 长输管线检查表Word下载.docx
长输管线检查表Word下载.docx
- 文档编号:15902485
- 上传时间:2022-11-16
- 格式:DOCX
- 页数:106
- 大小:54.75KB
长输管线检查表Word下载.docx
《长输管线检查表Word下载.docx》由会员分享,可在线阅读,更多相关《长输管线检查表Word下载.docx(106页珍藏版)》请在冰豆网上搜索。
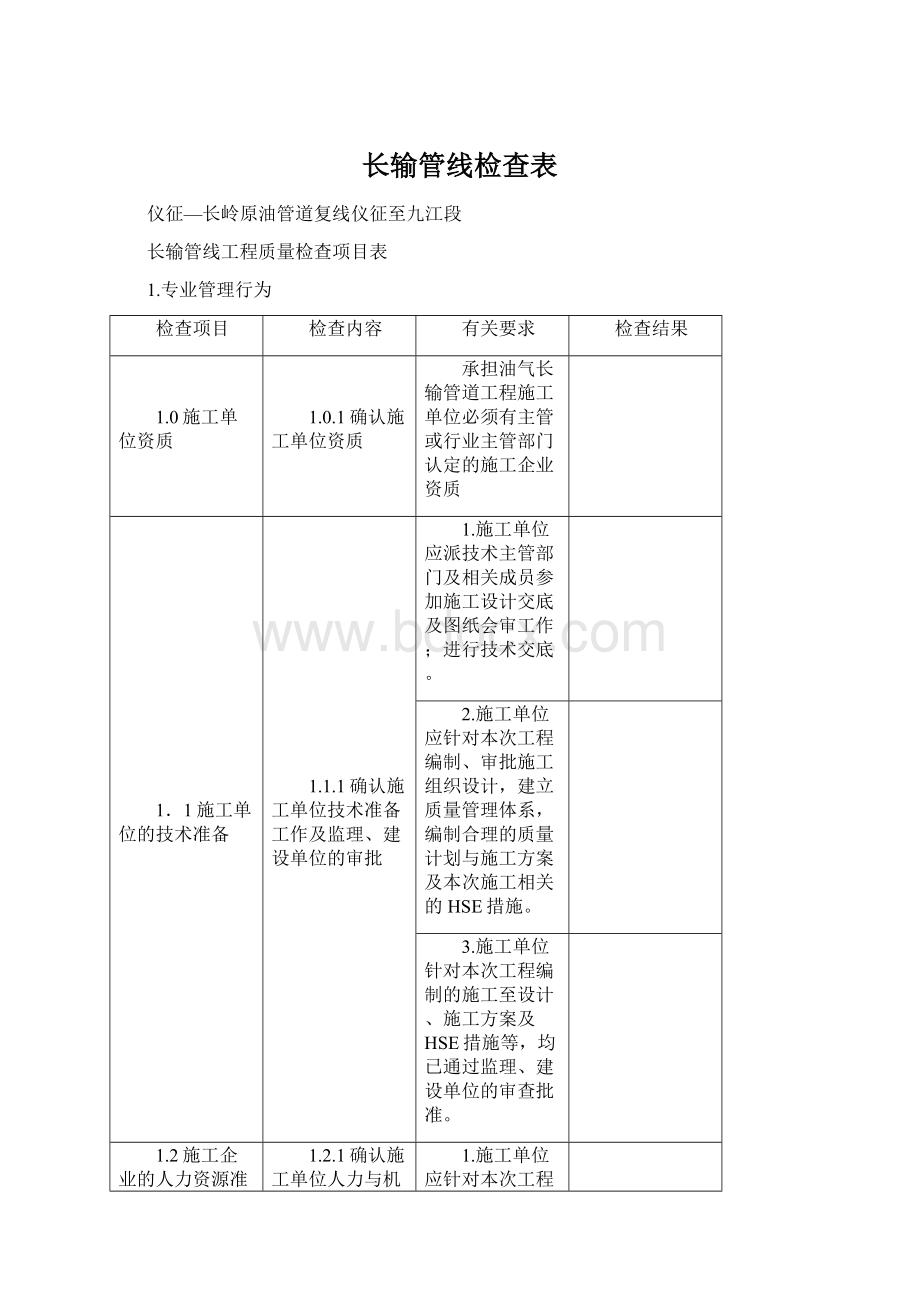
1.2施工企业的人力资源准备与施工机具准备
1.2.1确认施工单位人力与机具准备情况、进场报验及审批
1.施工单位应针对本次工程建立项目组织机构及拟定相关管理制度;
应按投标书的承诺,配备满足本次工程的施工工种和施工管理人员;
并经专业培训,取得相应的资格证书。
2.线路工程质量验收的工程划分:
单位(子单位)、分部(子分部)、分项(子分项)与检验批的划分原则,应符合规范要求。
3.施工单位应针对本次工程,按投标书的承诺,配备满足本次工程完好的施工机具。
进场前履行报验手续。
4.施工单位应按投标书承诺,配备满足本次工程经检定合格的专用量具与仪器。
1.3管材管件加工及进场验收
1.3.1管材管件及防腐成品材料进场检查、验收;
质量证明文件
1.承担油气长输管道工程防腐管、弯头、管件等加工的机械厂、防腐厂、必须具有国家或行业认定的企业资质
2.管道所用材料(包括管材、管件、焊材、防腐材料)的规格、型号、材质必须符合设计要求,质量应符合国家现行有关规范标准;
应出具合格证、材质证明、检测报告等质量证明文件。
3.管道线路的弯头、弯管、防腐成品管其材质、几何尺寸等外观质量,必须符合设计要求与规范规定。
1.3.2对成品管进场使用前的检查
1.应对工程所用管材、管件、防腐成品管及其材质、几何尺寸等外观质量,必须符合设计要求与规范规定。
2.应对成品管外观质量进行检查,有无验管记录与交接手续。
当对其质量或性能有疑问时应进行复验,不合格者不得使用。
1.4线路工程的绝缘法兰、截断阀门
1.4.1绝缘法兰有无验收、试压、绝缘测试记录
线路工程的绝缘法兰安装前应进行水压试验;
