 磨床加工方法Word格式文档下载.doc
磨床加工方法Word格式文档下载.doc
- 文档编号:15276249
- 上传时间:2022-10-29
- 格式:DOC
- 页数:8
- 大小:105.50KB
磨床加工方法Word格式文档下载.doc
《磨床加工方法Word格式文档下载.doc》由会员分享,可在线阅读,更多相关《磨床加工方法Word格式文档下载.doc(8页珍藏版)》请在冰豆网上搜索。
对刀
一.以工件为准
对刀前首先要洗好砂轮侧壁,底部,确定侧壁,底部洗平.
1.平面对刀,即用砂轮底部对刀.将砂轮摇至工件表面约1mm处,再用眼睛目视砂轮底部离工件表面有一条缝即可,此时砂轮未运转.摇动工件确定未撞上砂轮.将工件表面涂上色笔,打开砂轮,然后慢慢下刀并摇动手轮,直到漆笔被擦掉,x轴归0.工件表面研磨过,则直接研磨,未研磨过,则应提起0.02mm后再研磨.
2.侧壁对刀.用砂轮侧壁对刀.与底部对刀差不多,当有一条缝,后打开砂轮,摇动工件,y轴慢慢进刀,听声音或看漆笔确定是否对上刀.此种对刀法易损伤工件,且不怎么准,非特殊情况不用.
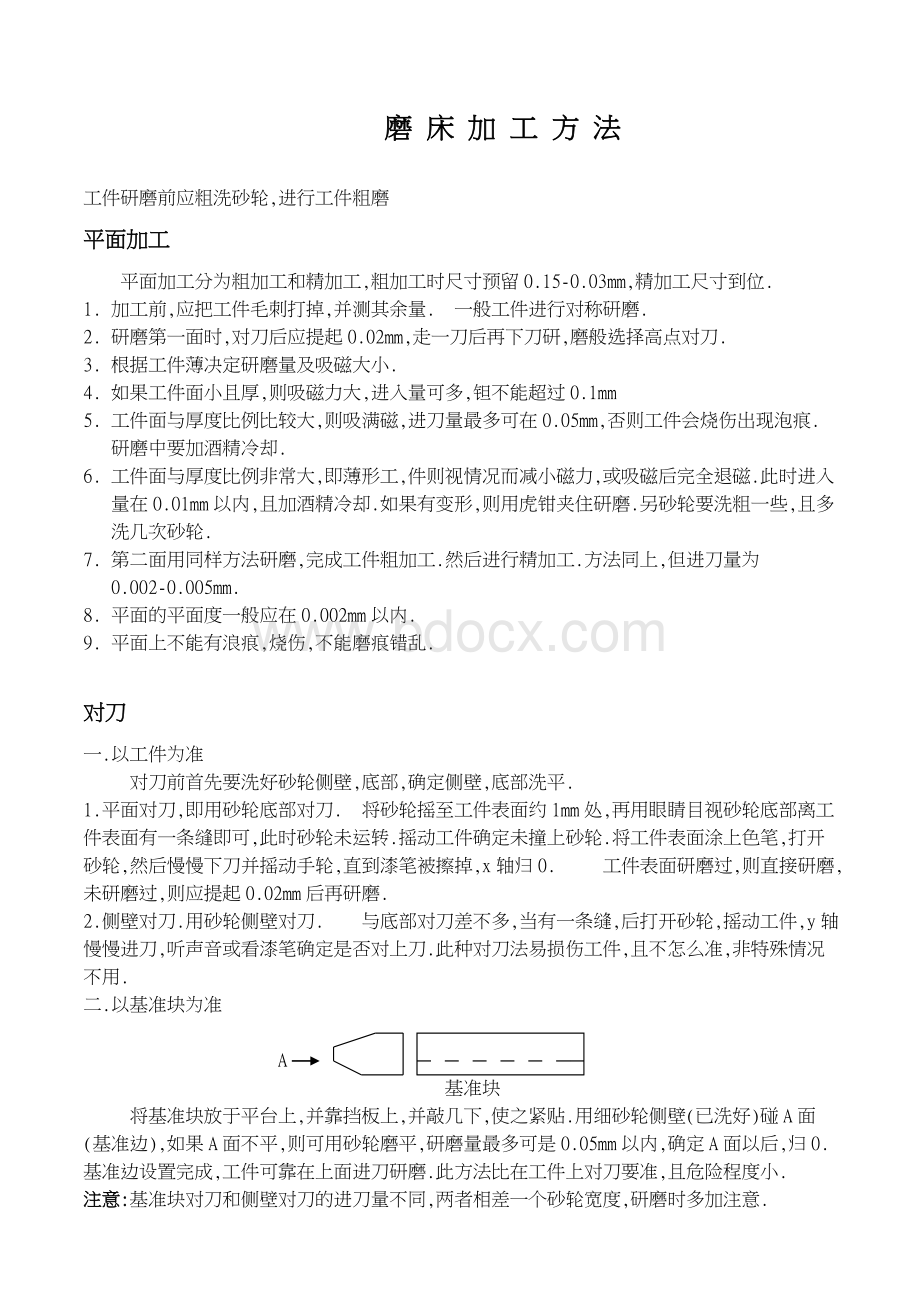
二.以基准块为准
A
基准块
将基准块放于平台上,并靠挡板上,并敲几下,使之紧贴.用细砂轮侧壁(已洗好)碰A面(基准边),如果A面不平,则可用砂轮磨平,研磨量最多可是0.05mm以内,确定A面以后,归0.基准边设置完成,工件可靠在上面进刀研磨.此方法比在工件上对刀要准,且危险程度小.
