 超声波检测典型缺陷PPT课件下载推荐.ppt
超声波检测典型缺陷PPT课件下载推荐.ppt
- 文档编号:15666901
- 上传时间:2022-11-11
- 格式:PPT
- 页数:38
- 大小:656.50KB
超声波检测典型缺陷PPT课件下载推荐.ppt
《超声波检测典型缺陷PPT课件下载推荐.ppt》由会员分享,可在线阅读,更多相关《超声波检测典型缺陷PPT课件下载推荐.ppt(38页珍藏版)》请在冰豆网上搜索。
很可能是焊道偏移引起的。
值得注意的是焊道偏移通常还会影响到LCP通道。
C:
两个TOF局部地变化,在TOF中出现突然地跳跃。
这可能由于错边引起。
在这一点上错边不是一种缺陷,但也必须正确的识别出来。
检查TOFD的内壁反射信号是否出现“分隔”即反映出有两个内壁信号。
识别在一个根部通道中超过阈值的信号的步骤识别在一个根部通道中超过阈值的信号的步骤I.如果在一个根部通道上有一个超过阈值的信号(TOF信号由绿变红),看TOF确定缺陷的位置(熔合线或中心线)。
II.从适当的B扫(根部体积型图)上确认反射体。
在焊缝对面的B扫上也可以看到一个相关的信号。
III.查看TOFD通道看是否存在一个近表面缺陷。
从缺陷尖端得到的TOFD信号。
可能是一条在内壁信号之间的线,它很可能被内壁信号掩盖了。
IV.查看TOFD的内壁信号,如果信号上有中断表明缺陷是向表面开口的。
V.看LCP通道上是否有多区域信号。
注意根部未熔合是一种向表面开口的信号。
VI.使用普通的PCA判废标准。
如果反射体的TOF在门的中部,该信号可能是未熔合(LOF)或未焊透。
LOF的信号波幅高,有长和相对稳定的外形。
如果还有LCP信号,可能是未熔合型缺陷(错边引起的未焊透,未熔合的根部,未熔合的根部和LCP)。
也有可能是焊趾线裂纹和错边。
由由错边引起的未引起的未焊透(透(Misfire)内侧焊枪没有引弧,没有堆积金属。
理想状态下,有两个光滑的要部表面;
然而,焊工从外侧可以发现这种情况,而且热焊buy要经过该区域两次。
这样能使部分金属熔透从而减少根部表面未熔合区域的表面积。
特征说明缺陷显示超过阈值受影响的通道对称性(US和DS)渡越时间长度是根部和LCP是在校准目标距离并且平滑合格/判废错边(MissedEdge)由于内部接口处没对齐或有错口,根部坡口的一侧金属可能无法堆积。
示意图中在焊缝右侧是错边。
咬边(Undercut)在焊缝左侧,它是由于焊根母材处被烧熔形成的凹陷。
我们仅能检出较深的咬边,但我们仍无法将U/C(咬边)和错边很妥善地区分开来。
特征说明缺陷显示超过阈值受影响的通道对称性(US和DS)渡越时间长度是仅有根部否在校准目标距离并且平滑合格/判废根部未熔合(根部未熔合(NonfusionRoot)根部未熔:
根部焊道可能是对称的,但由于油污或电弧变向使用母材的一部分区域没有熔化而不能与焊条熔合在一起。
在内表面上看起来焊缝似乎是合格的但未熔合依然存在。
虽然,它不是向表面开口的,但仍被视作一种表面缺陷。
特征说明缺陷显示超过阈值受影响的通道对称性(US和DS)渡越时间长度是根部否在校准目标距离并且平滑合格/判废根部和根部和LCP未熔合(未熔合(Nonfusion:
RootandLCP)如果有错边,或在作焊前准备时有碎片在根部焊道和焊缝边角之间时,未熔合会跨越两个区域。
很难在评估它时将它单独列作LCP区或根部区缺陷。
如果LCP探头观察到的较多就叫LCP未熔合。
如果根部探头观察到的较多,但也有些在LCP,则叫做根部的缺陷显示。
特征说明缺陷显示超过阈值受影响的通道对称性(US和DS)渡越时间长度是根部和LCP否在校准目标距离并且中断合格/判废识别在单侧或两侧通道上出现间歇性信号的步骤。
