 五金冲压进料检验标准Word文档下载推荐.doc
五金冲压进料检验标准Word文档下载推荐.doc
- 文档编号:15269811
- 上传时间:2022-10-29
- 格式:DOC
- 页数:9
- 大小:304KB
五金冲压进料检验标准Word文档下载推荐.doc
《五金冲压进料检验标准Word文档下载推荐.doc》由会员分享,可在线阅读,更多相关《五金冲压进料检验标准Word文档下载推荐.doc(9页珍藏版)》请在冰豆网上搜索。
AQL:
CRI=0MAJ=0.65MIN=1.5.
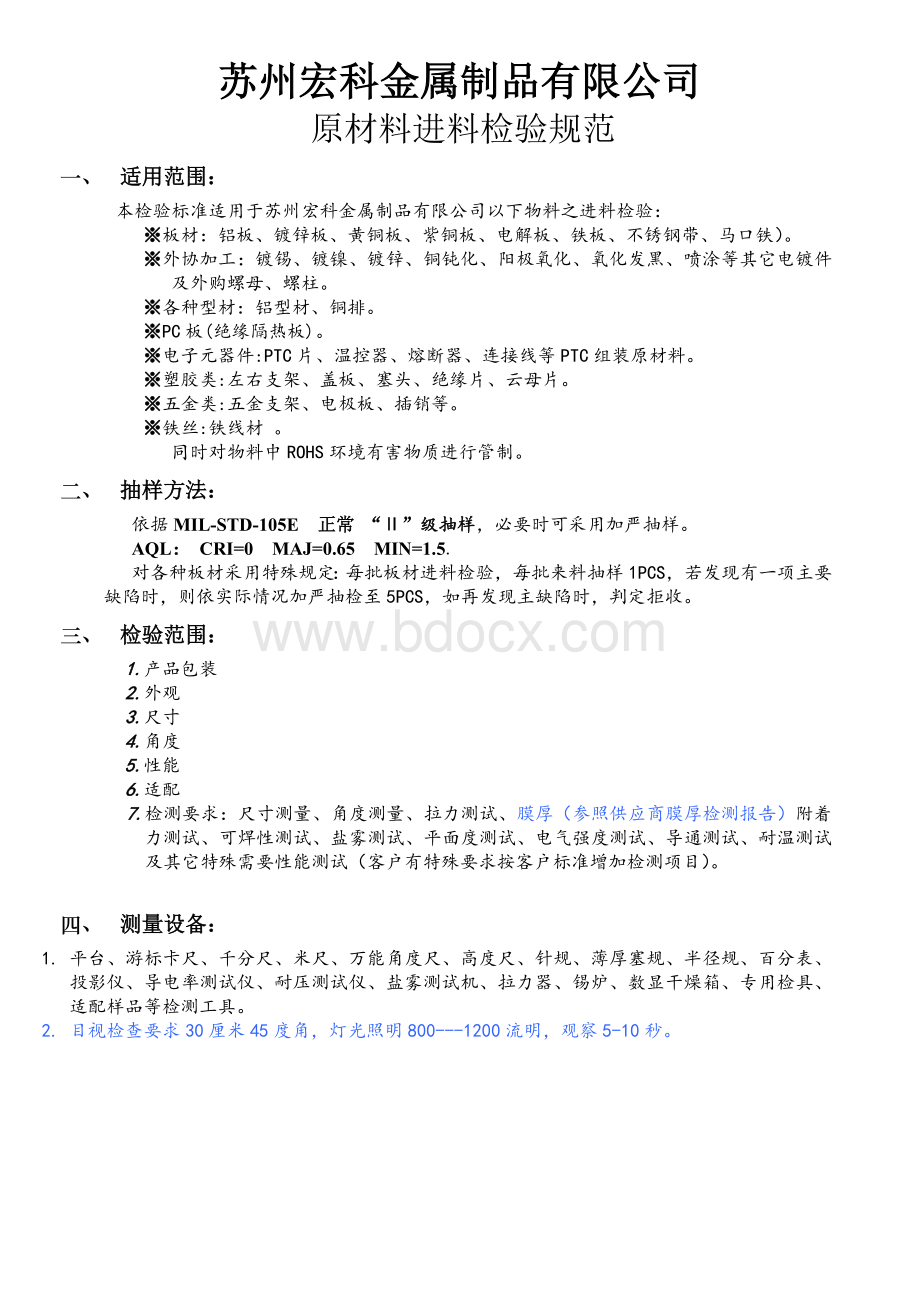
对各种板材采用特殊规定:
每批板材进料检验,每批来料抽样1PCS,若发现有一项主要缺陷时,则依实际情况加严抽检至5PCS,如再发现主缺陷时,判定拒收。
三、检验范围:
1.产品包装
2.外观
3.尺寸
4.角度
5.性能
6.适配
7.检测要求:
尺寸测量、角度测量、拉力测试、膜厚(参照供应商膜厚检测报告)附着力测试、可焊性测试、盐雾测试、平面度测试、电气强度测试、导通测试、耐温测试及其它特殊需要性能测试(客户有特殊要求按客户标准增加检测项目)。
四、测量设备:
1.平台、游标卡尺、千分尺、米尺、万能角度尺、高度尺、针规、薄厚塞规、半径规、百分表、投影仪、导电率测试仪、耐压测试仪、盐雾测试机、拉力器、锡炉、数显干燥箱、专用检具、适配样品等检测工具。
2.目视检查要求30厘米45度角,灯光照明800---1200流明,观察5-10秒。
五、检查项目:
1.板材(铝板、镀锌板、黄铜板、紫铜板、电解板、铁板、不锈钢带、马口铁)。
项目
检验项次
检测方法
检测工具
判定
CRI
MAJ
MIN
包装
1.外包装无品名或无料号,环保材料无环保标签;
生产日期,有产品泄露等..。
目视
√
外观
1.板面平整:
光洁度不够好,有明显的波纹状。
2、板面有裂纹、划痕、压痕、变形、变色、暗纹、毛边等。
划痕、压痕深≥0.03mm长≥0.02mm宽≥0.05mm
依据图纸尺寸测量实物
(带料长度不作测量)
米尺
卡尺
千分尺
3.板面有锈蚀及黑点。
尺寸
1.尺寸应不符合公司要求。
投影仪
2.长、宽之公差范围不符合。
【长度之公差为±
10.0/3.0mm宽
公差为±
5.0/2.0mm】
3.厚度测量之公差范围不符合:
厚度≥1mm的公差为≤±
0.05mm;
1>厚度>0.5mm的公差为±
0.05mm;
厚度≤0.5mm的公差为±
0.03mm
平面度
片材、板材平面度≤0.5mm以下(卷材不做判定)
测量实物
厚薄规
性能
1.折弯90度后,折弯处有裂纹,有起层现象。
每批检验1PCS
折弯台钳
2.马口铁、镀锌板表面上锡不满足要求。
温度:
235℃±
5℃
上锡面积为5*5mm
锡点牢固,不可脱落OK
锡炉
3.紫铜板、黄铜板导电率≤96%。
测试面积为100*100mm
测5个点
导电率测试仪
4.阳极封孔检测:
