 LHS05004YQ焊接工艺Word文档下载推荐.docx
LHS05004YQ焊接工艺Word文档下载推荐.docx
- 文档编号:15915033
- 上传时间:2022-11-17
- 格式:DOCX
- 页数:43
- 大小:122.96KB
LHS05004YQ焊接工艺Word文档下载推荐.docx
《LHS05004YQ焊接工艺Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《LHS05004YQ焊接工艺Word文档下载推荐.docx(43页珍藏版)》请在冰豆网上搜索。
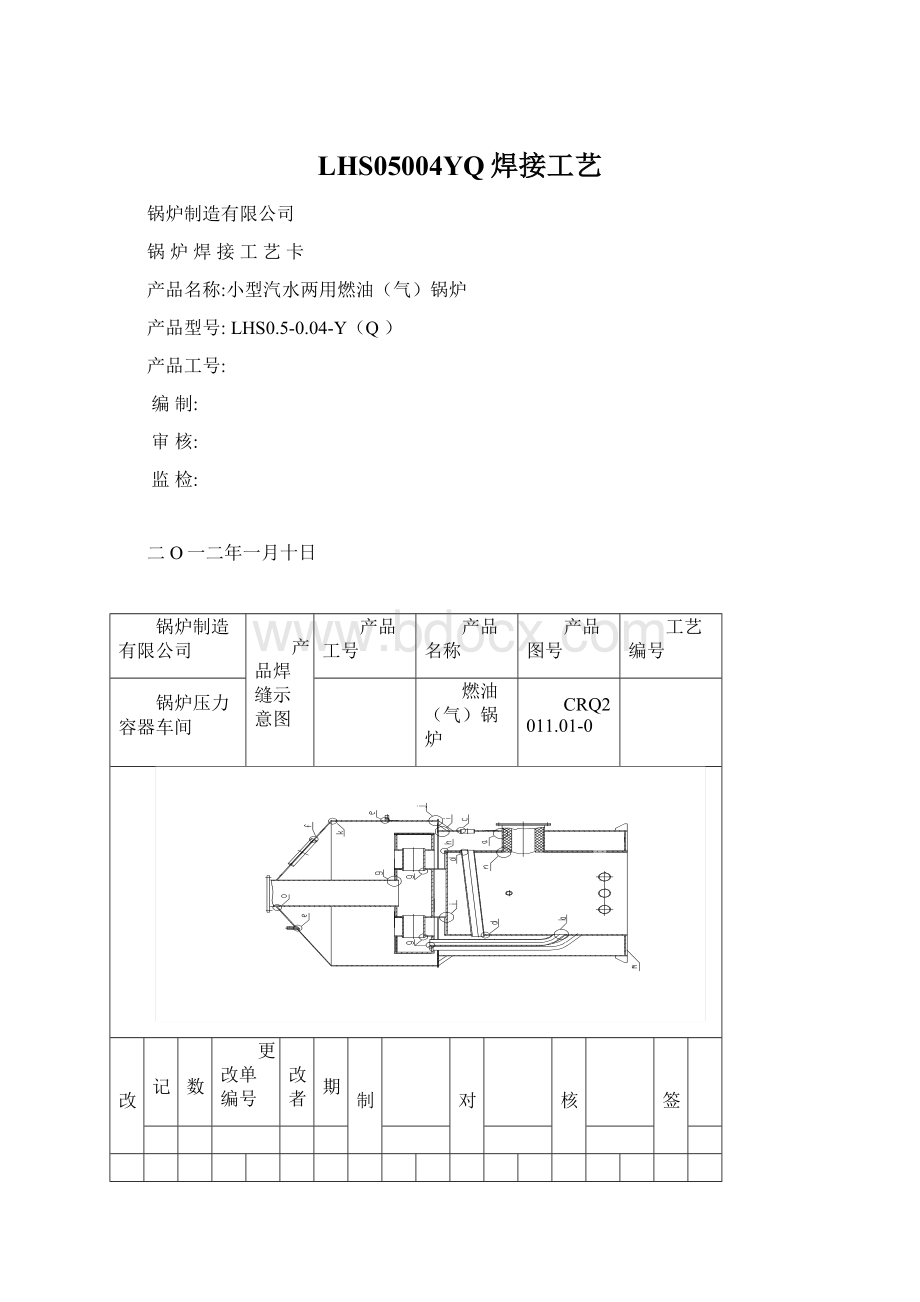
产品图号
工艺编号
锅炉压力容器车间
燃油(气)锅炉
CRQ2011.01-0
修改
标记
处数
更改单编号
修改者
日期
编制
校对
审核
会签
产品焊缝识别卡质控5-2
序号
焊缝代号
焊接方法
焊接工艺评定
焊工持证项目
无损检测
热处理状态
1
筒体、炉胆纵环缝
SMAW
GC2011-037
SMAW-Ⅱ-1G-12-F3J
/
2
a
GC2011-037GC2011-038
SMAW-Ⅱ-6FG-12/51-F3J
3
b
SMAW-Ⅱ-2FG(K)-5/60-F3J
4
C
5
d
6
e
7
f
SMAW-Ⅱ-6FG-12\51-F3J
8
g
9
h
10
i
11
j
12
k
13
m
14
n
15
o
SMAW-Ⅱ-6FG(K)-5/60-F3J
焊接工艺卡质控5-2
焊接工艺卡
组件名称
锅炉压力容器车间
共15页
第1页
接点号
接点部位说明
筒体、炉胆纵环焊缝
焊缝总长
m
印记号
结点图:
(坡口形式)
基
本
金
属
牌号
规格
(mm)
焊
接
材
料
烘干温度
(℃)
保温时间
(h)
定额
(㎏)
烘干者
签字
Q235-A
δ=4
CHE422
Ø
3.2
150
δ=5
4.0
1、焊前清除坡口及周围20mm内的氧化皮、铁锈、油污、水等影响焊接质量的污物。
2、内Ø
3.2焊条打底焊1层,外Ø
4.0焊条盖面1~2层。
3、清理打磨焊缝,外观质量符合《蒸规》第79条之规定。
4、其余按公司技术规定标准执行.
