 机架或机座设计Word文件下载.docx
机架或机座设计Word文件下载.docx
- 文档编号:15513705
- 上传时间:2022-11-03
- 格式:DOCX
- 页数:3
- 大小:158.08KB
机架或机座设计Word文件下载.docx
《机架或机座设计Word文件下载.docx》由会员分享,可在线阅读,更多相关《机架或机座设计Word文件下载.docx(3页珍藏版)》请在冰豆网上搜索。
其基本要求是:
(1)刚度与抗振性
刚度是抵抗载荷变形的能力。
动刚度是衡量抗振性的主要指标。
为提高机架或机座的抗振性,可采取如下措施:
1)提高静刚度,即从提高固有振动频率入手,以避免产生共振;
2)增加阻尼,增加阻尼对提高动刚度的作用很大,如液(气)动、静压导轨的阻尼比滚动导轨的大,故抗振性能好;
3)在不降低机架或机座静刚度的前提下,减轻重量可提高固有振动频率,如适当减小壁厚、增加筋和隔板、采用钢材焊接代替铸件等;
4)采取隔振措施,如加减振橡胶垫脚、用空气弹簧隔板等。
(2)热变形
减小热变形。
(3)提高稳定性
除上述要求之外,还应考虑工艺性、经济性及人机工程等方面的要求。
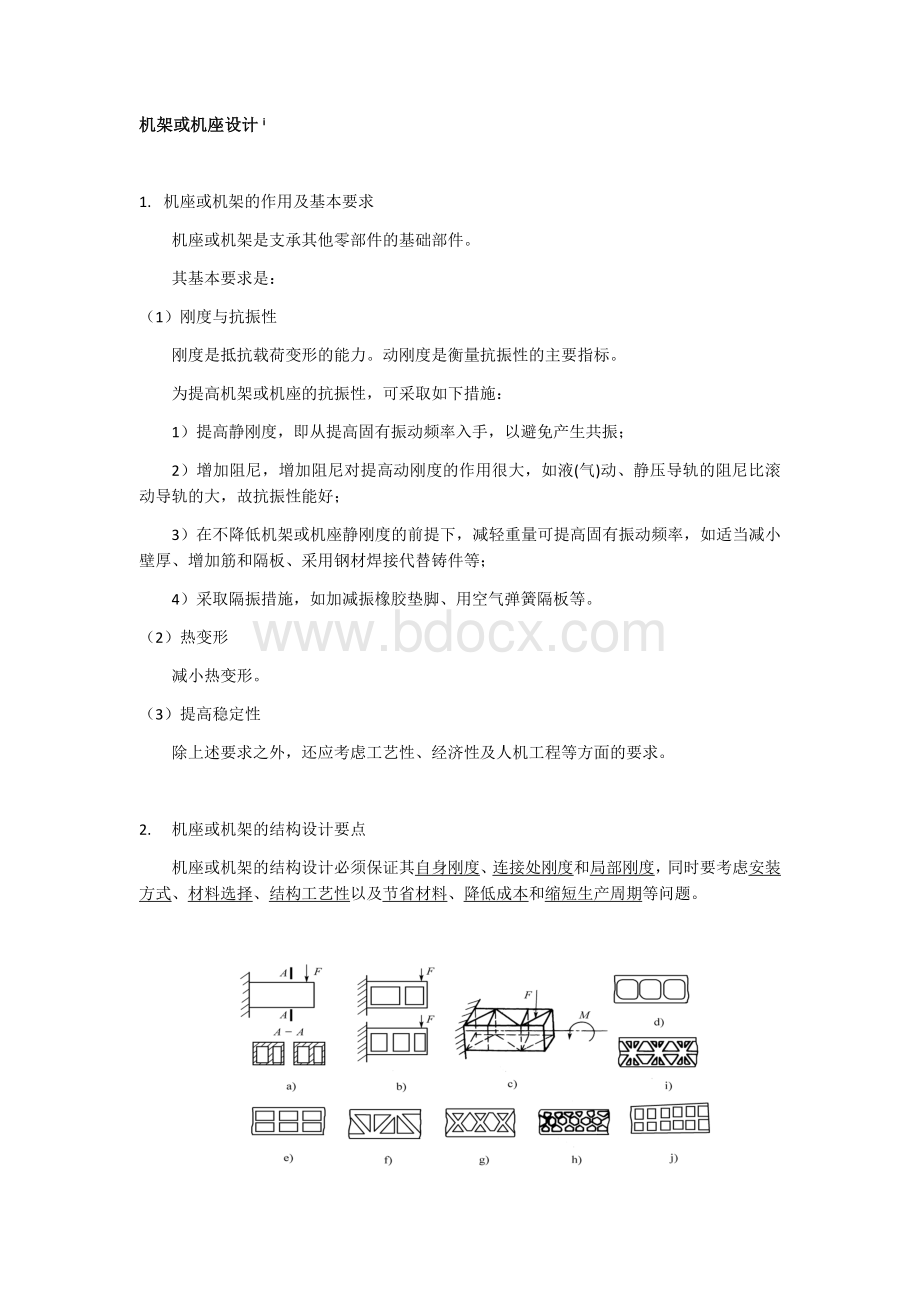
2.机座或机架的结构设计要点
机座或机架的结构设计必须保证其自身刚度、连接处刚度和局部刚度,同时要考虑安装方式、材料选择、结构工艺性以及节省材料、降低成本和缩短生产周期等问题。
筋板及加强筋的形式
(1)机座的结构工艺性
机座一般体积较大、结构复杂、成本高,尤其要注意其结构工艺性,以便于制造和成本低,在保证刚度的条件下,应力求铸件形状简单,起模容易,泥芯要少,便于支撑和制造。
机座壁厚应尽量均匀,力求避免截面的急剧变化,凸起过大、壁厚过薄、过长的分型线和金属的局部堆积等。
铸件要便于清砂,为此,必须开有足够大的清砂口,或几个清砂口。
在同一侧面的加工表面,应处于同一个平面上,以便一起刨出或铣出。
如下图所示,图b的结构比图a的好。
加工面要在一个平面上
(2)机座的加工工艺性
机座必须有可靠的加工工艺基面,若因结构原因没有工艺基准,必须铸出四个或两个“工艺凸台”A,如下图所示(图b的结构比图a的好)。
加工时,先把凸台加工好,然后以凸台作基面来加工B面,加工完毕后把凸台割去。
(3)焊接机架的设计
焊接机架具有许多优点:
在刚度相同的情况下可减轻重量30%左右;
改型快,废品极少;
生产周期短、成本低。
机架常用普通碳素结构钢材(钢板、角钢、槽钢、钢管等)焊接制造。
轻型机架也可用铝制型材连结制成。
对于轻载焊接机架,由于其承受载荷较小,故常用型材焊成立体框架,再装上面板、底板及盖板。
板料型材制成的框架接头形式如图1所示。
槽钢制成的框架的接头形式见图2所示。
角铁构成机架的接头形式如图3所示。
