 经验公式确定钢的热处理温度Word文件下载.doc
经验公式确定钢的热处理温度Word文件下载.doc
- 文档编号:15523323
- 上传时间:2022-11-03
- 格式:DOC
- 页数:11
- 大小:157.50KB
经验公式确定钢的热处理温度Word文件下载.doc
《经验公式确定钢的热处理温度Word文件下载.doc》由会员分享,可在线阅读,更多相关《经验公式确定钢的热处理温度Word文件下载.doc(11页珍藏版)》请在冰豆网上搜索。
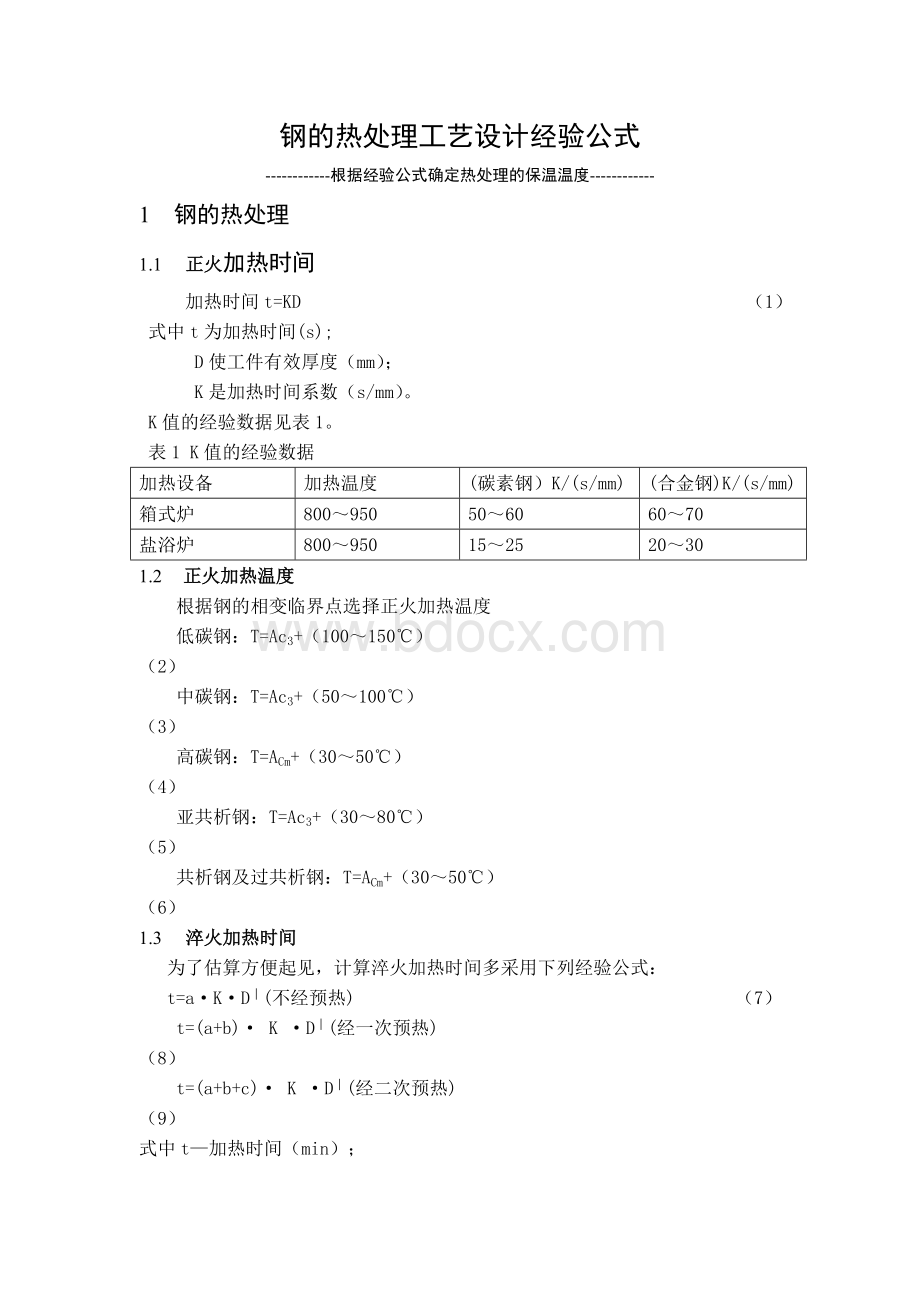
50~60
60~70
盐浴炉
15~25
20~30
1.2正火加热温度
根据钢的相变临界点选择正火加热温度
低碳钢:
T=Ac3+(100~150℃)
(2)
中碳钢:
T=Ac3+(50~100℃)(3)
高碳钢:
T=ACm+(30~50℃)(4)
亚共析钢:
T=Ac3+(30~80℃)(5)
共析钢及过共析钢:
T=ACm+(30~50℃)(6)
1.3淬火加热时间
为了估算方便起见,计算淬火加热时间多采用下列经验公式:
t=a·
K·
D︱(不经预热)(7)
t=(a+b)·
D︱(经一次预热)(8)
t=(a+b+c)·
D︱(经二次预热)(9)
式中t—加热时间(min);
a—到达淬火温度的加热系数(min/mm);
b—到达预热温度的加热系数(min/mm);
c—到达二次预热温度的加热系数(min/mm);
K—装炉修正系数;
D︱--工件的有效厚度(mm)。
在一般的加热条件下,采用箱式炉进行加热时,碳素钢及合金钢a多采用1~1.5min/mm;
b为1.5~2min/mm(高速钢及合金钢一次预热a=0.5~0.3;
b=2.5~3.6;
二次预热a=0.5~0.3;
b=1.5~2.5;
c=0.8~1.1),若在箱式炉中进行快速加热时,当炉温较淬火加热温度高出100~150℃时,系数a约为1.5~20秒/毫米,系数b不用另加。
若用盐浴加热,则所需时间,应较箱式炉中加热时间少五分之一(经预热)至三分之一(不经预热)左右。
工件装炉修正系数K的经验值如表2:
表2工件装炉修正系数K
工件装炉方式
修正系数
t030111.1
1.0
t030111.3
2.0
t030111.5
1.3
t030111.7
1.4淬火加热温度
按常规工艺,
亚共析钢的淬火加热温度为Ac3+(30~50℃);
(10)
共析和过共析钢为Ac1+(30~50℃);
(11)
合金钢的淬火加热温度常选用Ac1(或Ac3)+(50~100℃)(12)
1.5回火加热时间
对于中温或高温回火的工件,回火时间是指均匀透烧所用的时间,可按下列经验公式计算:
t=aD+b(13)
式中t—回火保温时间(min);
D—工件有效尺寸;
(mm);
a—加热系数(min/mm);
b—附加时间,一般为10~20分钟。
盐浴的加热系数为0.5~0.8min/mm;
铅浴的加热系数为0.3~0.5min/mm;
井式回火电炉(RJJ系列回火电炉)加热系数为1.0~1.5min/mm;
箱式电炉加热系数为2~2.5mim/mm。
1.6回火加热温度
钢的回火定量关系式很早就有人研究,其经验公式为:
钢的回火温度的估算,
T=200+k(60-x)(14)
式中:
x—回火后硬度值,HRC;
k—待定系数,对于45钢,x>
30,k=11;
x≤30,k=12。
大量试验表明,当钢的回火参数P一定时,回火所达到的工艺效果——硬度值或力学性能相同。
因此,按传统经验式确定回火参数仅在标准态(回火1h)时方可使用,实际生产应用受到限制.
