 Q345的焊接性能介绍Word文件下载.docx
Q345的焊接性能介绍Word文件下载.docx
- 文档编号:15495217
- 上传时间:2022-11-02
- 格式:DOCX
- 页数:5
- 大小:29.84KB
Q345的焊接性能介绍Word文件下载.docx
《Q345的焊接性能介绍Word文件下载.docx》由会员分享,可在线阅读,更多相关《Q345的焊接性能介绍Word文件下载.docx(5页珍藏版)》请在冰豆网上搜索。
P
S
Alt
Q345R
≤0.20
≤0.55
1.20-1.60
≤0.025
≤0.015
≥0.020
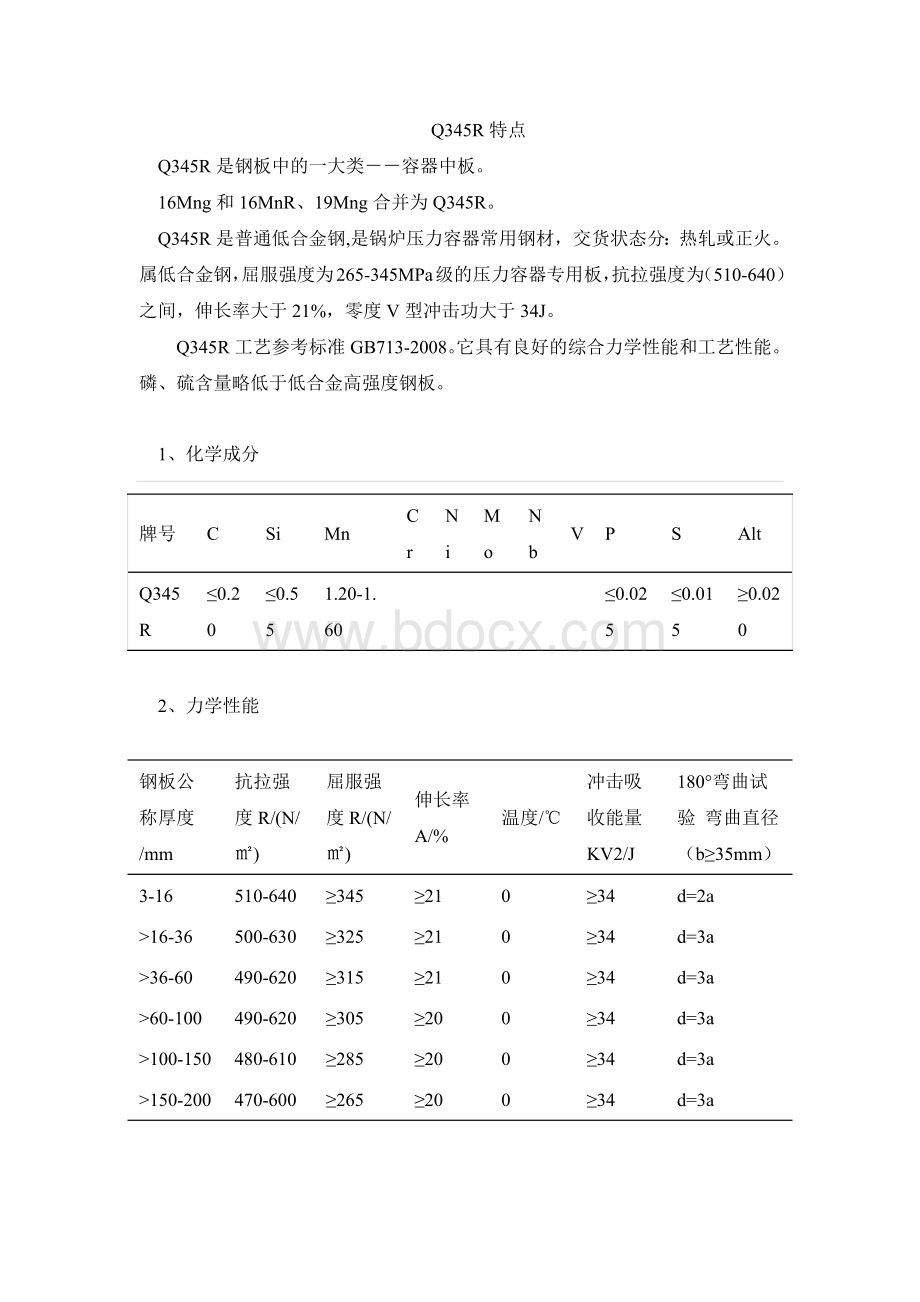
2、力学性能
钢板公称厚度/mm
抗拉强度R/(N/㎡)
屈服强度R/(N/㎡)
伸长率A/%
温度/℃
冲击吸收能量KV2/J
180°
弯曲试验弯曲直径(b≥35mm)
3-16
510-640
≥345
≥21
≥34
d=2a
>
16-36
500-630
≥325
d=3a
36-60
490-620
≥315
60-100
≥305
≥20
100-150
480-610
≥285
150-200
470-600
≥265
3、规格尺寸
材质
厚度
宽度
长度
备注
8
2000
11800
四切保性能
10
2200
10500
舞钢
16
9600
20
9800
25
2500
30
2470
12000
35
2480
10600
40
50
2420
60
2300
10000
70
2580
12200
80
2320
10650
90
2220
100
2350
110
2340
120
2410
11850
187
2240
8600
150
2100
6300
180
6000
200
4.Q345钢的焊接性分析
4.1碳当量(Ceq)的计算
Ceq=C+Mn/6+Ni/15+Cu/15+Cr/5+Mo/5+V/5
计算Ceq=0.49%,大于0.45%,可见Q345钢焊接性能不是很好,需要在焊接时制定严格的工艺措施。
4.2热裂纹
Q345含碳量低,含锰量较高,硫和磷控制严格,它的Mn/S较高,因而具有良好的抗结晶裂纹性能。
所以在正常情况下,Q345是不会出现结晶裂纹。
4.3冷裂纹
钢种的淬硬倾向、一定的含氢量和局够的拘束应力是焊接时产生冷裂纹的三大主要因素。
Q345含碳量低,故在淬火时,就会得到低碳马氏体组织,或者铁素体+珠光体组织,由于这些组织的硬度不高,因而淬硬倾向小。
焊缝中的氢主要来源于焊接材料中的水分、焊件坡口处的铁锈、油污,以及环境湿度等。
而对Q345来说只要板厚不太大且冷却速度控制得当,就不会在焊缝中产生残余氢,所以也不易形成冷裂纹。
拘束应力和板厚有关系,板厚越大,拘束应力越大。
所以只要板厚不超过40mm,就不会产生冷裂纹。
4.4再热裂纹
Q345不含强碳化物形成元素,在热轧状态下供货,焊后一般不进行热处理,因而对在热裂纹不敏感。
4.5脆化
Q345当含碳量低于下限(0.12%-0.14%)时,由于本身含碳量少,又是通过固溶强化方式来获得较好的额强度和韧性,因而其脆化倾向小。
只有当线能量过大时,会导致过热区奥氏体晶粒严重粗化,冷却时形成魏氏组织,这时才会出现脆化现象。
