 光整机操作说明文档格式.doc
光整机操作说明文档格式.doc
- 文档编号:15270118
- 上传时间:2022-10-29
- 格式:DOC
- 页数:10
- 大小:213.50KB
光整机操作说明文档格式.doc
《光整机操作说明文档格式.doc》由会员分享,可在线阅读,更多相关《光整机操作说明文档格式.doc(10页珍藏版)》请在冰豆网上搜索。
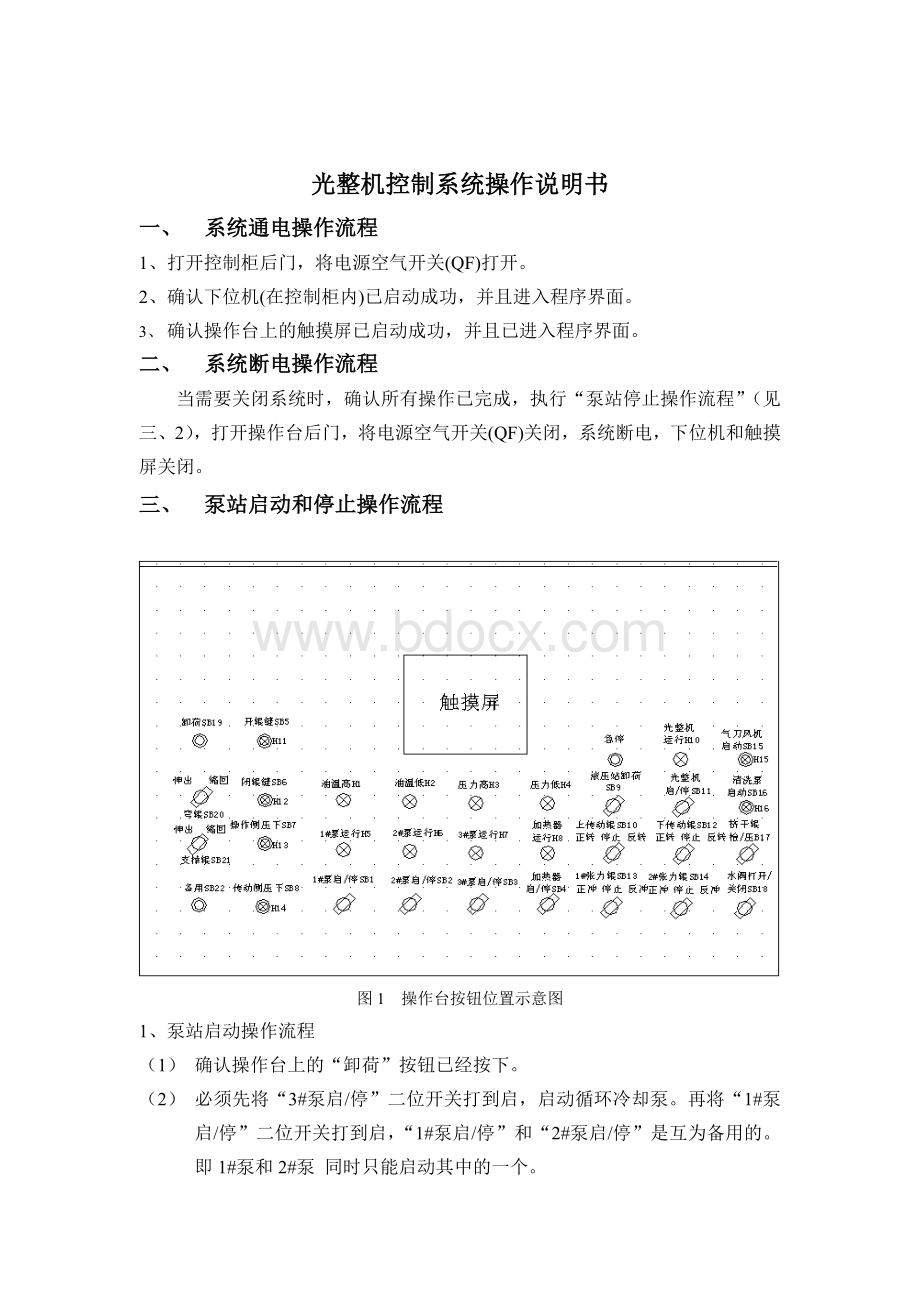
(2)确认操作台上的“卸荷”按钮已经按下,根据实际的泵站工作情况,将“1#泵启/停”按钮和“3#泵启/停”二位开关打到停,或者将“2#泵启/停”和“3#泵启/停”二位开关打到停,泵站停止工作。
四、光整机操作流程
当泵站正常启动后,系统即可投入光整工作。
系统的各项工作由操作台按钮和触摸屏共同设置和操作。
1、触摸屏功能介绍
(1)触摸屏主界面
触摸屏启动后,即进入触摸屏程序主界面,如图2所示。
点击任意位置即进入程序功能界面。
图2触摸屏程序主界面
(2)触摸屏程序功能界面
点击触摸屏主程序界面上任意位置,即进入触摸屏程序功能界面,如图3所示。
触摸屏程序功能界面下方共有六个功能选择按钮,按下不同按钮即可进入相应的功能界面。
主界面右侧有五个状态显示灯。
其中,“辊缝控制”状态灯和“压力控制”状态灯反映的是用户选择的控制状态。
“机组联动”状态灯灯亮则表示现在可以执行“闭辊缝”操作,否者只能执行“开辊缝”操作。
“泵站就绪”状态灯反映的是泵站是否启动好。
“卸荷”状态灯反映是否执行了“卸荷”操作。
触摸屏主界面上的各个数值显示框,除“设定值”所对应的两个数值框可设定数值外(点击该框即可设定数值),其余均只能显示数值。
图3触摸屏程序功能界面
(3)过程参数设定界面
在触摸屏程序功能界面上按下“过程参数设定”按钮,即可进入过程参数设定界面,如图4所示。
点击相应的数值框即可进行数值输入。
各种控制参数说明如下:
辊缝设定值:
闭辊缝状态下的辊缝大小,可以是负值,单位:
微米(μm);
压力设定值:
施加于带材表面的压力,已经扣除了辊系自重和弯辊力,单位:
千牛(KN);
压靠力设定值:
辊系压靠时使用的压力基准值,达到此力时认为辊系完全靠紧,单位:
弯辊力设定值:
弯辊所施加的压力,单位:
图4参数设定界面
(4)状态监控界面
在触摸屏程序功能界面上按下“状态监控”按钮,即可进入状态监控界面,如图5所示。
状态监控界面上所显示的状态均为当前系统的各种实际状态,系统工作时可进入此界面监控系统的各项状态。
当系统发出“油温高”的报警时系统会发出连续蜂鸣警报,按下“禁止警铃”按钮可屏蔽警铃,再次按下此按钮,可重新开启警铃。
图5状态监控界面
(5)控制模式选择界面
在触摸屏程序功能界面上按下“控制模式”按钮,即可进入控制模式选择界面,如图6所示。
必须先把操作台上的“光整机启/停”2位开关打到启动方向,待“光整机运行”指示灯亮后才能选择“光整机投入”。
在选择了“光整机投入”后,再选择“辊缝控制”或“压力控制”。
“辊缝控制”和“压力控制”同时只能选择其中的一种控制模式,正常工作时应该是“压力控制”模式。
“过焊缝选择”:
选择则是自动过焊缝,不选择则是手动过焊缝。
而光整机退出则是先选择触摸屏上的“光整机退出”再将操作台上的“光整机启/停”2位开关打到停止方向,待“光整机运行”指示灯灭后,就退出了光整。
