 注塑机原理详解文档格式.docx
注塑机原理详解文档格式.docx
- 文档编号:15762125
- 上传时间:2022-11-15
- 格式:DOCX
- 页数:11
- 大小:162.70KB
注塑机原理详解文档格式.docx
《注塑机原理详解文档格式.docx》由会员分享,可在线阅读,更多相关《注塑机原理详解文档格式.docx(11页珍藏版)》请在冰豆网上搜索。
具有占地面积小,模具装拆方便,嵌件安装容易,自料斗落入物料能较均匀地进行塑化,易实现自动化及多台机自动线管理等优点。
缺点是顶出制品不易自动脱落,常需人工或其它方法取出,不易实现全自动化操作和大型制品注射;
机身高,加料、维修不便。
(3)角式注塑机:
注射装置和合模装置的轴线互成垂直排列。
根据注射总成中心线与安装基面的相对位置有卧立式、立卧式、平卧式之分:
①卧立式,注射总成线与基面平行,而合模总成中心线与基面垂直;
②立卧式,注射总成中心线与基面垂直,而合模总成中心线与基面平行。
角式注射机的优点是兼备有卧式与立式注射机的优点,特别适用于开设侧浇口非对称几何形状制品的模具。
三、注塑机的组成结构分析
注塑机根据注射成型工艺要求是一个机电一体化很强的机种,主要由注射部件、合模部件、机身、液压系统、加热系统、控制系统、加料装置等组成。
如图2所示。
图2注塑机组成示意图
(一)注塑部件的典型结构
1.注射部件的组成
目前,常见的注塑装置有单缸形式和双缸形式,我厂注塑机都是双缸形式的,并且都是通过液压马达直接驱动螺杆注塑。
因不同的厂家、不同型号的机台其组成也不完全相同,下面就对我厂用的机台作具体分析。
立式机和卧式机注塑装置的组成图分别如图3和图4。
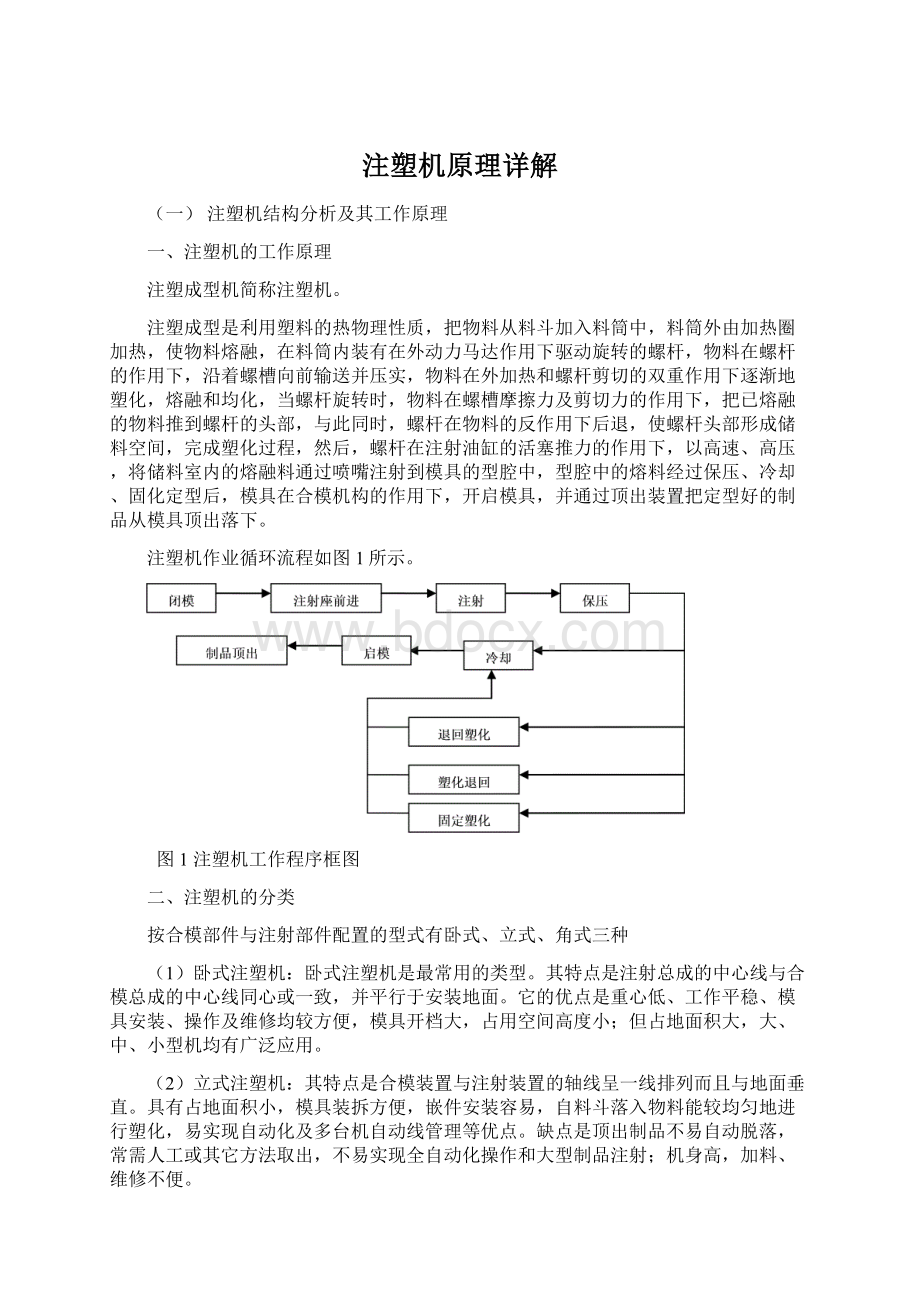
工作原理是:
预塑时,在塑化部件中的螺杆通过液压马达驱动主轴旋转,主轴一端与螺杆键连接,另一端与液压马达键连接,螺杆旋转时,物料塑化并将塑化好的熔料推到料筒前端的储料室中,与此同时,螺杆在物料的反作用下后退,并通过推力轴承使推力座后退,通过螺母拉动活塞杆直线后退,完成计量,注射时,注射油缸的杆腔进油通过轴承推动活塞杆完成动作,活塞的杆腔进油推动活塞杆及螺杆完成注射动作。
图3卧式机双缸注射注塑装置示意图
(a)是俯视图;
(b)为注射座与导杆支座间的平视图
1-油压马达;
2,6-导杆支座;
3-导杆;
4-注射油缸;
5-加料口;
7-推力座;
8-注射座;
9-塑化部件;
10-座移油缸
我厂用的角式注塑机的注射部件与卧式机注塑机一样。
图4立式注塑机注射装置示意图
1-液压马达;
2-推力座;
3-注射油缸;
4-注射座;
6-座移油缸;
7-塑化部件;
8-上范本
2.塑化部件
塑化部件有柱塞式和螺杆式两种,下面就对螺杆式做一下介绍。