滴清水在产品表面上,水干后留有水痕,且用酒精擦,擦不掉为NG(手摸无粘手感觉)
纯净水
目视
5.盐雾试验,测试结果不符合要求。
参照《盐雾试验方法》
CZ-600精密盐雾测试机
6.可焊性检测:
镀锡/钝化/镀镍等产品要求可焊性不满足要求。
温度235±
5℃,上锡面积为5*5mm锡点,
牢固,不可脱落OK
7.镀层厚度检测不满足要求。
【根据图纸要求进行测量及组装适配并由外协商提供镀层厚度检测报告】
实物测量
组装适配
配样品
8.附着力检测,有整格脱落为不合格。
【用美工刀,直尺在被测涂膜上均匀地划出1mm*1mm的方格约100格左右,然后用胶纸与方格面粘牢后迅速拉起。
】
做此检测为破坏性测试,每一批次做检验2PCS特殊大件产品用同样边代替试验检测
透明胶纸
直钢尺刀片
9.适配测试,测试与适配不合格。
【有螺孔必用螺纹规进行测试,自攻螺纹必须用相同螺丝组装适配】
用螺纹规按抽样数检测,自攻牙螺纹孔,每用自攻牙螺纹钉适配3PCS确认
螺纹规
适配自攻螺钉电批
1.核对箱内实物与箱外《产品标签》不一致,GP产品无绿色标签。
2.单件产品的防护包装不够好,尾数箱内间隙未用包装物填满。
3.每整箱数量不够准确。
【每批出货时,必需按发货通知单数核对总箱数量,尾数箱必须全点数后方可出货】。
2.外协产品:
镀锡、镀镍、镀锌、铜钝化、阳极氧化、氧化发黑、喷涂等其它电镀件及外购螺母、螺柱。
判定
1.外包装无品名或料号、环保材料无环保标签或生产日期,有物料泄露等..。
1.表面光滑、色泽均匀不一致。
2.颜色光亮度与样品色板及签核之有效样品对比不能满足。
参照限度样品
3.表面处理产品表面出现锈蚀、麻点、颗粒底材、起泡、发白、黄斑、黑点、磨花、哑光、开裂、烘干不透、针孔、缩孔、缩边等现象。
目视/限度样品
1.尺寸不符合工程图纸要求或技术部签订之有效样品。
1.用浓度5%的硝酸滴在产品的表面,5秒钟内有冒气泡现象。
每一批检验3PCS
必要时加严抽样
2.阳极导通检测导通为不合格【阳极产品用万用表检测导通,具体参照万用表操作说明】。
参照万用表操作说明
万用表
3.盐雾试验,测试结果不符合要求。
CZ-600型盐雾测试机
4.可焊性检测:
镀锡/钝化/镀镍等产品可焊性能不满足要求。
测试条件:
5℃时间:
3s上锡面积为5*5锡点牢固不可脱落OK
5.镀层厚检测不符合要求。
【根据图纸要求进行测量及组装适配并由外协供方提供镀层检验报告】。
实物测量/组装适配
适配样品
6.附着力检测有整格脱落为不合格【用美工刀,直尺在被测涂膜上均匀地划出1mm*1mm的方格约100格左右,然后用胶纸与方格面粘牢后迅速拉起。
】
做此检测为破坏性测试:
要求每次喷涂时,附带本产品同一种材料的边角料做同一批同样的喷涂处理,留做检验使用1PCS
直钢尺
刀片
7.适配测试适配不合格【有螺孔必用螺纹规进行测试,自攻牙螺孔必需用配套的螺丝组装。
用螺纹规按抽样数检测,自攻牙螺孔每批用自攻螺钉适配3PCS确认
