 超硬磨料及其磨具的选择与应用Word格式.docx
超硬磨料及其磨具的选择与应用Word格式.docx
- 文档编号:15527068
- 上传时间:2022-11-03
- 格式:DOCX
- 页数:7
- 大小:45.03KB
超硬磨料及其磨具的选择与应用Word格式.docx
《超硬磨料及其磨具的选择与应用Word格式.docx》由会员分享,可在线阅读,更多相关《超硬磨料及其磨具的选择与应用Word格式.docx(7页珍藏版)》请在冰豆网上搜索。
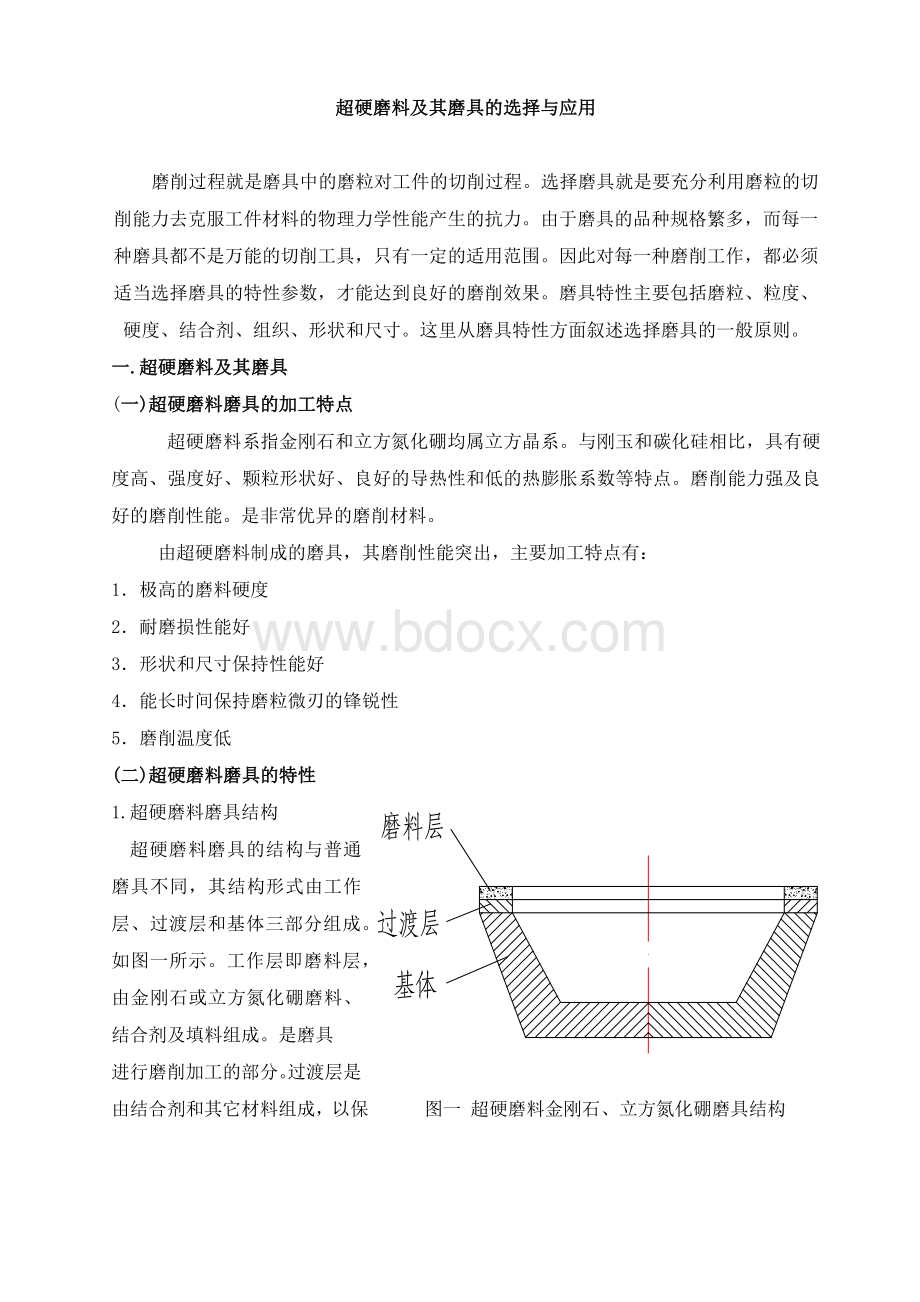
证工作层的充分使用,不含超硬磨料,将工作层牢固把持在基体上。
近年来,有些厂家取消了过渡层,直接将过渡层把持在基体上。
基体是磨具的基本形体,起支承工作层的作用。
2.超硬磨料磨具的特性及标志
⑴磨料超硬磨料的品种有天然金刚、人造金刚石及立方氮化硼(CBN)。
人造金刚石又有多种牌号。
人造金刚石、立方氮化硼的品种、代号及适用范围列于表一
表一人造金刚石和立方氮化硼品种、代号及适用范围(摘自GB/T6405-1994)
品种
适用范围
系列
代号
粒度
推荐用途
窄范围
宽范围
人
造
金
刚
石
RVD
60/70~325/400
树脂、陶瓷结合剂制品
MBD
35/40~325/400
30/40~60/80
金属结合剂磨具,锯切、钻探工具及电镀制品等
SCD
树脂结合剂磨具,加工钢与硬质合金组合件等
SMD
16/18~60/70
16/20~60/80
锯切、钻探和修整工具等
DMD
16/20~40/50
修整工具等
M-SD
36/54~0/0.5
硬、脆性材料的精磨、研磨和抛光等
立方氮化硼
CBN
20/25~325/400
20/30~60/80
树脂、陶瓷、金属结合剂制品
M-CBN
硬、韧金属材料的研磨和抛光
⑵粒度粒度系标志超硬磨料金刚石、立方氮化硼颗粒尺寸的大小。
粒度的标记按国家标准的规定,超硬磨料的各粒度颗粒尺寸范围及粒度组成按表二规定。
⑶结合剂结合剂起着把持超硬磨料和使磨具具有正确的几何形状的作用。
超硬磨料磨具的结合剂分四大类,即树脂结合剂(B)、金属(青铜)结合剂(M),陶瓷结合剂(V),电镀金属结合剂(M)
⑷浓度浓度是超硬磨料磨具所特有的概念。
它表示磨具工作层单位体积中超硬磨料的含量。
一般规定为每立方厘米体积中含4.4克拉(1克拉=0.2g,0.88g/cm3)的超硬磨料磨具的浓度为100%;
每增加或减少1.1克拉磨料,则浓度增加或减少25%。
不同浓度超硬磨料磨具中磨料含量及代号列于表三。
表二金刚石、立方氮化硼粒度标记、各粒度颗粒尺寸范围及粒度组成(摘自GB/T6406-1996)
颗粒
标记
公称筛孔尺寸范围/μm
99.9%通过的网孔尺寸/μm
上检查筛
下检查筛
不多于2%通过的网孔尺寸(下限筛)
网孔尺寸/μm
筛上物不多于(%)
筛上物不少于(%)
16/18
