 员工入职培训-螺柱焊优质PPT.pptx
员工入职培训-螺柱焊优质PPT.pptx
- 文档编号:15647413
- 上传时间:2022-11-10
- 格式:PPTX
- 页数:11
- 大小:2.05MB
员工入职培训-螺柱焊优质PPT.pptx
《员工入职培训-螺柱焊优质PPT.pptx》由会员分享,可在线阅读,更多相关《员工入职培训-螺柱焊优质PPT.pptx(11页珍藏版)》请在冰豆网上搜索。
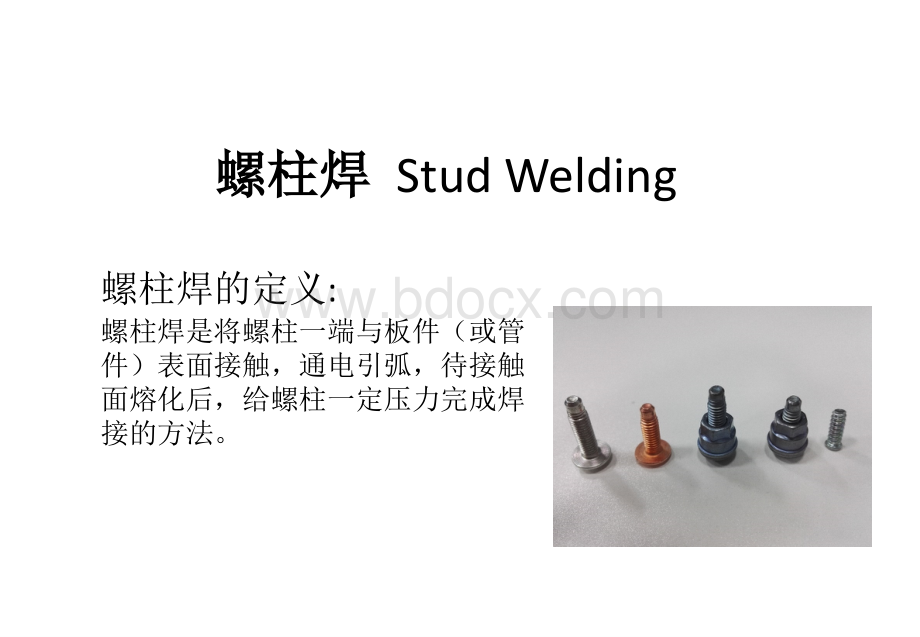
螺柱焊的定义:
@#@螺柱焊是将螺柱一端与板件(或管件)表面接触,通电引弧,待接触面熔化后,给螺柱一定压力完成焊接的方法。
@#@螺柱焊螺柱焊StudWelding螺柱焊的过程:
@#@1.接触2.垂直3.提升引弧4.拉弧熔化5.下落熔合6.凝结提枪Emhart自动焊接设备螺柱焊枪螺柱焊枪手动送钉手动送钉按钮按钮送钉管送钉管气阀气阀操作操作面板面板螺柱螺柱焊机焊机支撑杆支撑杆支撑杆防溅罩(手动、半自动)/支撑杆(自动)调节要领:
@#@支撑杆务必位于夹头和螺柱之间,严禁后于夹头,以免螺柱未填充时夹头误焊调节范围(自动):
@#@2mm螺柱伸长3mm,过短报伸长不够故障,过长则报提升故障短期维护1.夹头:
@#@及时清渣,以免夹头焊损;@#@夹头松弛及时更换,以免虚焊(另外手动枪顶杆易焊损)2.防溅罩或支撑杆:
@#@清渣不合格状态不合格状态合格状态合格状态焊接编程标准界面主要参数主要参数焊接电流Iw、时间tw的设置Iw=螺柱焊接面直径(mm)x110Atw=Iwx0.04ms以上值为参考值,可根据实际焊接效果微调(电流调幅:
@#@50A/次,时间调幅:
@#@12ms/次)焊接参数设置不当的影响:
@#@焊接参数过小焊接熔合面小于螺柱焊接面焊接参数过大螺柱熔化过多,焊接熔合面变小工件熔化过薄,甚至焊穿手动焊接设备螺柱焊枪螺柱焊枪防飞溅罩防飞溅罩焊枪焊枪导套导套螺柱焊机螺柱焊机Soyer手动焊机MODE操作模式设置。
@#@有四种不同的操作模式,如下:
@#@1-OP焊接模式,在焊接时必须设置为焊接模式2-PRE预引弧电流测试3-LIFT提升测试4-GAS气体测试MCTIME主焊接电流时间。
@#@PCTIME预引弧电流时间。
@#@GPTIME提前/滞后送气时间RLTIME加载时间。
@#@产品区别螺柱螺柱类型型螺柱区螺柱区别D2内板D2中央通道T5螺柱55M6螺柱1(长、白色)2(短、黄色)接地螺柱4(短)3(长)12345螺柱序号故障及处理故障故障现象象故障原因故障原因故障故障处理理螺柱虚焊(焊接不牢固)零件上有油污清洁零件表面操作不规范使用正确规范的操作(螺柱枪垂直零件表面)螺栓提升高度不合适调整提升高度螺柱露出防飞溅罩的距离调整不合适调整螺柱露出防飞溅罩的距离焊接电流小调整焊接电流焊接时间短调整焊接时间螺柱夹头损坏更换螺柱夹头