识别在单侧或两侧通道上出现间歇性信号的步骤。
1.在两侧根部B扫上找有无分散的小波幅信号。
2.查看根部TOF,波幅和渡越时间可能有显著的变化。
3.看LCP通道有无更多的信号。
4.查看TOFD通道,但缺陷可能被内壁信号掩盖。
5.使用普通的PCA判废标准。
间歇性的信号可能是气孔引起的,虽然气孔的波幅常在阈值以下。
一般情况下,气孔可能表现为分布于焊道中的一簇信号,它可以在两侧的根部通道上出现。
一些信号可能延伸至LCP。
另一种可能性则是由几何反射体引起。
根部气孔根部气孔特征说明缺陷显示超过阈值受影响的通道对称性(US和DS)渡越时间长度可能根部和LCP通常变化很不规则,在校准目标距离到之前12mm间变化合格/判废识别在两侧识别在两侧LCP通道上出现超过阈值的信号的步骤通道上出现超过阈值的信号的步骤1.看信号是否平滑与邻近区域有微小的重叠。
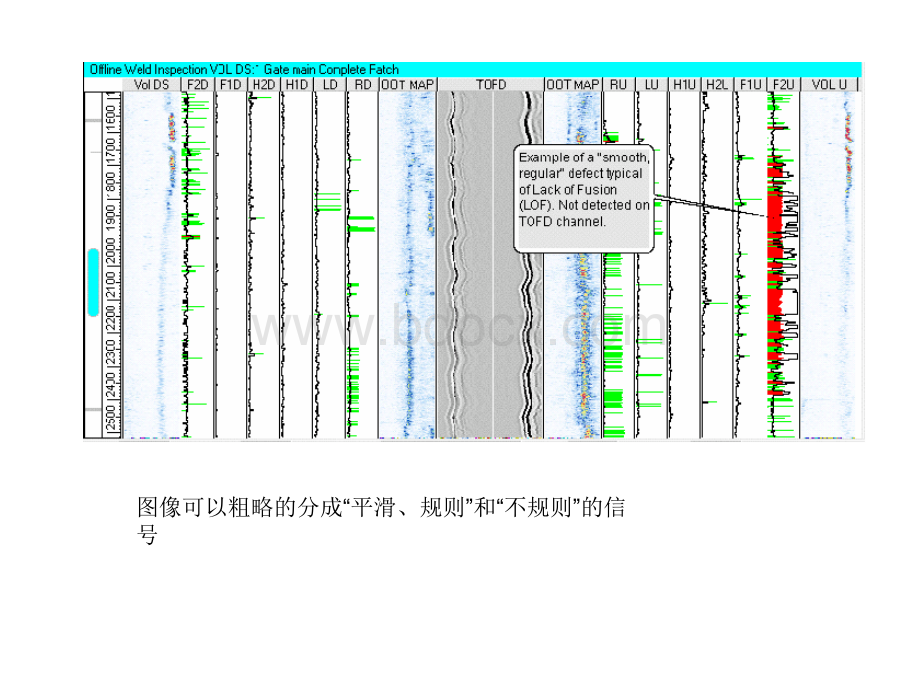
2.查看两侧通道的LOF,确保信号来自LCP区。
钝边处未焊透的信号一般波幅较高,对称而且规则。
3.查看根部通道有无相关联的缺陷(可能由于错边引起的未焊透或烧穿导致参见7.2.3节)。
4.查看TOFD通道以确证有近内侧表面缺陷的存在,如果需要还可以精确的测量。
LCP缺陷在TOFD通道上应该十分明显。
这多由于钝边处未焊透引起。
识别在单侧识别在单侧LCP通道上有超过阈值的信号的步骤。
通道上有超过阈值的信号的步骤。
1.从信号的TOF上确认在熔合线(校准距离)还是在中心线。
2.从TOFD上寻找偏向的缺陷,错边(内壁反射信号中断)和气孔。
3.看根部、热焊1和异侧的LCP通道上有无相关联的信号。
4.看根部图形通道上有无气孔或其他缺陷。
如果还有根部信号,未熔合型缺陷(错边引起的未焊透,未熔合的根部,未熔合的根部和LCP)。
LCP未熔合(未熔合(NonfusionLCP)未焊透(Lackofpenetration)既可表示缺陷也是用于描述焊缝钝边区的术语。
这可能与内焊机未能将焊道堆积到足够的深度,热焊熔透不够深,或(常常)与错边有关。
由于焊工的因素,这种情况可能会比较对称(在上游和下游通道上看到的长度和波幅大致相等),然而错边的情况使一侧的信号比另一侧强。
通过邻近的通道(根部和热焊1)可以看出LCP是向内还是向外延伸。
特征说明缺陷显示超过阈值受影响的通道对称性(US和DS)渡越时间长度是LCP(通常)是在校准目标距离合格/判废识别在任一识别在任一LCP通道上出现不规则的信号的步骤通道上出现不规则的信号的步骤。
1.查看TOF以确定缺陷位置(熔合线校准距离还是中心线)。
2.看TOFD通道上有无缺陷、错边和气孔。
3.看两侧根部通道上有无相关联的信号。
如果怀疑是气孔,查看图形通道。
这种信号的组合可能表示设置不当,所以应检查一下校准。
几何反射和错边不属于判废的缺陷。
对其他缺陷,普通的ECA判废标准可以适用。
LCP通道上几何反射的影响,操作程序的漏洞(如温度没控制好)都可能产生这种信号。
气孔则是另一个可能的原因。
在两侧根部在两侧根部/LCP通道上出现平滑规则的信号通道上出现平滑规则的信号显示表明上游端和下游端熔合线处(熔合线校准孔距离)有平滑规则的图像。
识别在两侧根部识别在两侧根部/LCP通道上平滑规则信号的步骤通道上平滑规则信号的步骤1.查看两侧通道的TOF。
2.查看两侧LCP通道的TOF和波幅。
3.查看两侧根部通道的TOF和波幅。
4.看TOFD通道上有无近内表面的图像和内壁信号中断5.一般的ECA判废标准可以适用。
这表明由错边引起的未焊透。
单侧根部单侧根部/LCP上有平滑规则信号上有平滑规则信号从上游端或下游端一侧的根部和LCP通道上出现图像。