试压压力及稳压时间必须符合设计与规范要求。
试压后的绝缘法兰应进行绝缘测试。
1.4.2截断阀门进场检查;
验收记录,试压记录
施工单位应按规范要求对线路工程的截断阀门进场使用前进行全面的检查,并进行水压试验(有特殊要求的除外)。
检查内容及试压标准,应符合设计要求与规范规定;
并有检查记录资料。
1.5线路工程的交桩及测量放线
1.5.1线路交桩及测量放线
1.设计单位与施工单位应进行现场交桩工作;
并认真核对桩号、里程、高程、转角角度等数据,有交桩记录资料。
2.施工单位应在现场交桩工作完毕后(沿线设置的临时性、永久性水准点)抓紧测量放线;
并将桩移置施工作业带的边缘。
3.施工单位必须根据设计桩位放线;
不得擅自改变线路位置;
如有变更必须经设计方面书面确认。
4.管沟回填后,应将控制桩恢复到原位
1.6管材的装卸、运输、保管
1.6.1装卸运输交接记录
供货单位、施工单位对管材的装卸、运输不得损伤管口及防腐层。
对运至现场的防腐管,施工单位应逐根检查,办理交接手续
1.6.2管材保管出库与进场报验
施工单位应按设计和规范要求对管材(管子、管件、阀门、涂料)妥善保管。
对允许露天存放的防腐管,应分层码放,层间有软垫隔离,堆管场应平整、无石块、积水、坚硬根茎,不得损伤防腐层。
底层下垫有枕木、砂袋,距地面高度>
50mm
1.7管沟的开挖及验收
1.7.1管沟开挖尺寸、验收记录与工序交接
1.管沟几何尺寸(底标高、开挖深度、坡度、焊接作业坑)应符合设计要求及规范要求;
并根据具体情况确定是否增设阶梯与支撑。
2.爆破作业的管沟宜在布管前完成,作业人员应有爆破资格。
石方段管沟完成后,管壁应无坠石,沟底应无石块。
1.8管道的组对焊接
1.8.1组对与焊接准备
1.建设单位应按现行标准《钢质管道焊接及验收》SY/T4103-2006、《石油天然气金属管道焊接工艺评定》SY/T0452-2002进行焊接工艺评定。
焊接工艺评定格式见GB50369-2014附录C。
施工单位以合格的焊接工艺编制本工程的《焊接作业指导书》
2.焊工应具有相应的资格证书;
焊工能力应符合《钢质管道焊接及验收》SY/T4103-2006有关规定;