螺杆式塑化部件如图5所示,主要由螺杆、料筒、喷嘴等组成,塑料在旋转螺杆的连续推进过程中,实现物理状态的变化,最后呈熔融状态而被注入模腔。
因此,塑化部件是完成均匀塑化,实现定量注射的核心部件。
图5螺杆式塑化部件结构图
1-喷嘴;
2-螺杆头;
3-止逆环;
4-料筒;
5-螺杆;
6-加热圈;
7-冷却水圈
螺杆式塑化部件的工作原理:
预塑时,螺杆旋转,将从料口落入螺槽中的物料连续地向前推进,加热圈通过料筒壁把热量传递给螺槽中的物料,固体物料在外加热和螺杆旋转剪切双重作用下,并经过螺杆各功能段的热历程,达到塑化和熔融,熔料推开止逆环,经过螺杆头的周围通道流入螺杆的前端,并产生背压,推动螺杆后移完成熔料的计量,在注射时,螺杆起柱塞的作用,在油缸作用下,迅速前移,将储料室中的熔体通过喷嘴注入模具。
螺杆式塑化部件一般具有如下特点:
①螺杆具有塑化和注射两种功能;
②螺杆在塑化时,仅作预塑用;
③塑料在塑化过程中,所经过的热历程要比挤出长;
④螺杆在塑化和注射时,均要发生轴向位移,同时螺杆又处于时转时停的间歇式工作状态,因此形成了螺杆塑化过程的非稳定性。
(1)螺杆
螺杆是塑化部件中的关键部件,和塑料直接接触,塑料通过螺槽的有效长度,经过很长的热历程,要经过3态(玻璃态、黏弹态、黏流态)的转变,螺杆各功能段的长度、几何形状、几何参数将直接影响塑料的输送效率和塑化质量,将最终影响注射成型周期和制品质量。
与挤出螺杆相比,注塑螺杆具有以下特点:
1注射螺杆的长径比和压缩比比较小;
2注射螺杆均化段的螺槽较深;
3注射螺杆的加料段较长,而均化段较短;
4注射螺杆的头部结构,具有特殊形式。
5注射螺杆工作时,塑化能力和熔体温度将随螺杆的轴向位移而改变。
(ⅰ)、螺杆的分类
注塑螺杆按其对塑料的适应性,可分为通用螺杆和特殊螺杆,通用螺杆又称常规螺杆,可加工大部分具有低、中黏度的热塑性塑料,结晶型和非结晶型的民用塑料和工程塑料,是螺杆最基本的形式,与其相应的还有特殊螺杆,是用来加工用普通螺杆难以加工的塑料;
按螺杆结构及其几何形状特征,可分为常规螺杆和新型螺杆,常规螺杆又称为三段式螺杆,是螺杆的基本形式,新型螺杆形式则有很多种,如分离型螺杆、分流型螺杆、波状螺杆、无计量段螺杆等。
常规螺杆其螺纹有效长度通常分为加料段(输送段)、压缩段(塑化段)、计量段(均化段),根据塑料性质不同,可分为渐变型、突变型和通用型螺杆。
1渐变型螺杆:
压缩段较长,塑化时能量转换缓和,多用于PVC等热稳定性差的塑料。
2突变型螺杆:
压缩段较短,塑化时能量转换较剧烈,多用于聚烯烃、PA等结晶型塑料。
3通用型螺杆:
适应性比较强的通用型螺杆,可适应多种塑料的加工,避免更换螺杆频繁,有利于提高生产效率。
常规螺杆名段的长度如下:
螺杆类型加料段(L1)压缩段(L2)均化段(L3)