为了解决上述问题,将有关因素均定量表达,文献中导出如下回火公式:
(1)在200~40O℃范围:
HV=640-(T-20)×
1.05+(lgt-1.28)×
366+(T-200)(lgt-1.28)×
0.036(15)
(2)在400~600℃范围:
HV=17.2×
103/T-(1gt一1.28)×
29.4-(T-400)(Igt-1.28)×
0.023(16)
式中T--回火温度℃
t--回火时间,min
对比可以看出影响回火效果的主要因素是T和t能较好,较真实地反映出实际工艺参数的影响,定量地表达了不同温度区间回火硬度的变化特征。
2钢的热处理相变点及再结晶温度的计算
2.1AC1和AC3温度的经验公式
AC1和AC3分别表示在加热过程中组织开始转变为奥氏体和全部转变为奥氏体时的温度,它们对钢的热处理工艺的制定以及新材料和新工艺的设计都具有重要意义。
因此,对AC1和AC3的预测具有较大的理论和应用价值。
Andrews搜集了英,德,法,美等国家的资料通过对大量试验数据进行回归分析,获得了根据钢的化学成分计算AC1和AC3温度的经验公式:
AC3(℃)=910-203C1/2-15.2Ni+44.7Si+104V+31.5Mo+13.1W(17)
AC1(℃)=723–10.7Mn–13.9Ni+29Si+16.9Cr+290As+6.38W(18)
式中的元素符号代表其含量(质量分数,wt%,下同),适用钢的成分范围为:
≤0.6C,≤4.9Mn,≤5Cr,≤5Ni,≤5.4Mo。
公式
(1)~
(2)表达了钢的AC1和AC3与化学成分之间的关系,其优点是形式简明、直观,便于应用。
2.2钢奥氏体化后冷却时,奥氏体开始转变为马氏体的温度Ms(℃)
Ms=550-350C-40Mn-35V-20Cr-17Ni-Cu-10Mo-5W+15Co+30Al+0Si(19)
Ms=561-474C-33Mn-17Cr-17Ni-21Mo(20)
式(19),(20)适用于中低碳钢。
Ms=539-423C-30.4Mn-17.7Ni-12.1Cr-7.5Mo(21)
式(21)适用于0.11%≤C≤0.60%,0.04%≤Mn≤4.8%,0.11%≤Si≤1.89%,
0≤Ni≤5.04%,0≤Cr≤4.61%,0≤Mo≤5.4%。
注意,上述Ms点的计算公式主要用于亚共析钢;
对于过共析钢,由于淬火加热温度对奥氏体的成分影响较大,故根据钢的成分来计算Ms点是没有意义的。
Ms=41.7(14.6-Cr)+0.6(6.9-Ni)+33(1.33-Mn)+28(0.47-S)
+1677(0.068-C-Ni)-17.8(22)
式(22)适用于SUS类不锈钢(日本)。
2.3奥氏体转变为马氏体(M)的终了温度Mf(℃)
Mf点根据不同的马氏体转变量的计算公式:
Mf=(100%M)=Ms-(215±
15)(23)
Mf=(90%M)=Ms-(103±
12)(24)
Mf=(50%M)=Ms-(47±
9)(25)
Mf=(10%M)=Ms-(10±
3)(26)
2.4贝氏体组织开始转变的温Bs(℃)
Bs=830-270C-90Mn-37Ni-70Cr-83Mo(27)
2.5钢的再结晶温度TR(K)
TR=0.4Tm(28)
Tm—钢的熔点温度,K。
3钢在空气炉中加热时间(考虑节能)的计算
3.1按工件形状确定加热时间t(min)
t=kiw(29)
ki—形状系数,k圆柱=1/6~1/9,k板=1/3~1/6,
k薄壁管=(δ/D<
1/4)=1/4~1/5,k厚壁管(δ/D>
1/4)=1/2~1/4;
w—形状特征尺寸,直径、板厚或壁厚,mm。