1180/1000
1700
1180
8
1000
90
710
18/20
1000/850
1400
850
600
20/25
850/710
500
25/30
710/600
425
30/35
600/500
355
35/40
500/425
300
40/45
425/355
455
360
255
45/50
355/300
384
302
213
50/60
300/250
322
181
60/70
250/212
484
271
151
70/80
212/180
227
127
80/100
180/150
197
10
87
107
100/120
150/125
165
120/140
125/106
139
75
140/170
106/90
116
11
85
65
170/200
90/75
97
57
200/230
75/63
49
230/270
63/53
72
41
270/325
53/45
15
80
-
325/400
45/38
16/20
1180/850
20/30
850/600
30/40
600/425
40/50
425/300
60/80
250/180
注:
隔离粗线以上者用金属编织筛,其余用电成型筛筛分。
表三金刚石、立方氮化硼的浓度代号(摘自GB/T64091-1994)
磨料含量/(g.cm-3)
浓度
25
0.22
25%
100
0.88
100%
50
0.44
50%
150
1.32
150%
0.66
75%
3.超硬磨料磨具形状尺寸
超硬磨料磨具形状及代号:
砂轮类,油石磨头类,锯类。
参见GB/T6409.1-1994
超硬磨料磨具的形状标记系统包括二或三种代号,仅用于金刚石与立方氮化硼砂轮、油石、磨头和锯形状。
超硬磨料磨具的基本形状代号分为:
1、2、3、4、6、9、11、12、14、15。
共10个代号。
参见GB/T6409.1-1994标准中表4的规定,基本形状可根据需要进行改型,其代号按GB/T6409.1-1994表7的规定。
超硬磨料磨具的磨料层在基体上位置代号按GB/T6409.1-1994中的表6规定。
磨料层断面形状代号按GB/T6409.1-1994标准的表5规定。
二.超硬磨料磨具特性的选择
(一)超硬磨料的选择
鉴于金刚石和立方氮化硼磨料性能上有差异,其使用范围也不同。
金刚石的硬度、强度、研磨能力、导热系数和热膨胀系数均优于立方氮化硼,因此适于加工硬而脆的材料,如硬质合金、陶瓷、玛瑙、光学玻璃、石材、混凝土、半导体材料等,但由于金刚石是碳的同素异体,在较高温度下易与钢中的铁族金属产生化学反应,形成碳化物,造成严重的化学磨损,影响磨具的磨削性能,且加工效果也不好,所以,金刚石不适宜用来加工铁族金属材料。