这两个通道的信号是关联的,但波幅可能不同。
识别单侧根部识别单侧根部/LCP上有平滑规则信号的步骤上有平滑规则信号的步骤1.查看根部和LCP通道上的TOF,确保图像在熔合线上(校准目标距离)。
2.查看另一端的通道,确保没有相关联的图像。
3.查看TOFD通道看有无缺陷(参见第6章)。
LOF应表现为一种近内表面缺陷。
4.查看TOFD通道看有无内壁信号的中断。
5.一般的ECA判废标准可以适用。
可能是根部和LCP未熔合。
短短TOF的异常信号的异常信号在根部和LCP通道上能看到相关信号,TOF很短,这说明信号在熔合线之前。
长度一般较短5-20mm。
识别短识别短TOF异常信号的步骤异常信号的步骤1.查看所有受影响通道的TOF,看有无在熔合线之前的信号。
2.查看TOFD看有无图像,特别是近内表面的。
3.查看TOFD看有无内壁信号的中断,显示向表面开口的缺陷。
4.一般的ECA判废标准可以适用。
一种可能的原因是烧穿。
烧穿是一种不易分析的缺陷,因为数量和位置都有显著的变化。
烧穿也可能影响热焊区;
可能对称也可能不对称;
可能粗糙也可能平滑。
在TOFD通道中烧穿十分明显。
烧穿(穿(Burnthrough)烧穿在熔池的热量太大以至于足以软化先堆积的焊缝金属并使之熔穿,因而使部分金属从焊缝/管子内表面流失时发生。
材料的总量可能很小,一般直径在5-6mm,但已足以使焊道表面流失。
它在根部探头通道上的显示可能很微软甚至没有。
如果情况较明显时,热焊区的焊缝金属和母材都有可能流失。
这时,在根部、LCP和热焊1、2区上可以看到。
与之相关的是,抵达时间可能比一般的未熔合早一些而且在某种程度上对称。
特征特征说明明缺陷显示超过阈值受影响的通道对称性(US和DS)渡越时间长度是根部和LCP可能比校准距离短并且可能平滑或粗糙合格/判废根部通道上有不同根部通道上有不同TOF的非对称信号的非对称信号图像可能在上游端或下游端中的一侧出现(即,非对称的),一侧根部通道上的TOF很长,别一侧的TOF很短。
信号较平滑规则。
识别根部通道上有不同识别根部通道上有不同TOF的非对称信号的步骤:
的非对称信号的步骤:
查看相关联的根部和LCP的图像。
查看TOFD通道。
如果有错边、内壁信号会“分隔”成两部分。
有错边时,不适用一般的ECA判废标准,错边不属于判废的缺陷。
这也可能由错边引起,较高一侧的根部TOF较长、较低一侧的根部TOF较短。
应该注意错边是一种几何反射信号,而不是焊接缺陷。
任何长度的错边都是合格的,但必须准确的与焊导板错位和根部成形不好区分开来。
几何反射:
错边。
1几何反射:
错边(Geometry:
High-Low)不能算是缺陷,错边是由管子椭圆度或对口不当引起的。
操作者应很谨慎地确认这种缺陷显示,它不应要求返修。
然而,错边可能引发真正的缺陷,必须能将缺陷和错边区分开来。
根部渡越时间有较大差异通常表明有错边。
特征特征说明明缺陷显示超过阈值受影响的通道对称性(US和DS)渡越时间长度是根部和LCP否较高一侧渡越时间长,与之相关的较低一侧渡越时间短NA在根部通道上的在根部通道上的TOF“偏移偏移”或出现突然的不连续性或出现突然的不连续性在LCP和根部通道上都能看到信号,但他们是不对称的。
(即上游和下游端通道有不同的信号)。
两个根部通道的TOF要么沿不同方向或TOF出现突然的跳跃。
识别在根部通道上的识别在根部通道上的TOF“偏移偏移”或出现突然的不连续性的步或出现突然的不连续性的步骤:
骤:
1.查看相关联的根部和LCP的图像。
2.查看上、下游通道之间的TOF差。
3.查看整个焊缝通道的全部TOF。