图6控制模式选择界面
(6)压靠操作界面
在触摸屏程序功能界面上按下“压靠操作”按钮,即进入压靠操作提示界面,如图7所示。
按下“确定”按钮即可进入压靠操作界面,如图8所示。
图7压靠操作提示界面
图8压靠操作界面
(7)触摸屏设定界面
在触摸屏程序功能界面上按下“触摸屏设置”按钮,即进入触摸屏设置界面,如图9所示。
进入此屏幕后,根据需求可进行相应的屏幕设置操作。
当触摸屏定位不准时,可进行“触摸校准”操作。
当触摸屏表面需要清洁时可按下“清洁屏幕”操作,此时屏幕将有三十秒的时间不工作,以便清洁屏幕。
对比度可根据实际需要进行加减设置。
图9触摸屏设置界面
2、光整工作操作流程
(1)确认下位机和触摸屏已经启动,并且已经进入程序界面。
(2)按泵站启动流程(见三、1)启动泵站。
(3)在触摸屏的“控制模式选择”界面选择控制模式,如“压力控制”或“辊缝控制”(二者只可选择其一),在触摸屏的“过程参数设定”界面,根据工艺要求设置各项参数。
(4)确认“弯辊伸出/缩回”开关(在操作台面上)处于“弯辊伸出”位置,使弯辊伸出。
“支撑辊伸出/缩回”开关(在操作台面上)处于“支撑辊伸出”位置,使支撑辊伸出。
(5)确认弯辊已经和支撑辊伸出,抬起“卸荷”按钮。
(6)按下“开辊缝”按钮(在操作台面上),油缸活塞将推动辊系上升至指定位置。
(7)当辊缝稳定到预设置的5000um后,即可按下“闭辊缝”按钮,系统进入正常的工作模式。
(8)光整机正常工作时,需打开辊缝可按下“开辊缝”按钮,使辊系下降到指定位置。
(9)光整机正常工作时,需要光整机退出工作状态可按下“卸荷”按钮,使油缸完全缩回,从而使辊系退回最底部。
(10)需要停止光整机工作时,先按下“卸荷”按钮,然后可按照泵站停止操作流程(见三、2),停止泵站。
注:
对于任何紧急情况,可以按下“卸荷”按钮,使辊系退回最底部。
2、压靠操作流程
辊系打磨或更换后,两侧油缸位移传感器的安装高度的不完全一致,以及其他因素等,都会造成系统的压力零位和辊缝零位会发生偏差,所以必须重新进行辊系压靠,此选项的具体操作流程如下:
(1)进入触摸屏的过程参数设置界面(图4),设置压靠力(压靠操作界面也可设置)。
(2)按下触摸屏功能界面上的“压靠操作”按钮,进入压靠操作提示界面(图7)。
按“确定”按钮进入压靠操作界面(图8)。
(3)按照操作规程开启泵站,确认弯辊和支撑辊已经伸出,抬起“卸荷”按钮(操作台),按下“开辊缝”按钮。
(4)完成(3)后,辊系将抬升到预定位置。
然后在触摸屏压靠操作界面上按下“开始压靠”按钮,“开始压靠”指示灯亮起,此时辊系自动上升并接触,当压力达到预设的压靠力时,系统自动以压靠力设定值作为参考值进行恒压控制,此时指示灯“压靠保护”亮。
(5)确认辊系完全靠紧,按下“压靠清零”按钮,“压靠清零”指示灯亮。
(6)待“压靠结束”指示灯亮,标志系统已经测得压力及位置原点,并已经自动将数据存盘,此时按下“卸荷”按钮,辊系重新落到最低处。
(7)退出压靠操作界面,压靠过程结束。
3、换辊操作说明
光整机需要更换工作辊时,先按下“卸荷”按钮,并将“弯辊伸出/缩回”和“支撑辊伸出/缩回”开关打到“缩回”位置。
确认辊系已完全落回最底部,弯辊和支撑辊已完全缩回。
此后,可进行换辊操作,否则,不得进行换辊操作。
每次换辊后,都要执行一次“压靠操作流程”,以便重新定义辊缝和压力原点。
4、机前操作箱按钮说明