规
范
焊条电弧焊
焊前预热及层间保温说明
焊后热
处理说明
层数
内1层
外1~2层
电源极性
交流
焊材牌号
规格(mm)
电流(A)
120~140
160~200
电压(V)
22~26
焊速(mm/min)
80~100
100~120
保护气体
气体流量(L/min)
修
改
焊接工艺评定号
编
制
校
对
审
核
会
签
备注
第2页
炉门圈与锅壳焊接
2、Ø
3.2焊条打底焊1层,Ø
1层
1~2层
160~210
22~24
第3页
b
火管与炉胆焊接
20
63.5×
3.2焊条打底,Ø
第4页
C
手孔、给水管座等与锅壳焊接
(m


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- LHS05004YQ 焊接 工艺
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《雷雨》中的蘩漪人物形象分析 1.docx
《雷雨》中的蘩漪人物形象分析 1.docx
-
《经济法基础》第三章章节练习与答案解析.docx
-
安徽省合肥市包河区卫生健康系统招聘试题及答案解析.docx
-
《河中石兽》复习过程.docx
-
版二级建造师《公路工程管理与实务》考前检测 附答案.docx
-
保密安全制度监理组5篇修改版.docx
-
北师大版届九年级上学期期末考试英语试题I卷.docx
-
PACE产品及周期优化法系统结构复习课程.docx
-
常规变电站常规设计.docx
-
初三欧姆定律计算题题型整理.docx
-
《测绘管理与法律法规》模拟试题一附答案.docx
-
2测风工岗位练兵技术比武.docx
-
《小学语文不同课型的教学模式参考》1.docx
-
15高考宁夏英语及答案教学内容.docx
-
ABS圆形笔筒课程设计说明书.docx
-
c语言程序填空题.docx
-
茶艺师高级三级教学计划大纲.docx
-
场平土石方工程施工项目组织设计.docx
-
《人力资源管理》期末试题及答案教学内容.docx
-
《河南省高等学校教师实验人员中高级专业技术职务任职资格申报评审条件试行.docx
-
01钢结构制作施工工艺标准文档.docx
-
IIR数字滤波器的设计流程图.docx
-
005纺丝作业指导书.docx
-
1991高考化学试题.docx
-
GMP审核检查表与审核员指南.docx
-
成本会计试题二.docx
-
14001讲师心态调整培训讲座讲义体验版共14页文档.docx
-
cpld矩阵键盘.docx
-
《金融服务营销》.docx
-
NHR100过程校验仪140408.docx
-
Q+ Web 改版设计小结.docx
-
八年级上册古诗词鉴赏含参考答案.docx
-
中小学体育教师专业知识模拟试题及答案二.docx
-
房屋施工组织设计.docx
-
怎样写发言稿精选多篇.docx
-
幼儿园小班健康安全教育月周日计划.docx
-
小学数学二年级100以内连加连减口算题卡.docx
-
资本公积.docx
-
注会《会计》真题及答案解析.docx
-
中国电信集团综合接入室外机柜技术规范.docx
-
战机和梯队第五次战役志愿军为什么会失利.docx
-
用Origin绘制双液系相图的步骤.docx
-
最新部编人教版物理《中考模拟检测试题》含答案解析.docx
-
北京市怀柔区学年高二上学期期末考试生物试题.docx
-
幼儿园大班上学期优秀评语学生评语.docx
-
必修一 第6课 用爱倾听.docx
-
西师版语文第八册《黄河的主人》word版课堂实录.docx
-
小学数学课题2.docx
-
幼儿园教师招聘考试教育理论模拟试题及答案共十套.docx
-
一规定两守则题库.docx
-
中心校干部教师节发言稿.docx