图4(a—是用薄钢板折弯成形后、焊接而成的机箱,顶板的连接可采用图b、c所示的接头形式。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 机架 机座 设计
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 保育笔记.doc
保育笔记.doc
-
北京地区成人学士学位英语统一考试真题及答案.docx
-
幼儿园外出活动安全应急预案.doc
-
形容词变副词规律.doc
-
新概念英语第一册阶段测试题(01--12).doc
-
中班幼儿发展分析报告.doc
-
新概念英语第一册Lesson1-20测试题.doc
-
幼儿园安全教育宣传稿2-3月份.doc
-
描写山水风光的古诗词.doc
-
大学英语B题库阅读四.doc
 幼儿园日常安全检查记录表.xls
幼儿园日常安全检查记录表.xls
-
汽车涂装术语中英文对照.xls
-
1993年全国高考数学试题.doc
-
-简谐运动的图像.doc
-
幼儿园教职工安全培训记录.wps
-
世界主要国家及首都对照表(中英文).doc
-
-渗透作用原理说课稿.doc
-
电大远程网络教育大学英语B统考题库真题.doc
-
2010年江苏省高考化学试卷及解析.doc
-
2012年辽宁省高考数学试卷(文科)答案与解析.doc
-
2006年全国化学竞赛初赛模拟试卷(02).doc
-
幼儿园一日常规检查记录表.xls
-
自考英语二教材课文讲义unit.docx
-
全国高等教育自学考试英语词汇学试题及答案.doc
-
18年高考真题理科数学(全国2卷).doc
-
2008高中化学竞赛初赛模拟试卷(11).doc
-
2012年6月福建省高中生物会考试题.doc
-
1989年全国高考数学文科.doc
-
1994年全国高考数学试题.doc
-
2011年浙江普通高中学业水平考试通用技术试卷及答案.doc
-
1997年全国高中学生化学竞赛(初赛)试题.doc
-
2011年辽宁省高考数学试卷(理科)答案与解析.doc
-
哈夫曼编码与译码附源码.docx
-
人教PEP英语三年级上册教案U5A.docx
-
口腔健康检查报告.docx
-
宏观经济学复习选择题doc.docx
-
昆山市商业综合体发展现状分析报告.docx
-
红外电子体温计的设计方案毕业设计.docx
-
劳动保护管理制度DOC.docx
-
湖南省自然资源登记数据库属性值字典表.docx
-
环保检测机构管理制度.docx
-
加固工程施工组织设计方案方案.docx
-
护士分层级管理实施方案.docx
-
家具企业安全生产应急预案安全生产.docx
-
会计人员岗位责任制度.docx
-
监理常用表格模板.docx
-
火电厂基本建设工程启动及竣工验收规程.docx
-
锂电池充电电路图.docx
-
会员收银软件+商务星会员卡管理系统.docx
-
建公转房让农村教师好开心.docx
-
机关办公大楼物业管理委托合同范文篇三.docx
