 FANUC伺服报警维修PPT格式课件下载.ppt
FANUC伺服报警维修PPT格式课件下载.ppt
- 文档编号:15654759
- 上传时间:2022-11-10
- 格式:PPT
- 页数:106
- 大小:1.20MB
FANUC伺服报警维修PPT格式课件下载.ppt
《FANUC伺服报警维修PPT格式课件下载.ppt》由会员分享,可在线阅读,更多相关《FANUC伺服报警维修PPT格式课件下载.ppt(106页珍藏版)》请在冰豆网上搜索。
MCCONl*DRDY:
驱动驱动(Amp.)准备准备l*PWM:
脉冲宽度调制脉冲宽度调制lIU,IV:
电流反馈电流反馈lBATT:
SV编码器电池编码器电池PC11/10/20222TRAINING-LZW伺服报警BEIJING-FANUCLSIl信号控制l报警检测l继电器控制l再生控制LSIl信号控制l报警检测l动态制动器控制注意)lISO:
隔离放大器lIR,IS:
电流反馈lHV:
高电压lLV:
低电压lHC:
高电流lIPM:
集成功率模块输入电输入电流报警流报警缺相缺相报警报警继电器继电器动态动态制动器制动器伺服伺服电机电机11/10/20223TRAINING-LZW伺服报警BEIJING-FANUCLSIl信号控制信号控制l报警检测报警检测l继电器控制继电器控制l放电控制放电控制LSIl信号控制信号控制l报警检测报警检测l动态制动器动态制动器控制控制注意)注意)lISO:
隔离放大器隔离放大器lIR,IS:
电流反馈电流反馈lHV:
高电压高电压lLV:
低电压低电压lHC:
高电流高电流lIPM:
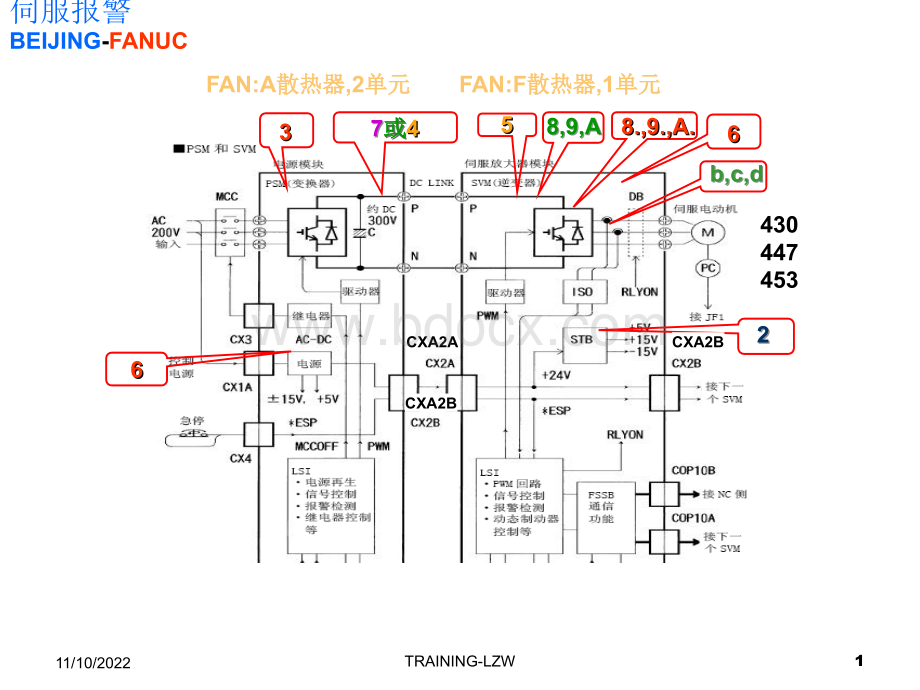
集成功率模块集成功率模块动态动态制动器制动器伺服伺服电机电机缺相缺相报警报警继电器继电器11/10/20224TRAINING-LZW伺服框图伺服框图431#电源单元温度升高3437#电源单元输入过电流1442#电源单元充电异常5433#电源单元直流侧低压4439#电源单元直流侧高压7435#伺服单元直流侧低压5600#伺服单元直流侧过流8,9,A602#伺服单元过热6449#IPM报警8.9.A.603#IPM过热报警8.9.A.438#电机电流异常b,c,d11/10/20225TRAINING-LZW报警号报警号SVMPSM报警内容报警内容4313PSM:
主电路过载。
系列:
发生过热。
4326PSM、PSMR:
控制电压降低。
4334PSM、PSMR、:
DCLINK电压低。
4342SVM:
控制电源低电压。
4355SVM:
DC链路部低电压436数字伺服软件检测到软件过热(OVC).4371输入电路过电流438b、c、dL、M、N轴变频器电机电流异常。
4397PSM、PSMR、:
DCLINK过电压。
440HPSMR、系列SVU:
再生放电总量过大。
441数字伺服软件检测到电机电流检测回路异常。
4425PSM、PSMR:
DCLINK的备用放电回路异常4432PSM、PSMR、系列SVU:
内部风扇不转。
4441内部冷却风扇不转。
445数字伺服软件检测到某脉冲编码器断线。
446硬件检测到内置脉冲编码器断线447硬件检测到分离型检测器断线伺服报警相应含义伺服报警相应含义11/10/20226TRAINING-LZW报警号报警号SVMPSM报警内容报警内容448内置脉冲编码器的反馈数据符号与分离型检测器的反馈数据符号不同4498.、9.、A.L、M、N轴放大器IPM报警。
453脉冲编码器软断线6008、9、AL、M、N轴放大器DC链路电流异常601F放大器散热器冷却风扇不转。
6026放大器过热。