符合《特种设备无损检测人员考核及监督管理规则》
3.管口组对前应检查管内杂物,并进行清理,应检查坡口形式及完好情况,符合设计要求。
当设计无要求时,应符合GB50369-2014第10.2.1条所列图形与尺寸要求。
4.定位焊接前应应检查两管口的螺旋焊缝或直焊缝的错开间距不小于100mm;
内外对口器的使用与撤离符合规定。
组对检验批,按SY4208-2008表B2的允差检查与记录。
1.8.2焊接工艺纪律与防护措施
1.在下列任一种情况下如不采取有效防护措施不得施焊:
a.雨雪天气
b.大气相对湿度大于90%
c.低氢焊条电弧焊风速大于5米/秒;
酸性焊条电弧风速大于8米/秒;
自保护药芯焊丝半自动焊风速大于8米/秒;
气体保护焊风速大于2米/秒;
d.环境温度低于焊接工艺规程规定时
2.焊接材料,其品种、规格、性能应符合现行国家产品标准和设计要求;
焊条的烘烤温度、时间、发放、回收记录、应符合要求
3.施焊时不应在坡口以外的管壁上引弧;
各焊到应连续焊接。
焊前预热、层间温度、焊后热处理等焊接技术参数,均应严格按《焊接作业指导书》的要求施工
4.焊口应有规范的统一的标志(记录在距焊口1米远处介质流向的下游);
施工机组于现场监理人员应有各自的焊接检查记录
1.9焊缝的检查与验收
1.9.1焊缝的外观检查
1.施工单位在完成焊接后,应首先对焊缝外观进行质量检查;
外观质量检查合格的方可申请无损检测。
2.施工单位应有焊缝外观质量自查记录、监理单位应有平行检查的记录。
0焊口检验批应按SY4208表B3的格式记录。
1.9.2焊缝无损检测是否符合规范要求
1.无损检测单位的单位资质,应于所承揽的无损检测工序所含任务相应;
无损检测人员应经考核取得相应的无损检测资格;
Ⅱ级或Ⅲ级人员才有评定无损检测结果;
特殊作业人员登记表已报监理审判
2.无损检测单位应按相关标准编制无损检测工艺规程,编制及审核工艺规程的人员应按具有Ⅱ级以上无损检测资格。
3.无损探伤的检测比例,应符合设计要求;
设计说明中无要求的,输油管线的检测比例应符合GB5036910.3.3条的要求;
输气管道的检测比例应符合GB5036910.3.4条的要求.