渐变型25~30%50%15~20%
突变型65~70%15~5%20~25%
通用型45~50%20~30%20~30%
(ⅱ)、螺杆的基本参数
螺杆的基本结构如图6所示,主要由有效螺纹长度L和尾部的连接部分组成。
图6螺杆的基本结构
ds—螺杆外径,螺杆直径直接影响塑化能力的大小,也就直接影响到理论注射容积的大小,因此,理论注射容积大的注塑机其螺杆直径也大。
L/ds—螺杆长径比。
L是螺杆螺纹部分的有效长度,螺杆长径比越大,说明螺纹长度越长,直接影响到物料在螺杆中的热历程,影响吸收能量的能力,而能量来源有两部分:
一部分是料筒外部加热圈传给的,另一部分是螺杆转动时产生的摩擦热和剪切热,由外部机械能转化的,因此,L/ds直接影响到物料的熔化效果和熔体质量,但是如果L/ds太大,则传递扭矩加大,能量消耗增加。
L1—加料段长度。
加料段又称输送段或进料段,为提高输送能力,螺槽表面一定要光洁,L1的长度应保证物料有足够的输送长度,因为过短的L1会导致物料过早的熔融,从而难以保证稳定压力的输送条件,也就难以保证螺杆以后各段的塑化质量和塑化能力。
塑料在其自身重力作用下从料斗中滑进螺槽,螺杆旋转时,在料筒与螺槽组成的各推力面摩擦力的作用下,物料被压缩成密集的固体塞螺母,沿着螺纹方向做相对运动,在此段,塑料为固体状态,即玻璃态。
h1—加料段的螺槽深度。
h1深,则容纳物料多,提高了供料量和塑化能力,但会影响物料塑化效果及螺杆根部的剪切强度,一般h1≈(0.12~0.16)ds。
L3—熔融段长度。
熔融段又称均化段或计量段,熔体在L3段的螺槽中得到进一步的均化,温度均匀,组分均匀,形成较好的熔体质量,L3长度有助于熔体在螺槽中的波动,有稳定压力的作用,使物料以均匀的料量从螺杆头部挤出,所以又称计量段。
L3短时,有助于提高螺杆的塑化能力,一般L3=(4~5)ds。
h3—熔融段螺槽深度,h3小,螺槽浅,提高了塑料熔体的塑化效果,有利于熔体的均化,但h3过小会导致剪切速率过高,以及剪切热过大,引起分子链的降解,影响熔体质量,;
反之,如果h3过大,由于预塑时,螺杆背压产生的回流作用增强,会降低塑化能力。
L2—塑化段(压缩段)螺纹长度。
物料在此锥形空间内不断地受到压缩、剪切和混炼作用,物料从L2段入点开始,熔池不断地加大,到出点处熔池已占满全螺槽,物料完成从玻璃态经过黏弹态向黏流态的转变,即此段,塑料是处于颗粒与熔融体的共存状态。
L2的长度会影响物料从玻璃态到黏流态的转化历程,太短会来不及转化,固料堵在L2段的末端形成很高的压力、扭矩或轴向力;
太长则会增加螺杆的扭矩和不必要的消耗,一般L2=(6~8)ds。
对于结晶型的塑料,物料熔点明显,熔融范围窄,L2可短些,一般为(3~4)ds,对于热敏性塑料,此段可长些。
S—螺距,其大小影响螺旋角,从而影响螺槽的输送效率,一般S≈ds。