6038.L轴放大器IPM报警(OH)6039.M轴放大器IPM报警(OH)603A.N轴放大器IPM报警(OH)604P放大器模块之间通信异常6058PSMR:
再生电流过大。
606APSM、PSMR:
散热器冷却风扇不转。
607E输入电源缺相伺服报警相应含义伺服报警相应含义11/10/20227TRAINING-LZWPSM上显示上显示1;
SPM-30;
437#报警内容:
PSM5.5i-15i检测出主电路IPM模块异常处理方法:
1.IPM模块控制电压降低,测量IPM模块2.输入电压低,输入电源电压不平衡3.更换单元报警内容:
PSM15i-37i主电路流过的电流大处理方法:
1.输入电压低,输入电源电压不平衡2.IGBT模块故障,更换单元437报警:
报警:
PSM输入回路过电流。
原因可能是输入电源电压不平衡11/10/20228TRAINING-LZWPSM上显示上显示2;
443主轴9059报警内容:
PSM内部排风扇失效.处理方法:
观察冷却风扇的状态.更换风扇,更换侧板443报警:
PSM内部排风扇停止。
系列SVU内部排风扇失效。
610报警报警:
警告状态下伺服放大器的报警号。
伺服放大器警告状态及与他们相关的警告信号:
F93#7=1(SVMRN4),F93#6=1(SVMRN3),从警告状态信号产生到报警发生的时间为1分钟.11/10/20229TRAINING-LZW11/10/202210TRAINING-LZWPSM上显示上显示A主轴主轴9113SPM-b3606报警:
PSM散热冷却风扇停转。
611报警:
11/10/202211TRAINING-LZW.PSM上显示上显示3主轴主轴9058报警内容:
PSM主电路过载主回路散热器过热431报警:
PSM过热,系列SVU过热。
612报警报警,警告状态下伺服放大器的报警号看一下是否有看一下是否有414报警报警,同时观察诊断同时观察诊断200号的状态和号的状态和201#7的状的状态态伺服放大器警告状态及与他们相关的警告信号:
F93#7,#6,#5=1,1,1(SVMRN4),从警告状态信号产生到报警发生的时间为1分钟处理方法:
1.切削负荷(加工一段时间后出现)2.冷却风扇的运转状态(风扇机械卡死,风扇故障,控制侧板故障)3.环境,电路板上有灰尘.4.底板和侧板的连接处11/10/202212TRAINING-LZWPSM上显示4.PSMDCLINK低电压主轴9051SVM上显示5(435).433报警:
PSMDClink电压降低,或者,系列SVU的DClink电压降低433报警,主轴9051报警,电网电压不稳,电网电压低。
433报警,将CX19B的A1,B1,A2,B2都接上+24V,0V就不报警了。
处理方法:
1.主电源瞬间停止(关机开机后故障消失),检查外部电源2.外部电源不平衡或外部电源输入被切断3.模块故障,测量模块4.功率板测量电阻烧断,更换功率板11/10/202213TRAINING-LZWPSM上显示上显示5主轴主轴9033报警内容:
PSMDCLINK充电回路异常442报警:
PSMDClink的备用放电回路异常。
1.SVM,SPM连接台数过多,确认电源单元的规格2.直流DC侧短路(测量模块)3.充电电阻损坏,更换功率板或单元11/10/202214TRAINING-LZWPSM上显示6.PSM控制电源降低主轴9111SPM-b1SVM上显示2(434).432报警:
控制电源电压(24V)降低处理方法:
1.检查PSM输出的24V电源2.检查CXA2A/CXA2B电缆的连接3.伺服单元故障11/10/202215TRAINING-LZWPSM上显示上显示7主轴主轴9011报警内容:
DC回路电压异常升高.439报警:
PSMDClink电压过高,或者,系列SVU的DClink电压过高处理方法:
1.再生能量过高(主轴或电机频繁加减速)超过单元的容量2.电源的阻抗过高(最大输出时电网波动不应超过70)3.PSM故障9011报警:
主轴转低速200rpm压下急停不报警,主轴转高速600RPM压下急停报警。
同时伺服也有DClink电压过高439报警。
主轴转速高,惯量大.参数4024设定速度零检测信号(SSTA)的检测范围,当电机转速小于等于最高转速的(设定数据/100)时,SSTA(F45.1)的状态就成为1.4024的标准设定值是75,如果SSTA信号出不来,电源单元回馈给电网的这个能量消耗不掉.11/10/202216TRAINING-LZWF45.1零速信号,M05正常停止急停时,急停切断了MCC电路.拍了急停不切断MCC,到F45.1出来才切断MCC.主轴没有动态制动电路.当皮带连接时,主轴缓慢停.不是拍了急停就停,解决办法可以减小4024的值,值越小越好.但是当参数值是0时,刹车没有问题.但是F45.1出不来.因为主轴惯量大,电源单元回馈给电网这个能量消耗不掉,参数4024=75是标准设定11/10/202217TRAINING-LZW0I-TC439(X)不间断报警更换SVM,A06B-6130-H002-J结果:
观察CNC单元:
A02B-0311-B530伺服单元:
A06B-6130-H002/H003主轴:
模拟11/10/202218TRAINING-LZW0I-MATETC系统X轴,Z轴401#,439#,440#用户处380V进线电压为400V,变出220V为240V,偏高.更换伺服放大器A06B-6130-H002*2后报警消失.建议用户加稳压器,使380V稳定.11/10/202219TRAINING-LZWMDI或MEM方式下转动主轴或移动各伺服轴时出现“准备不足”报警,几秒钟后又自动恢复,无法正常运行,但在回零方式、JOG方式和手轮方式都正常.有时偶尔出现414、424、434、409报警,PSM和SPM分别显示07和11.1.准备不足”的瞬间G121.4和X21.4瞬间确有断开,更换I/O板,MEM板故障依旧2.在报警的瞬间测量X21.4与OV之间的电压发现报警瞬间,电压由24v下降至17v左右后又自动上升至24v,排除EMG线松、零线悬空,据此判定M1上的X21.4与急停控制继电器回路上的点之间的信号线可能接触不良,更换后故障排除;
但10天后又再次出现同样的故障,这次更换急停控制继电器座,并将引入X21.4的+24V端子位置更换后,故障再次排除;
10天后换型加工大件(切削量大)时,故障再次出现,彻底排查从急停控制继电器上的急停信号X21.4线到24v稳压电源之间的两个虚点后故障依旧;
量24v稳压电源的220v输入电压也很稳定,更换24v稳压电源后,故障仍不能排除.是否为机床振动太大,将急停继电器触点阵松(瞬间断开,然后又马上吸合了)。
这样就会出现瞬间准备不足。
接下来只有怀疑该路24V所控制的一些外部开关或其他电器元件是否有瞬间短路了.找到该路所控部分B3-X13,直接整体甩掉后故障马上排除了。
再看该路所控部分是机床工作指示灯(自动运行指示绿灯)有短路,拔掉其控制用继电器F1-KA15后再将B3-X13接上,故障果然也不再出现.询问客户得知该机床的工作指示灯(包括黄灯和绿灯)都早已坏掉不用了.在MDI或MEM方式由于自动运行指示绿灯要点亮,自然就会把短路引进去拉低24V引发报警,而报警正好又将绿灯熄灭,点亮红灯,短路自然又被断开,24v自动上升,EMG报警自动消除.11/10/202220TRAINING-LZW既然出现过高电压报警(PSM-07,SPM-11)。