或者,两个TOF逐渐向不同方10向移动,或TOF出现突然的不连续性。
4.查看TOF通道,应该没有明显的图像,尽管可能出现内壁信号中断。
5.如果焊道偏移,一般的ECA不适用。
这表明焊道偏移。
它不是一种缺陷,任何长


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 超声波 检测 典型 缺陷
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 保育笔记.doc
保育笔记.doc
-
北京地区成人学士学位英语统一考试真题及答案.docx
-
幼儿园外出活动安全应急预案.doc
-
形容词变副词规律.doc
-
新概念英语第一册阶段测试题(01--12).doc
-
中班幼儿发展分析报告.doc
-
新概念英语第一册Lesson1-20测试题.doc
-
幼儿园安全教育宣传稿2-3月份.doc
-
描写山水风光的古诗词.doc
-
大学英语B题库阅读四.doc
 幼儿园日常安全检查记录表.xls
幼儿园日常安全检查记录表.xls
-
汽车涂装术语中英文对照.xls
-
1993年全国高考数学试题.doc
-
-简谐运动的图像.doc
-
幼儿园教职工安全培训记录.wps
-
世界主要国家及首都对照表(中英文).doc
-
-渗透作用原理说课稿.doc
-
电大远程网络教育大学英语B统考题库真题.doc
-
2010年江苏省高考化学试卷及解析.doc
-
2012年辽宁省高考数学试卷(文科)答案与解析.doc
-
2006年全国化学竞赛初赛模拟试卷(02).doc
-
幼儿园一日常规检查记录表.xls
-
自考英语二教材课文讲义unit.docx
-
全国高等教育自学考试英语词汇学试题及答案.doc
-
18年高考真题理科数学(全国2卷).doc
-
2008高中化学竞赛初赛模拟试卷(11).doc
-
2012年6月福建省高中生物会考试题.doc
-
1989年全国高考数学文科.doc
-
1994年全国高考数学试题.doc
-
2011年浙江普通高中学业水平考试通用技术试卷及答案.doc
-
1997年全国高中学生化学竞赛(初赛)试题.doc
-
2011年辽宁省高考数学试卷(理科)答案与解析.doc
-
金融学试题及答案Word格式.docx
-
四年级上册数学竖式计算题150道文档格式.docx
-
精编汽车4S店广告投放传统媒体市场分析Word文件下载.docx
-
太阳能路灯图解docxWord格式文档下载.docx
-
人力资源管理课程教学模式改革方案---宋彩云Word格式.doc
-
统编版七年级语文下册 6《老山界》同步测试教学提纲Word文档格式.docx
-
民政局服务大厅装修工程设计施工项目建议书文档格式.docx
-
图书馆管理系统数据库设计Word下载.docx
-
某镇幼儿园可行性分析研究报告Word格式文档下载.docx
 医疗急救及护理常识培训PPT课件下载推荐.pptx
医疗急救及护理常识培训PPT课件下载推荐.pptx
-
强烈推荐龙岩漳平35kv和平溪南线路工程施工组织设计计划Word文档下载推荐.docx
-
《专业技术人员诚信建设》题库及答案包通过Word下载.docx
-
手术室工作流程图分析Word文件下载.docx
-
保温一体版施工Word文档格式.docx
-
数据共享平台清洗规则说明整理Word格式.docx
-
部编版五年级语文上册期末复习专题二Word文档格式.docx
-
电大《金融企业会计》期末题库及答案Word格式.docx
-
医疗质量安全核心制度Word文件下载.docx
-
中国纳米氧化铝市场研究与行业竞争对手分析报告Word格式.docx