注意:
基准块对刀和侧壁对刀的进刀量不同,两者相差一个砂轮宽度,研磨时多加注意.
六面体加工方法1
一.六面体加工工序
1.打毛刺4
2.测尺寸余量,一般为0.30mm左右63
3.准备好砂轮,平台,酒精
4.研磨1面,2面,一般选大面.尺寸到位25
5.用虎钳夹持1,2面,研磨3面及5面
6.检测垂直度,并修正至ok
7.研磨4,6面,尺寸到位
二.注意事项
1.各面间要符合要求
2.研磨时切记分中研磨余量
3.垂直度不好,可用虎钳,治具修正
4.工件毛刺应随时清除,处理时不可倒角
5.工件表面应保证光洁度,不可有浪痕,烧焦
6.尺寸公差一般为+_0.005mm
7.薄形六面体在防止变形
台阶加工步骤与注意事项
一.加工步骤35
1.六面体各尺寸到位规格:
40*7*5
2.清洗砂轮侧壁及底部407
3.工件平行置于平台上,用挡块挡校平
4.对刀
5.切台阶
如果砂轮宽度<
5mm,b=2.5—5mm如果砂轮宽度<
2.5mm,也就是1个砂轮宽度要切3次(切台阶时首先要检查一下砂轮宽度,尽量选择大于台阶宽度尺寸的砂轮)
6.清角
7.完成,工件检测,确定返修,ok,ng
二.注意事项
严格控制尺寸,防止工件变形,烧焦目视砂轮洗平即可
工件无毛刺,工件可靠在基准块上面
a.砂轮在基准上对刀进到35mm(y轴),x轴对刀,下至3mm即可
b.砂轮从侧壁对刀进到5mm(y轴),x轴对刀下至3mm即可
对刀要准,必要时一定要涂上色笔
对刀切下去后,再移到y轴,目视稍微移出工件端部切下去,然后再把中间的余量切下去
切台阶应选择y轴>
x轴的台阶面,也就是5>
3,即y5,x3
目视砂轮圆角大小,如果台阶大就一定要清角,台阶小,进刀量可小一点,可不清角.
槽加工b
一.加工步骤ae
1.研磨好六面体,保证,且尺寸到位
2.将工件放于平台上,并校平d
3.用洗好的细砂轮碰边,y轴归零
4.用底部碰边,x轴归零
5.y轴走至c+b/2,然后切削至a.
a.如果砂轮厚度t刚好与槽宽b相等,则直接切削到位
b.如果t<
b,那幺第二刀y轴走量为b-t.此前第一刀处y轴应归零.
