 IE全套资料第4章Word下载.doc
IE全套资料第4章Word下载.doc
- 文档编号:15268737
- 上传时间:2022-10-29
- 格式:DOC
- 页数:15
- 大小:192KB
IE全套资料第4章Word下载.doc
《IE全套资料第4章Word下载.doc》由会员分享,可在线阅读,更多相关《IE全套资料第4章Word下载.doc(15页珍藏版)》请在冰豆网上搜索。
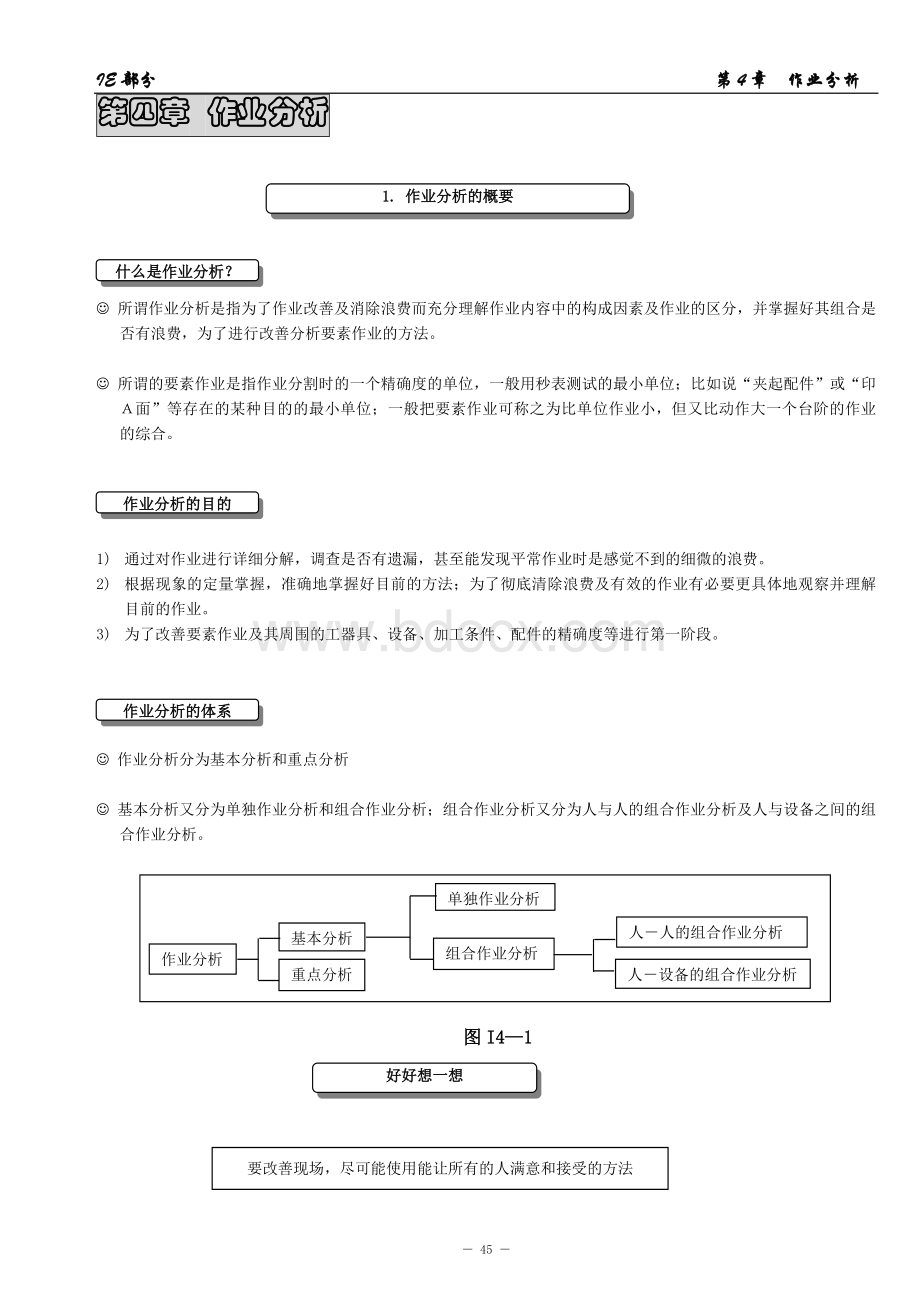
作业分析的推进步骤
分析目的的明确化
分析准备
作业的观察
作业顺序的确认
用秒表测时间
整理数据
图表化及研究改善
图I4 —2
(1)将作业按要素作业分割的单位越小越好,但一定要保证能检测到的大小。
(3/100分~5/100分为界限)
(2)分为主要目的要素和辅助目的要素
①主要目的要素:
磨,切削,装配,分割等
②辅助目的要素:
夹配件,放材料等
(3)作业分为作业者要素及设备要素;
比如以机加工为中心的作业时又分为人的作业时间和设备作业时间。
(4)尽可能把要素作业分为不同的目的;
比如加工、移动、检查、等待等。
(5)分为规则要素及不规则要素
①规则要素:
每一个作业或一个周期所发生的要素。
例:
把配件安装在设备上,把配件从设备上拆除。
②不规则要素:
作业中需要,但跟规则或基本要素作业的周期相比无规则间距所发生的因素。
例:
用测试仪测数据,刷掉刀架上的铁屑等。
思想共享
J为了统一思想,最重要的是向人们耐心地说明过渡到比现状更为先进状况的过程;
有可能的话,把整个过程的每个阶段区分开。
J关心身边共事的同事们,他们每个人的看法不同,关于您的想法会存有各自的意见。
J即使同样的想法,传达给他们每个人时应用最恰当的方法;
这样会从他们那里得到所希望的反应。
作业的调查
J首先对测试对象进行充分的预备调查。
(1)调查对象作业是否正常地按规定进行。
(2)调查材料是否与正规的一致。