1.更换PSM、SPM或两个一起更换故障依旧2.检查3相200输入电压uw相略高一点,与另一台同型号机床交换输入电源后仍未排除故障;
3.估计可能是总的电源进线有虚接的地方,或者外部调压器,变压器等问题。
4.或者是24V控制电压瞬间被拉低导致PSM与SPM之间回馈制动不能正常完


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- FANUC 伺服 报警 维修
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 保育笔记.doc
保育笔记.doc
-
北京地区成人学士学位英语统一考试真题及答案.docx
-
幼儿园外出活动安全应急预案.doc
-
形容词变副词规律.doc
-
新概念英语第一册阶段测试题(01--12).doc
-
中班幼儿发展分析报告.doc
-
新概念英语第一册Lesson1-20测试题.doc
-
幼儿园安全教育宣传稿2-3月份.doc
-
描写山水风光的古诗词.doc
-
大学英语B题库阅读四.doc
 幼儿园日常安全检查记录表.xls
幼儿园日常安全检查记录表.xls
-
汽车涂装术语中英文对照.xls
-
1993年全国高考数学试题.doc
-
-简谐运动的图像.doc
-
幼儿园教职工安全培训记录.wps
-
世界主要国家及首都对照表(中英文).doc
-
-渗透作用原理说课稿.doc
-
电大远程网络教育大学英语B统考题库真题.doc
-
2010年江苏省高考化学试卷及解析.doc
-
2012年辽宁省高考数学试卷(文科)答案与解析.doc
-
2006年全国化学竞赛初赛模拟试卷(02).doc
-
幼儿园一日常规检查记录表.xls
-
自考英语二教材课文讲义unit.docx
-
全国高等教育自学考试英语词汇学试题及答案.doc
-
18年高考真题理科数学(全国2卷).doc
-
2008高中化学竞赛初赛模拟试卷(11).doc
-
2012年6月福建省高中生物会考试题.doc
-
1989年全国高考数学文科.doc
-
1994年全国高考数学试题.doc
-
2011年浙江普通高中学业水平考试通用技术试卷及答案.doc
-
1997年全国高中学生化学竞赛(初赛)试题.doc
-
2011年辽宁省高考数学试卷(理科)答案与解析.doc
-
学年译林版选修八unit 2 the universal language TaskProject学案.docx
-
浅谈营销渠道策划.docx
-
七年级英语下册期中考试试题.docx
-
药理学考试重要精品知识题第六章传出神经系统药理概论.docx
-
中国O2O微信营销行业分析报告精编.docx
-
施工升降机附墙架施工方案.docx
-
农村劳动力职业技能培训的成本效益分析.docx
-
马来酸配接枝聚丙烯的实验室制备.docx
-
中级经济师考试《金融专业知识与实务》题库最新版.docx
-
学年上学期石厦中学九年级期中考试精.docx
-
论认罪案件处理程序之简易化柯葛壮中国社会科学院法学研究所研究员杜文俊.docx
-
状元之路届高考生物一轮复习 遗传的基本规律阶段考查 新人教版.docx
-
交通安全儿歌十六首.docx
-
申请加入学生会申请书.docx
-
职称评审个人工作总结3篇.docx
-
武汉市中学英语教师职称晋升专业考试内容及题型.docx
-
英语作文评分标准.docx
-
中考物理复习专题06 质量与密度原卷版.docx
-
王文远平衡针灸穴位图带图.docx