3.2按实际装炉量确定加热时间t(min)
t=(0.6~0.8)∑Gw(30)
∑Gw—装炉工件总重量,kg。
式(30)适用于45kW箱式电炉加热。
4钢的临界冷却速度的计算
4.1钢在油中淬火时心部得到马氏体的临界冷却速度νM(℃/h)
logνM=9.81-4.62C+1.10Mn+0.54Ni+0.50Cr+0.60Mo+0.00183PA(31)
PA—奥氏体化参数(加热时间×
加热温度,此处加热时间为1h)。
4.2钢在油中淬火时心部得到贝氏体的临界冷却速度νB(℃/h)
logνB=10.17-3.80C+1.07Mn+0.70Ni+0.57Cr+1.58Mo+0


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 经验 公式 确定 热处理 温度
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 保育笔记.doc
保育笔记.doc
-
北京地区成人学士学位英语统一考试真题及答案.docx
-
幼儿园外出活动安全应急预案.doc
-
形容词变副词规律.doc
-
新概念英语第一册阶段测试题(01--12).doc
-
中班幼儿发展分析报告.doc
-
新概念英语第一册Lesson1-20测试题.doc
-
幼儿园安全教育宣传稿2-3月份.doc
-
描写山水风光的古诗词.doc
-
大学英语B题库阅读四.doc
 幼儿园日常安全检查记录表.xls
幼儿园日常安全检查记录表.xls
-
汽车涂装术语中英文对照.xls
-
1993年全国高考数学试题.doc
-
-简谐运动的图像.doc
-
幼儿园教职工安全培训记录.wps
-
世界主要国家及首都对照表(中英文).doc
-
-渗透作用原理说课稿.doc
-
电大远程网络教育大学英语B统考题库真题.doc
-
2010年江苏省高考化学试卷及解析.doc
-
2012年辽宁省高考数学试卷(文科)答案与解析.doc
-
2006年全国化学竞赛初赛模拟试卷(02).doc
-
幼儿园一日常规检查记录表.xls
-
自考英语二教材课文讲义unit.docx
-
全国高等教育自学考试英语词汇学试题及答案.doc
-
18年高考真题理科数学(全国2卷).doc
-
2008高中化学竞赛初赛模拟试卷(11).doc
-
2012年6月福建省高中生物会考试题.doc
-
1989年全国高考数学文科.doc
-
1994年全国高考数学试题.doc
-
2011年浙江普通高中学业水平考试通用技术试卷及答案.doc
-
1997年全国高中学生化学竞赛(初赛)试题.doc
-
2011年辽宁省高考数学试卷(理科)答案与解析.doc
-
历史教学工作总结9篇.docx
-
中学生孝道心得3篇.docx
-
林海雪原读后感300字(精选3篇).docx
-
六年级班级文化建设总结.docx
-
中药制药课程设计心得5篇.docx
-
六年级上册音乐教学方案.docx
-
终个人工作总结报告最新版5篇.docx
-
六年级综合实践活动教学计划.docx
-
珠宝金行合营公司财务管理制度.docx
-
论领导讲话稿的起草.docx
-
祝福生日快乐的诗意祝福语.docx
-
绿色环保个人事迹材料800字.docx
-
转正申请个人自我总结怎么写.docx
-
自己的花是让别人看的教学设计范文(精选3篇).docx
-
贸易类实习报告7篇.docx
-
综合实践心得600字精选范文5篇.docx
-
组织部部长竞选演讲稿范文.docx
-
标准化供电所建设规定.docx
-
最新安全生产第一季度工作总结及第二季度工作计划.docx