为方便操作,机前操作箱设有“操作侧/传动侧压下”、“总压力增大/减小”和“弯辊力增大/减小”三个功能旋钮开关以及一个的“卸荷”按钮,其中“操作侧/传动侧压下”旋钮的功能与操作台上“操作侧压下”按钮和“传动侧压下”按钮相同。
“总压力增大/减小”旋钮的功能用来增大或减小光整机的总压力。
“弯辊力增大/减小”旋钮的功能用来增大或减小弯辊力。
而“卸荷”按钮和操作台上的“卸荷”按钮的功能是一样的。
五、信号连锁关系
1、1#泵和2#泵是互为备用,不能同时启动,只能启动其中之一。
2、辊缝状态转换示意图如下:
开辊缝状态
闭辊缝状态
卸荷状态
表示状态能直接转换到另一种状态
解释:
“卸荷”是指辊系下落到最低处;
“开辊缝”是指上下工作辊之间没有完全靠上,两者间辊缝的开度大小可预先设置;
“闭辊缝”是指辊系完全靠上,有光整力施加于带材表面;
3、在下列情形下系统进入“开辊缝”状态:
(1)“开辊缝”按钮按下;
(2)有“停车信号”;
(3)有焊缝到来,并选择自动过焊缝时;
4、在下列情形下系统进入“闭辊缝”状态:
(1)在系统处于“开辊缝”状态时按下“闭辊缝”按钮;
5、在下列情形下系统进入“卸荷”状态:
(1)“卸荷”按钮按下;
(2)控制程序自动判断;
(3)下位机死机;
(4)有“紧急停车信号”;
6、所谓的控制模式有两种:
恒辊缝控制和恒压力控制
7、在下述情形下系统进入恒辊缝控制模式
(1)开辊缝状态(不进行压靠)
(2)闭辊缝状态下避开焊缝的动作
(3)闭辊缝状态且没有选择恒压控制
(4)其他需要辊系平稳上抬或下降的过渡过程
8、在下述情形下系统进入恒压力控制模式
(1)开辊缝并选择“进行压靠”且进入“压靠力保护”;
(2)闭辊缝且选择“恒压控制”;
六、过焊缝时系统的控制动作说明
如果系统当前处于“开辊缝”状态或“卸荷”状态,由于此时两个工作辊之间存在一定的缝隙,因此系统不对焊缝信号作任何处理。
如果系统当前处于“闭辊缝”状态,并选择自动过焊缝,当焊缝信号到达后,操作界面的“状态监控”栏显示“过焊缝”,辊系将自动打开到系统默认辊缝预设定值(5mm),待焊缝信号消失后,辊系会自动重新闭合,恢复到过焊缝以前的工作模式。
如果焊缝检测失灵,导致系统没有收到焊缝信号,则当焊缝到达时应该按下“开辊缝”按钮,确认焊缝过去后再按“闭辊缝”按钮。
七、计算机系统的恢复说明
如果计算机的操作系统出现问题,当确认不是硬件问题后,可以用“ghost”软件从优盘的备份文件恢复系统。
详细过程下:
(1)插入优盘,重新启动计算机(USB接口和重启按钮均在前面板);
(2)计算机从优盘启动,进入“MicrosoftMS-DOS7.1startupMenu”界面后,选择“3、BootDOSONLY(NoAnyDrivers)”;
也可不选,由计算机自行选择运行;
(3)启动成功后,将出现“C:
\>
”;
(4)键入“C:
ghost.bat”,将自动恢复计算机系统;
(5)待计算机重新启动后,迅速拔出优盘,系统恢复完成。
八、光整机操作时的注意事项:
1、当机组速度和张力稳定的时候,光整机再投入使用。
2、正常工作时,最大光整力不要超过200吨,最小光整力不要小于80吨。
3、当机组降速的时候,进行“开辊缝”操作。
4、操作台上的“加热启启动”按钮是用来加热油的,当油温低的时候才使用,一般的情况下不要使用。
附:
计算机接线示意图
计算机接线应保证连接线线号与计算机相应板卡标号一致。