适配自攻螺钉
电批
8.导电率/平面度测试不符合【铜钝化产品导电率≤96%,平面度检测不符合图纸要求。
测试面积为50*50mm测2个点
导电率仪
检验平台
3.各种型材(铝型材、铜排)
1.外包装无品名/料号、环保材料无环保标签或生产日期,物料出现泄露现象。
1.表面不平整、色泽均匀不一致。
2.表面出现有锈蚀、麻点、黑点、黄班、划痕等现象。
3.光洁度与技术部签核之有效样品对比不能满足。
1.各重点尺寸不符合要求
万能角度尺
2.角度与要求不符。
【若图纸上未注明角度公差,则按±
0.2度。
适配
1.重点孔径出现孔大或孔小。
用针规或焊柱适配,孔径适配时针规不易过紧或过松,倒置时针规不易滑落
针规
实物样品
1.PTC铝型材(A6063)硬度不符合HW10-14要求
每批硬度值检验2PCS必要时加严检验
硬度仪
2.CPU铝型材(A6063)硬度不符合HW5-8要求
3.CPU铜排(C1100)硬度不符合HB78-80要求
4.PC板(绝缘隔热板)
包裝
1.外包装无品名或料号;
环保材料无环保标签或生产日期;
有物料泄露现象。
√
1.表面不光滑、色泽均匀不一致。
2.板面有裂纹或有手感的划痕、损伤。
1.尺寸不符合公司要求
2.长、宽之公差范围不符合:
长度之公差为:
±
10.0/3.0mm;
寬度公差为:
5.0/2.0mm
厚度≥1公差为≤±
0.1mm1>厚度>0.5的公差为±
0.5mm厚度≤±
0.5的公差为±
0.03mm
1.折弯90度后,折弯处有裂纹、有起层断裂现象
2.阴燃测试不合格。
测试时以PC板平面为测试点,明火离PC板约30mm用明火燃烧5秒钟,离火即灭,判定合格品。
普通打火机
5、电子元器件(PTC片、温控器、熔断器、连接线)
2.颜色光亮度与色板及签核之有效样品对比不能满足。
参照限度样品
3.产品表面出现有锈蚀、麻点、颗粒、露底材、起泡、发白、黄斑、黑点、脱皮、起毛、破损、毛边及丝印标识不清晰等现象。
【未注明公差尺寸按GB1804-M级执行】
长度之公差为±
0/0.02mm;
宽公差为±
0/0.02mm
【连接线为特殊公差不参照此标准】
厚度≤2.3mm公差为±
0.05mm;
厚度≤2.0mm的公差为±
0.02mm
1.检测来料不符合电气性能要求
核对来料检验报告相


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 五金 冲压 进料 检验 标准
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 保育笔记.doc
保育笔记.doc
-
北京地区成人学士学位英语统一考试真题及答案.docx
-
幼儿园外出活动安全应急预案.doc
-
形容词变副词规律.doc
-
新概念英语第一册阶段测试题(01--12).doc
-
中班幼儿发展分析报告.doc
-
新概念英语第一册Lesson1-20测试题.doc
-