ε—压缩比。
ε=h1/h3,即加料段螺槽深度h1与熔融段螺槽深度h3之比。
ε大,会增强剪切效果,但会减弱塑化能力,一般来讲,ε稍小一点为好,以有利于提高塑化能力和增加对物料的适应性,对于结晶型塑料,压缩比一般取2.6~3.0。
对于低黏度热稳定性塑料,可选用高压缩比;
而高黏度热敏性塑料,应选用低压缩比。
(2)螺杆头
在注射螺杆中,螺杆头的作用是:
预塑时,能将塑化好的熔体放流到储料室中,而在高压注射时,又能有效地封闭螺杆头前部的熔体,防止倒流。
螺杆头分为两大类,带止逆环的和不带止逆环的,对于带止逆环的,预塑时,螺杆均化段的熔体将止逆环推开,通过与螺杆头形成的间隙,流入储料室中,注射时,螺杆头部的熔体压力形成推力,将止逆环退回流道封堵,防止回流。
表1注射螺杆头形式与用途
形式
结构图
特征与用途
无
止
逆
环
型
尖
头
形
螺杆头锥角较小或有螺纹,主要用于高粘度或热敏性塑料
钝
头部为“山”字形曲面,主要用于成型透明度要求高的PC、AS、PMMA等塑料
止逆环为一光环,与螺杆有相对转动,适用于中、低黏度的塑料
爪
止逆环内有爪,与螺杆无相对转动,可避免螺杆与环之间的熔料剪切过热,适用于中、低粘度的塑料
销
钉
螺杆头颈部钻有混炼销,适用于中、低粘度的塑料
分
流
螺杆头部开有斜槽,适用于中、低粘度的塑料
对于有些高黏度物料如PMMA、PC、AC或者热稳定性差的物料PVC等,为减少剪切作用和物料的滞留时间,可不用止逆环,但这样的注射时会产生反流,延长保压时间。
对螺杆头的要求:
1螺杆头要灵活、光洁;
2止逆环与料筒配合间隙要适宜,即要防止熔体回流,又要灵活;
3既有足够的流通截面,又要保证止逆环端面有回程力,使在注射时快速封闭;
4结构上应拆装方便,便于清洗;
5螺杆头的螺纹与螺杆的螺纹方向相反,防止预塑时螺杆头松脱。
(3)料筒
(ⅰ)、料筒的结构
料筒是塑化部件的重要零件,内装螺杆外装加热圈,承受复合应力和热应力的作用,结构如图7:
图7料筒


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 注塑 原理 详解
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 转基因粮食的危害资料摘编Word下载.docx
转基因粮食的危害资料摘编Word下载.docx
-
高中英语词组大全Word文档下载推荐.docx
-
卫计局年工作总结及新年工作计划Word格式.docx
-
贵州省煤矿安全管理人员安全资格证A考试概况Word格式.docx
-
系统集成项目招标文件Word文件下载.docx
-
电子商务考试题总汇打印版打印打印Word下载.docx
-
选调生考试备考言语理解与表达真题Word文档格式.docx