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 员工 培训 螺柱焊
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 保育笔记.doc
保育笔记.doc
-
北京地区成人学士学位英语统一考试真题及答案.docx
-
幼儿园外出活动安全应急预案.doc
-
形容词变副词规律.doc
-
新概念英语第一册阶段测试题(01--12).doc
-
中班幼儿发展分析报告.doc
-
新概念英语第一册Lesson1-20测试题.doc
-
幼儿园安全教育宣传稿2-3月份.doc
-
描写山水风光的古诗词.doc
-
大学英语B题库阅读四.doc
 幼儿园日常安全检查记录表.xls
幼儿园日常安全检查记录表.xls
-
汽车涂装术语中英文对照.xls
-
1993年全国高考数学试题.doc
-
-简谐运动的图像.doc
-
幼儿园教职工安全培训记录.wps
-
世界主要国家及首都对照表(中英文).doc
-
-渗透作用原理说课稿.doc
-
电大远程网络教育大学英语B统考题库真题.doc
-
2010年江苏省高考化学试卷及解析.doc
-
2012年辽宁省高考数学试卷(文科)答案与解析.doc
-
2006年全国化学竞赛初赛模拟试卷(02).doc
-
幼儿园一日常规检查记录表.xls
-
自考英语二教材课文讲义unit.docx
-
全国高等教育自学考试英语词汇学试题及答案.doc
-
18年高考真题理科数学(全国2卷).doc
-
2008高中化学竞赛初赛模拟试卷(11).doc
-
2012年6月福建省高中生物会考试题.doc
-
1989年全国高考数学文科.doc
-
1994年全国高考数学试题.doc
-
2011年浙江普通高中学业水平考试通用技术试卷及答案.doc
-
1997年全国高中学生化学竞赛(初赛)试题.doc
-
2011年辽宁省高考数学试卷(理科)答案与解析.doc
-
智能制造系统论文.doc
 合同风险管理培训及防范.ppt
合同风险管理培训及防范.ppt
-
普里森膜制氮操作规程.doc
-
国贸实务5章.ppt
-
普通锥齿轮差速器设计.doc
-
合富辉煌郑州王岗项目一期营销推广方案豪宅销售策略.ppt
-
合并会计报表的编制.ppt
-
智能储物柜说明书.doc
-
智能制造相关.docx
-
国际保理结算方式.ppt
-
国际MTS商学院策划与营销.ppt
-
易错题、公安基础知识易错题集总结.doc
-
合富辉煌房地产基础知识.ppt
-
旧城区改造方案.doc
-
智能控制器在风机及水泵中的应用-安科瑞张玲玲.docx
-
国际业务知识基础.ppt
-
国资委2013高管班金融工具(新版)课件.ppt
-
昌隆煤业安全质量标准化.doc
-
合富辉煌-郑州王胡砦项目定位及发展提案2007-160PPT.ppt