与金刚石比,立方氮化硼磨料的热稳定性,化学惰性均较优,不易和铁族金属及其它元素发生化学反应,因此,尽管其硬度等物理性能比金刚石稍差一些,但用它来加工硬而脆的金属材料,如磨削工具钢、磨具钢、不锈钢、耐热合金,高钒高速钢等黑色金属,具有独特的优点,是理想的磨料。
天然金刚石以NC为代号,人造金刚石分为RVD、MBD、SCD、SMD、DMD、M-SD六个牌号;
立方氮化硼有CBN,M-CBN两个牌号,其相应地适应范围参见表3.8.3.2。
(二)超硬磨料的粒度选择
超硬磨料的粒度选择,一般是根据被加工工件的表面粗糙度和加工效率的要求而决定的。
金刚石磨具与立方氮化硼磨具选择原则基本相同,与普通磨具比较,如要达到相同的表面粗糙度要求,选用磨料粒度应细1~2个粒度号;
同时,在满足粗糙度要求的前提下,还是应考虑能达到较高的加工效率,取得满意的加工效果,应尽量选取尽可能粗的粒度,磨料粒度与加工表面粗糙度的关系如表四
表四超硬磨料粒度与加工表面粗糙度的关系
粒度号
用树脂结合剂砂轮时的Ra/μm
用金属结合剂砂轮时的Ra/μm
80#~100#
1.6~0.8
100#~150#
0.4~0.2
0.8~0.2
150#~240#
0.2~0.1
280#~240#
0.1~0.05
W14~W7
0.05~0.025
W7~W3.5
0.025~0.0125
不同磨削工序的磨具粒度选择应针对加工条件和加工要求及最佳粒度范围综合考虑。
磨削加工各工序推荐选择的粒度号如下:
粗磨选用80#~100#;
半精磨120#~180#;
精磨细磨选用180#~W40;
研磨抛光选用W40~W1。
(三)超硬磨料磨具结合剂的选择
金刚石磨具与立方氮化硼磨具常用的结合剂有树脂结合剂、陶瓷结合剂、金属结合剂和电镀金属结合剂四类。
金属结合剂有青铜结合剂、铸铁结合剂及铸铁短纤维结合剂。
按结合能力及耐磨性排序如下:
渐强
树脂陶瓷金属电镀金属
结合能力及耐磨性
(四)浓度的选择
浓度是超硬磨料磨具的重要特性之一,它对磨削效率和加工成本有很大的影响。
浓度低,磨削效率不高,满足不了生产的要求;
浓度过高,很多磨粒过早脱落、造成浪费。
不同种类的结合剂对磨粒的结合力不同,因此对每一种结合剂都有它的最佳浓度范围。
树脂结合剂超硬磨具的浓度范围为50~75;
陶瓷结合剂磨具的浓度为75~100;
金属结合剂磨具的浓度为100~150。
结合剂对磨粒的结合强度越高,最佳浓度范围越高。
(五)超硬磨料磨具形状和尺寸的选择
超硬磨料磨具形状的选择,主要根据磨床和工件加工表面形状对磨具的要求来决定。
如平行砂轮(1A1)主要用于外圆、平面、工具刃磨及砂轮机上的磨削;
平行小砂轮(1A8)主要用于内圆磨削;
单面凹砂轮(6A2)主要用于工具刃磨和平面磨削等;
碗形砂轮(11A2)主要用于刀具刃磨和平面磨削。
超硬材料磨具的尺寸选择是根据磨床的规格、型号及加工工件形状大小来决定。
可参考磨床说明书上对磨具尺寸的要求予以选择
超硬磨料磨具即金刚石或立