4.通过居民区、工矿企业和穿越越管段的焊缝,弯头与直管段之间的焊缝及未经试压碰死口焊缝,均应进行100%超声波检测和射线检测。
5.焊缝的返修,应符合下列规定:
a.焊道中出现的非裂纹性缺陷,可直接返修;
返修应采用评定合格的返修工艺;
b.当裂纹长度大于焊缝长度的8%时,该焊缝必须从管线上切除;
c.焊缝在同一部位的返修,不得超过两次,根焊部位只允许返修一次,返修后应按原标准检测
1.10管道防腐及保温工程的检查与验收
1.10.1管道防腐及保温用料,工程标准的适用
管道工程中所用的钢管、弯管、弯头的防腐,现场防腐补口、补伤施工,应符合设计要求和国家现行有关标准的规定,并能提供相关质量证明文件:
c.聚乙烯防腐层应符合符合《埋地钢质管道石油沥青防腐层技术标准》SY/T0413-2002的规定
d.聚乙烯胶粘带防腐层应符合《钢质管道聚乙烯胶粘带防腐层技术标准》SY/T0414-2007的规定
e.熔结环氧粉末外涂层应符合《钢质管道熔结环氧粉末外涂层防腐层技术标准》SY/T0315-2005的规定
1.10.2防腐厂施工作业准备
1.管材防腐厂的单位资质,应与所承揽的防腐施工工程相适应。
各项检查应符合《防腐单位质量行为静态表》各栏要求。
施工组织设计与HSE方案、开工报告,监理与业主已审查批准
2.防腐涂装施工的专用设备、场地、电源、安保措施、材料储备、质量保证体系,能满足大口径管材防腐流水作业的要求。
3.防腐施工的专业施工工种人员、检测人员,经过技术培训持证;
自备的检测器具、检测设备,经定期检测标定,在有效定检周期内,满足检测范围与精度等级要求。
4.防腐涂装施工图、执行标准及各项技术规格书,已审定下达到防腐厂;
防腐厂(施工单位)必须按照批准的设计文件盒施工图涂装施工;
内控措施与设计说明相吻合。
当防腐涂装施工或用料需要变更设计时,应经设计书面确认。
5.所有进入防腐厂涂装施工的管材、防腐用料(原料、半成品、成品),必须提供相应的质量证明文件、说明书、安全数据表、第三方检测报告;
并符合现行国家相关产品标准与订货技术条件。
进场报验监理单位确认的手续齐全。
1.10.3聚乙烯胶粘带防腐钢管防腐
1.管道工程用的聚乙烯胶粘带防腐钢管,其结构分为复合结构与普通结构;
管材防腐须复合设计选定的结构模式。
2.每一种型号(牌号)的聚乙烯胶粘带及底漆,均应通过国家有资质机构的认证,性能要求须符合SY/T0414-2007表2、表3的各项要求。
防腐层整体性能应符合表4的各项要求。
3.聚乙烯胶粘带防腐层的施工,满足制造商提出的施工条件,在露点温度3℃以上,风雨天无可靠的防护措施不应进行现场施工
1.10.4挤压聚乙烯防腐钢管(3层PE防腐钢管)防腐
1.挤压聚乙烯防腐钢管焊缝余高≤2.5mm,防腐用料(原料、半成品、成品),必须提供相应的质量证明文件、说明书、安全数据表、第三方检测报告;
进场报验监理单位确认的手续齐全
2.聚乙烯专用料及环氧粉末均应通过有资质机构的认证;
涂料性能指标须符合SY/T041-2002中表3.2.2-1各项要求,每20吨为一检验批进行复检;
熔结环环氧粉涂层须符合表3.2.2-2各项要求;
胶粘剂须符合表3.2.3要求,每30吨为以检验批;
聚乙烯须符合表3.2.4-1、表3.2.4-2各项要求,每500吨为一检验批。
3.防腐层应挤压密实,涂装前应进行材料适用性试验;
连续生产第10km、20km、30km应进行一次性能检验;
之后每50km进行一次型式试验
1.10.5熔结环氧粉末外防腐层钢管防腐
1.钢管、防腐用料(原料、半成品、成品),须提供相应的质量证明文件、说明书、安全数据表、第三方检测报告;
进场报验监理单位签认的手续齐全
2.喷涂前环氧有粉末涂料的生产厂家,应每20吨为一检验批送检。
检验结果,环氧粉末涂料应符合SY/T0315-2005表的要求。
3.环氧粉末涂层,应符合SY/T0315-2005表3的要求。