当碳含量偏高时,不仅线能量过大会形成魏氏组织而脆化,在线能量偏低,冷却速度过大时也会形成脆化。
只要控制Q345的成分和能量,就可以减少过热区的脆化。
Q345本身含有一定的固溶氮,化学成分中又没有强氮化合物形成元素,因而有一定的热应变脆化倾向,可以通过600℃,1h的退火处理来回复其性能。
5、焊接施工流程
坡口准备→点固焊→预热→里口施焊→背部清根(碳弧气刨)→外口施焊→里口施焊→自检/专检→焊后热处理→无损检验(焊缝质量一级合格)
6、焊接工艺参数的选择
通过对Q345钢的焊接性分析,制定措施如下:
6.1、焊接材料的选用
由于Q345钢的冷裂纹倾向较大,应选用低氢型的焊接材料,同时考虑到焊接接头应与母材等强的原则,选用E5015(J507)型电焊条。
化学成分见下表(%):
元素CMnSiSPCrMoVTi
含量0.0711.110.530.0090.0160.020.010.010.01
力学性能见下表:
机械性能指标σb(Mpa)σs(Mpa)δ5(%)Ψ(%)AkvJ-30℃
数值440540317916411476
6.2.、坡口形式:
(根据图纸和设备供货)
6.3、焊接方法:
采用手工电弧焊(D)。
6.4、焊接电流:
为了避免焊缝组织粗大,造成冲击韧性下降,必须采用小规范焊接。
具体措施为:
选用小直径焊条、窄焊道、薄焊层、多层多道的焊接工艺(焊接顺序如图一所示)。
焊道的宽度不大于焊条的3倍,焊层厚度不大于5mm。
第一层至第三层采用Ф3.2电焊条,焊接电流100-130A;
第四层至第六层采用Ф4.0的电焊条,焊接电流120-180A。
6.5、预热温度:
由于Q345钢的Ceq>0.45%,在焊接前应进行预热,预热温度T0=100-150℃,层间温度Ti≤400℃。
6.6、焊后热处理参数:
为了降低焊接残余应力,减小焊缝中的氢含量,改善焊缝的金属组织和性能,在焊后应对焊缝进行热处理。
热处理温度为:
600-640℃,恒温时间为2小时(板厚40mm时),升降温速度为125℃/h。
7、现场焊接顺序:
7.1.焊前预热
在翼缘板焊接前,首先对翼缘板进行预热,恒温30分钟后开始焊接。
焊接的预热、层间温度、热处理由热处理控温柜自动控制,采用远红外履带式加热炉片,微电脑自动设定曲线和记录曲线,热电偶测量温度。
预热时热电偶的测点距离坡口边缘15mm-20mm。
7.2.焊接
7.2.1为了防止焊接变形,每个柱接头采用二人对称施焊,焊接方向由中间向两边施焊。
在焊接里口时(里口为靠近腹板的坡口),第一层至第三层必须使用小规范操作,因为它的焊接是影响焊接变形的主要原因。
在焊接一至三层结束后,背面进行清根。
在使用碳弧气刨清根结束后,必须对焊缝进行机械打磨,清理焊缝表面渗碳,露出金属光泽,防止表层碳化严重造成裂纹。
外口焊接应一次焊完,最后再焊接里口的剩余部分。
7.2.2当焊接第二层时,焊接方向应与第一层方向相反,以此类推。
每层焊接接头应错开15-20mm。
7.2.3两名焊工在焊接时的焊接电流、焊接速度和焊接层数应保持一致。
7.2.4在焊接中应从引弧板开始施焊,收弧板上结束。
焊接完成后割掉并打磨干净。
7.3.焊后热处理:
焊口焊接完成后应在12小时内进行热处理。
如不能及时进行热处理应采取保温、缓冷措施。