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 磨料 及其 磨具 选择 应用
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 保育笔记.doc
保育笔记.doc
-
北京地区成人学士学位英语统一考试真题及答案.docx
-
幼儿园外出活动安全应急预案.doc
-
形容词变副词规律.doc
-
新概念英语第一册阶段测试题(01--12).doc
-
中班幼儿发展分析报告.doc
-
新概念英语第一册Lesson1-20测试题.doc
-
幼儿园安全教育宣传稿2-3月份.doc
-
描写山水风光的古诗词.doc
-
大学英语B题库阅读四.doc
 幼儿园日常安全检查记录表.xls
幼儿园日常安全检查记录表.xls
-
汽车涂装术语中英文对照.xls
-
1993年全国高考数学试题.doc
-
-简谐运动的图像.doc
-
幼儿园教职工安全培训记录.wps
-
世界主要国家及首都对照表(中英文).doc
-
-渗透作用原理说课稿.doc
-
电大远程网络教育大学英语B统考题库真题.doc
-
2010年江苏省高考化学试卷及解析.doc
-
2012年辽宁省高考数学试卷(文科)答案与解析.doc
-
2006年全国化学竞赛初赛模拟试卷(02).doc
-
幼儿园一日常规检查记录表.xls
-
自考英语二教材课文讲义unit.docx
-
全国高等教育自学考试英语词汇学试题及答案.doc
-
18年高考真题理科数学(全国2卷).doc
-
2008高中化学竞赛初赛模拟试卷(11).doc
-
2012年6月福建省高中生物会考试题.doc
-
1989年全国高考数学文科.doc
-
1994年全国高考数学试题.doc
-
2011年浙江普通高中学业水平考试通用技术试卷及答案.doc
-
1997年全国高中学生化学竞赛(初赛)试题.doc
-
2011年辽宁省高考数学试卷(理科)答案与解析.doc
-
理想教育主题班会4篇.docx
-
连续墙方案.docx
-
辽宁省专业技术资格评定表.docx
-
溜煤眼施工安全技术措施方案.docx
-
六年级英语下册译林版阅读理解专项重点知识题型.docx
-
路灯安装检验批验收记录表完整优秀版.docx
-
cad快捷键大全.docx
-
《包装容器结构设计与制造》习题.docx
-
旅行社社会实践报告范文3篇.docx
-
ChromaACSOURCE编程操作说明书.docx
-
C级注册验船师公共.docx
-
《房屋建筑学》课程设计单元住宅.docx
-
DataGridView控件的各种操作总结.docx
-
《公路工程建设项目招标投标管理办法.docx
-
《河中石兽》导学案.docx
-
DP83640寄存器说明共36页文档.docx
-
气力输送系统基本参数计算知识.docx
-
慢性病健康档案范例.docx
-
《了不起的盖茨比》读后感.docx