-
高考物理实验题专练 专练15Word文档格式.docx
-
加装奥迪A4L蓝牙电话功能Word文档下载推荐.docx
-
学年下学期好教育高三月考仿真卷A卷 语文 学生版后附详解Word文档下载推荐.docx
-
净化生产车间工程一般施工技术施工方案Word文档格式.docx
-
内蒙古呼和浩特市第六中学学年高一政治下学期期末考试试题Word下载.docx
-
证券行业客户经理电话营销技巧与实例Word文档下载推荐.docx
-
叶芝 苇间风文档格式.docx
-
最新中美贸易摩擦的原因及解决对策1论文Word文件下载.docx
-
意义的近义词Word格式文档下载.docx
-
上海市中考英语试题S.docx
-
专题12观点论证类设问.docx
-
附加安心重疾条款.docx
-
设计变更管理办法修改意见稿FINAL汇编.docx
-
毕业赠言毕业致词精选多篇.docx
-
银行新员工代表发言稿精选多篇.docx
-
北京市朝阳区届高三第一学期期末语文试题Word版含答案.docx
-
HL线切割使用说明书模板.docx
-
车工实训周记.docx
-
USBHID键盘扫描码.docx
-
Apmpoqu4调研报告.docx
-
最熟悉的陌生人作文八篇.docx
-
被动语态综合讲解.docx
-
部编版语文七上第五单元16猫同步练习试题.docx
-
软件体系结构作业2.docx
-
钢管管道安装焊接施工工艺.docx
-
智慧树知到 《中医导引与易筋经》章节测试答案Word下载.docx
-
证券从业考试证券投资分析真题及答案Word格式.docx
-
招投标管理暂行办法Word下载.docx
-
以太网测试方法详细之欧阳法创编Word格式.docx
-
必修1第2章第2节 生物活动的主要承担者蛋白质Word文档下载推荐.docx
-
中华名贤集五言Word格式文档下载.docx
-
装配钳工中级理论知识样卷含答案Word文件下载.docx
-
厦门大学远程教育项目管理专业第二学期测试题及答案英语Word文档格式.docx
-
中国石化财务分析Word文件下载.docx
-
中考课外文言文分类精编事理探究篇文档格式.docx
-
钢结构屋面安装施工方案Word文件下载.docx
-
编辑三级妇幼保健院评审标准及细则1解读doc文档格式.docx
-
材料员考试答案资料Word文档格式.docx
-
财政学试题及答案Word格式文档下载.docx
-
中秋节幽默祝福语Word文件下载.docx
-
湖北省二级建造师《建设工程法规及相关知识》模拟真题I卷含答案Word格式文档下载.docx
-
多路彩灯控制器的设计说明书文档格式.docx
-
骨科优势病种中医诊疗方案文档格式.docx
-
施工电梯131013资料Word格式.docx