在进行热处理时,应采用两根热电偶测温,热电偶点焊在焊口的里外侧。
7.4.焊接检验
根据《钢结构工程施工及验收规范》的要求,焊口采用超声波探伤法进行检验,检验比例为100%。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- Q345 焊接 性能 介绍
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 保育笔记.doc
保育笔记.doc
-
北京地区成人学士学位英语统一考试真题及答案.docx
-
幼儿园外出活动安全应急预案.doc
-
形容词变副词规律.doc
-
新概念英语第一册阶段测试题(01--12).doc
-
中班幼儿发展分析报告.doc
-
新概念英语第一册Lesson1-20测试题.doc
-
幼儿园安全教育宣传稿2-3月份.doc
-
描写山水风光的古诗词.doc
-
大学英语B题库阅读四.doc
 幼儿园日常安全检查记录表.xls
幼儿园日常安全检查记录表.xls
-
汽车涂装术语中英文对照.xls
-
1993年全国高考数学试题.doc
-
-简谐运动的图像.doc
-
幼儿园教职工安全培训记录.wps
-
世界主要国家及首都对照表(中英文).doc
-
-渗透作用原理说课稿.doc
-
电大远程网络教育大学英语B统考题库真题.doc
-
2010年江苏省高考化学试卷及解析.doc
-
2012年辽宁省高考数学试卷(文科)答案与解析.doc
-
2006年全国化学竞赛初赛模拟试卷(02).doc
-
幼儿园一日常规检查记录表.xls
-
自考英语二教材课文讲义unit.docx
-
全国高等教育自学考试英语词汇学试题及答案.doc
-
18年高考真题理科数学(全国2卷).doc
-
2008高中化学竞赛初赛模拟试卷(11).doc
-
2012年6月福建省高中生物会考试题.doc
-
1989年全国高考数学文科.doc
-
1994年全国高考数学试题.doc
-
2011年浙江普通高中学业水平考试通用技术试卷及答案.doc
-
1997年全国高中学生化学竞赛(初赛)试题.doc
-
2011年辽宁省高考数学试卷(理科)答案与解析.doc
-
陕西省南郑县学年高一英语下学期期末考试试题.docx
-
西方经济学期末复习12.docx
-
卷三答案.docx
-
形而上学亚里士多德到康德.docx
-
教科版二年级下册《科学》期末复习知识点试题.docx
-
三国群英传全物品属性.docx
-
项目成本控制管理规定1016.docx
-
人教版八年级美术下册课件.docx
-
广州市普通高中毕业班综合测试二语文.docx
-
电大建筑制图基础考试小抄汇总非常全.docx
-
改单片机的油井系统测试仪设计.docx
-
综合实践活动课题研究措施.docx
-
员工安全生产责任书范本 安全生产责任书范本.docx
-
人教版五四制七年级数学上册第十一章一元一次方程培优测试题2附答案.docx
-
江苏省常州市西夏墅中学高二英语课件Unit1《ThewrittenwordWordPower》.docx
-
汕尾公务员考试《行测》通关模拟试题及答案解析5.docx
-
锅炉运行中存在的问答.docx
-
政治.docx
-
那一刻我懂了作文20篇.docx