幼儿园安全教育宣传稿2-3月份.doc
-
描写山水风光的古诗词.doc
-
大学英语B题库阅读四.doc
 幼儿园日常安全检查记录表.xls
幼儿园日常安全检查记录表.xls
-
汽车涂装术语中英文对照.xls
-
1993年全国高考数学试题.doc
-
-简谐运动的图像.doc
-
幼儿园教职工安全培训记录.wps
-
世界主要国家及首都对照表(中英文).doc
-
-渗透作用原理说课稿.doc
-
电大远程网络教育大学英语B统考题库真题.doc
-
2010年江苏省高考化学试卷及解析.doc
-
2012年辽宁省高考数学试卷(文科)答案与解析.doc
-
2006年全国化学竞赛初赛模拟试卷(02).doc
-
幼儿园一日常规检查记录表.xls
-
自考英语二教材课文讲义unit.docx
-
全国高等教育自学考试英语词汇学试题及答案.doc
-
18年高考真题理科数学(全国2卷).doc
-
2008高中化学竞赛初赛模拟试卷(11).doc
-
2012年6月福建省高中生物会考试题.doc
-
1989年全国高考数学文科.doc
-
1994年全国高考数学试题.doc
-
2011年浙江普通高中学业水平考试通用技术试卷及答案.doc
-
1997年全国高中学生化学竞赛(初赛)试题.doc
-
2011年辽宁省高考数学试卷(理科)答案与解析.doc
-
最新部编版七年级历史上册第3单元秦汉时期统一多民族国家的建立和巩固检测题含答案Word文件下载.docx
-
最新新PEP小学英语四年级下册unit6shoppingAletstalk教学设计及说课稿Word文件下载.docx
-
下半年江西省综合法律知识犯罪模拟试题Word下载.docx
-
五年级下册英语教案Unit1Myday5人教PEPWord下载.docx
-
学前教育学专升本大纲Word格式.docx
-
营销文库ORACLE双机热备安装文档Word格式文档下载.docx
-
优质文档合同法司法解释三201X易修改word版 11页Word文档格式.docx
-
新人教版小学三年级下册数学教案全册Word文件下载.docx
-
五年级语文下册第二单元刘万芳Word下载.docx
-
最新国家开放大学电大《组织行为学》期末题库及答案Word文档格式.docx
-
扬州经典导游词3篇完整版Word文件下载.docx
-
夏文化北播及其与匈奴关系的初步考察Word文档下载推荐.docx
-
最新精选小学五年级语文期中考试试题3套及答案 精品Word格式文档下载.docx
-
学年八年级语文下学期第三次月考试题 鄂教版Word文件下载.docx
-
养牛项目可行性分析报告Word格式文档下载.docx
-
一建法规高频考点精华版Word下载.docx
-
湘鲁版小学英语五年级上册的知识点Word文件下载.docx
-
最新人教版九年级语文下册教案全册Word格式.docx
-
最新烟草商业企业卷烟损益扫码系统使用手册Word格式.docx