应按SY/T0315-2005第6.2.4条的要求,对不合格品进行判定。
4.喷涂环氧粉末涂料前应拟定喷涂工艺,做喷涂试验管段并送检进行型式试验,其性能应符合SY/T0315-2005表4的要求
5.喷涂环氧粉末涂料前应检查锚纹深度;
连续生产的至少每4小时监测两根管材的锚纹深度,并有记录。
6.涂层厚度的检查及不合格的判定,应符合SY/T0315-2005第7.36条的规定。
厚度不合格、漏点超标、型式试验不合格将重新涂装。
重涂,按重涂工艺检查,并有分类标识。
1.10.6管道防腐及保温工序与下道工序的衔接、现场


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 管线 检查表
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 转基因粮食的危害资料摘编Word下载.docx
转基因粮食的危害资料摘编Word下载.docx
-
高中英语词组大全Word文档下载推荐.docx
-
卫计局年工作总结及新年工作计划Word格式.docx
-
贵州省煤矿安全管理人员安全资格证A考试概况Word格式.docx
-
系统集成项目招标文件Word文件下载.docx
-
电子商务考试题总汇打印版打印打印Word下载.docx
-
选调生考试备考言语理解与表达真题Word文档格式.docx
-
高考物理实验题专练 专练15Word文档格式.docx
-
加装奥迪A4L蓝牙电话功能Word文档下载推荐.docx
-
学年下学期好教育高三月考仿真卷A卷 语文 学生版后附详解Word文档下载推荐.docx
-
净化生产车间工程一般施工技术施工方案Word文档格式.docx
-
内蒙古呼和浩特市第六中学学年高一政治下学期期末考试试题Word下载.docx
-
证券行业客户经理电话营销技巧与实例Word文档下载推荐.docx
-
叶芝 苇间风文档格式.docx
-
最新中美贸易摩擦的原因及解决对策1论文Word文件下载.docx
-
意义的近义词Word格式文档下载.docx
-
上海市中考英语试题S.docx
-
专题12观点论证类设问.docx
-
附加安心重疾条款.docx
-
设计变更管理办法修改意见稿FINAL汇编.docx
-
毕业赠言毕业致词精选多篇.docx
-
银行新员工代表发言稿精选多篇.docx
-
北京市朝阳区届高三第一学期期末语文试题Word版含答案.docx
-
HL线切割使用说明书模板.docx
-
车工实训周记.docx
-
USBHID键盘扫描码.docx
-
Apmpoqu4调研报告.docx
-
最熟悉的陌生人作文八篇.docx
-
被动语态综合讲解.docx
-
部编版语文七上第五单元16猫同步练习试题.docx
-
软件体系结构作业2.docx
-
钢管管道安装焊接施工工艺.docx
-
强烈推荐民族体育馆建设项目可研报告.docx
-
清华大学建筑构造课程论文.docx
-
趣味活动.docx
-
砌体结构通用规范.docx
-
强制驱动电梯监督检验原始记录教案.docx
-
情人节主持词开场白.docx
-
趣味语文知识竞赛题.docx
-
全国市级联考江苏省扬州市届高三上学期期末考试英语试题原卷版.docx
-
全中小学生我爱家乡首届网络作文大赛.docx
-
人教版5年级上册语文课件.docx
-
技术研发中心可行性研究报告.docx
-
人教版高一必修1数学教案精品全套.docx
-
人教版七年级生物上册第三单元第五章绿色植物与生物圈中的碳氧平衡单元练习word版含答案解析.docx
-
冀教版小学六年级美术下册教案2.docx
-
家族系统排列.docx
-
人教版小学三年级数学下册两位数乘两位数竖式计算题 124.docx
-
简报写.docx
-
人教版新目标英语八年级上全册教案.docx
-
建设美丽温馨校园活动方案计划.docx