c.如果t>
b,则不能切
6.如果直角太钝,应洗砂轮后再研磨一次,即为清角
7.检测ok
二.注意事项
1.砂轮可为粗,细砂轮,但应清角及防止变形
2.如果3b>
t,则应先切两边,再切中间
3.检测槽宽,可用块规检测
4.如果b=t,则t应小0.005—0.015mm
5.对刀方法不同,则第一次进刀量也不同,视情况而定
6.对刀可涂漆笔,擦掉即可;
可用基准块,砂轮碰上即可
斜度加工
一.加工步骤5
1.用正弦平台垫起20度,并将工件放于平台上
2.研磨工件至尺寸10
二.注意事项
1.块规h=100(75)*sin200=34.2(25.65)mm30
2.对刀夹角,则研磨量为(x轴):
x=5cos200=4.7mm
3.六面体须保证,无毛刺
4.特殊情况下,洗斜度砂轮研磨
5.正弦平台,工件应校正
6.测量余度尺寸,应使用工具显微镜或投影机
7.靠破斜度可预留0.01mm左右
8.特殊斜度,使用特殊方法研
斜度槽加工20
一.加工步骤Ab
1.研磨好六面体a
2.切好直角槽15015
3.将砂轮侧壁洗成2度斜面
4.用斜碰工件直角边,然后研磨至尺寸
1.按槽加工,把a尺寸研磨到位,且直角不能太钝
2.轮侧壁洗斜度,b尺寸可大不可小
3.碰边时,砂轮应在A面位置,不可大多,不可太少,最多提起0.002mm
4.研磨一边后,可换另一边,而光学尺寸不变,适于槽为分中工件
5.碰边后,进刀量一般为b*tg20
6.此类斜度不适于正弦平台加工,特殊情况除外
7.研磨后使用工具显微镜多次测量,保证尺寸
8.如果工件太多,且斜度大,应重修一次砂轮
入子加工105
一.研磨步骤407
1.备料:
热处理skd61规格:
40*7*5.5
2.六面体先研磨7mm尺寸到位,后用虎钳研磨40*5.5尺寸到位
3.压脚入子靠在挡板上,砂轮从挡板上碰刀y移至4_0.02,x轴下至0.5+0.05-0.1然后再研磨5mm尺寸到位
4.斜度用正弦磁铁平台垫起10斜度,用校表校平工,件用挡块挡住,再涂上色笔,用光标卡尺在工件上划一条10mm长的线,然后从顶部对刀,下到与线接直即可
5.公差寸法标示:
40-0.024+0+0.0570-0.0150-0.010.5+0.5-0
1.用切割片备料时,单边预留0.2mm,取料时,对刀起初不可下刀太快
2.研磨时,由于工件偏小,应合理使用挡块,还要注意研磨时的进刀量,不可下刀太快,为了防止变形,应加适量酒精冷却
3.入子所靠挡板平面度要好,砂轮对刀要准,入子要用校表校平,研磨5mm尺寸要改用46k砂轮,切削力,面积增大,要防止入子烧焦变形
4.垫斜度方向,从入子顶部对刀下去,进刀量不可太大,预防下刀超过研磨量
芯子加工φec10
一.加工步骤


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 磨床 加工 方法
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 保育笔记.doc
保育笔记.doc
-
北京地区成人学士学位英语统一考试真题及答案.docx
-
幼儿园外出活动安全应急预案.doc
-
形容词变副词规律.doc
-
新概念英语第一册阶段测试题(01--12).doc
-
中班幼儿发展分析报告.doc
-
新概念英语第一册Lesson1-20测试题.doc
-
幼儿园安全教育宣传稿2-3月份.doc
-
描写山水风光的古诗词.doc
-
大学英语B题库阅读四.doc
 幼儿园日常安全检查记录表.xls
幼儿园日常安全检查记录表.xls
-
汽车涂装术语中英文对照.xls
-
1993年全国高考数学试题.doc
-
-简谐运动的图像.doc
-
幼儿园教职工安全培训记录.wps
-
世界主要国家及首都对照表(中英文).doc
-
-渗透作用原理说课稿.doc
-
电大远程网络教育大学英语B统考题库真题.doc
-
2010年江苏省高考化学试卷及解析.doc
-
2012年辽宁省高考数学试卷(文科)答案与解析.doc
-
2006年全国化学竞赛初赛模拟试卷(02).doc
-
幼儿园一日常规检查记录表.xls
-
自考英语二教材课文讲义unit.docx
-
全国高等教育自学考试英语词汇学试题及答案.doc
-
18年高考真题理科数学(全国2卷).doc
-
2008高中化学竞赛初赛模拟试卷(11).doc
-
2012年6月福建省高中生物会考试题.doc
-
1989年全国高考数学文科.doc
-
1994年全国高考数学试题.doc
-
2011年浙江普通高中学业水平考试通用技术试卷及答案.doc
-
1997年全国高中学生化学竞赛(初赛)试题.doc
-
2011年辽宁省高考数学试卷(理科)答案与解析.doc
-
母亲节宣传口号八个字.docx
-
使用Excel制作发货单和送货单模板教程.docx
-
拟招投标工程施工总体方案说明.docx
-
年产1000吨有机蜂蜜加工扩建项目可行性报告定稿.docx
-
内部控制鉴证服务的需求和供给若干争议与探讨1.docx
-
实验五苯妥英钠的制备完结版.docx
-
实用的演讲比赛活动方案9篇.docx
-
施工组织设计河道中心公园.docx
-
十年高考地理真题分类汇编专题13 世界地理 学生版.docx
-
使用WMIC从命令行对Windows的全面管理电脑资料.docx
-
实热证与虚热证的鉴别.docx
-
实小学生必背古诗词100首.docx
-
市预防医学会工作总结.docx
-
实用的房屋合同4篇.docx
-
试吧版高中全程训练计划物理课练10实验 验证牛顿第二定律.docx
-
视频会议试题1.docx
-
示范店食品安全管理制度.docx
-
世界知识产权日活动总结大全.docx
-
市场营销顶岗实习报告范文.docx
