组织设计.docx
-
谢谢你作文分析共11页.docx
-
一级消防工程师《技术实务》章节试题第二篇第四章含答案.docx
-
小学四年级语文培优补差活动记录.docx
-
企业财务会计业务题.docx
-
浙江省衢州市高三教学质量检测文科数学试题.docx