9


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 整机 操作 说明
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 保育笔记.doc
保育笔记.doc
-
北京地区成人学士学位英语统一考试真题及答案.docx
-
幼儿园外出活动安全应急预案.doc
-
形容词变副词规律.doc
-
新概念英语第一册阶段测试题(01--12).doc
-
中班幼儿发展分析报告.doc
-
新概念英语第一册Lesson1-20测试题.doc
-
幼儿园安全教育宣传稿2-3月份.doc
-
描写山水风光的古诗词.doc
-
大学英语B题库阅读四.doc
 幼儿园日常安全检查记录表.xls
幼儿园日常安全检查记录表.xls
-
汽车涂装术语中英文对照.xls
-
1993年全国高考数学试题.doc
-
-简谐运动的图像.doc
-
幼儿园教职工安全培训记录.wps
-
世界主要国家及首都对照表(中英文).doc
-
-渗透作用原理说课稿.doc
-
电大远程网络教育大学英语B统考题库真题.doc
-
2010年江苏省高考化学试卷及解析.doc
-
2012年辽宁省高考数学试卷(文科)答案与解析.doc
-
2006年全国化学竞赛初赛模拟试卷(02).doc
-
幼儿园一日常规检查记录表.xls
-
自考英语二教材课文讲义unit.docx
-
全国高等教育自学考试英语词汇学试题及答案.doc
-
18年高考真题理科数学(全国2卷).doc
-
2008高中化学竞赛初赛模拟试卷(11).doc
-
2012年6月福建省高中生物会考试题.doc
-
1989年全国高考数学文科.doc
-
1994年全国高考数学试题.doc
-
2011年浙江普通高中学业水平考试通用技术试卷及答案.doc
-
1997年全国高中学生化学竞赛(初赛)试题.doc
-
2011年辽宁省高考数学试卷(理科)答案与解析.doc
-
时间管理讲义Word文档下载推荐.docx
-
人民医院室外附属工程技术标Word下载.docx
-
人教版四年级数学下册乘除法简便计算 204Word下载.docx
-
人力资源师Word文件下载.docx
-
石阡县晏明中学课题研究培训讲话稿Word文档格式.docx
-
双拥先进个人事迹材料Word文档格式.docx
-
山水地质学与中国绘画版本二尔雅满分答案Word格式.docx
-
人教版八年级上册历史期末复习提纲文档格式.docx
-
十字轴零件的机械加工工艺规程及工艺装备设计全套图纸Word下载.docx
-
厦门市普通高中毕业班质量检查理综Word文件下载.docx
-
实验二WEB和FTP服务器搭建Word文件下载.docx
-
生理学期末考试复习重点Word文档格式.docx
-
实验室设备管理系统的需求分析docWord文档下载推荐.docx
-
秋浙大远程教育民法总论离线作业Word文件下载.docx
-
暑假作业中考口语话题作文Word文档格式.docx
-
十八岁成年礼的策划书文档格式.docx
-
认知心理学提纲Word文件下载.docx
-
汕头市龙湖区中考语文模拟试题及答案Word文档下载推荐.docx
-
人教版必修二语文第三单元10《游褒禅山记》教学设计Word格式文档下载.docx