(3)调查是否使用规定的设备设备或工具。
(4)调查现场配置是否处于规定的状态。
(5)其它条件是否在规定的状态下进行。
J预备测试完成后,对以下具体的要素进行实际的测试
(1)对作业进行分割后把情况按照作业顺序记录在测试表的作业栏上,并确认其作业顺序记录是否正确。
(2)作为作业对象的部件或现场配置尽可能详细地进行描述。
分析符号
(1)贴分析符号是为了让大家看清楚分析内容,并能马上理解作业的进行过程及作业的内容。
(2)加工以大“○”来表示;
准备及收尾等为了进行加工的机械操作、材料、前工序完成品取放等都以加工符号来表示。
①将轴和弹簧拿起,进行装配;
②拿起喷漆用喷头,喷外板后,放下喷头;
③从工装上拿起已完成的铸件,放在托盘上等等。
(3)检查用“◇、□”来表示
①检查内容有系数、计量、质量检查,但实际是分为如下两个部分;
②量的检查是用“□”;
质的检查是用“◇”来表示。
(4)移动是用小“○”来表示,工序内两步以上步行的移动,用大车搬运材料、成品或工具等的移动和有时作业人员空手移动。
(5)等待是用“▽”来表示。
材料、配件等尚未加工检查的处于等待的状态。
作为现场改善的领导
J 作为领导,应检查一下自己能为改善有多大的帮助。
J 探索象大雁般能相互扶持生存的方法
J 业务分工应有效地构成,领导应根据情况周旋在员工之中,发辉其作用。
J 检查一下个人的业务和目标是否与集体的目标连在一起。
J 确认一下是否准备好从失败中学到东西。
J改善的目标
改善的目标应从“重点思考”想起,即使改善目的再有魅力,但从改善的效果来看没什么可期待的效果时,应先考虑其它改善目的。
2.作业时间的测试
用秒表测试
(1)观测准备
①准备1/100分或1/60分刻度的秒表;
②观测次数为最好是可连续观测约5-10次;
③准备观测板、铅笔、卡尺、千分尺、尺、计算器等。
(2)观测位置和姿势
①选择能看清楚作业情况,但不影响主要的位置;
②站在作业动作区分与表、眼睛能达到直线的位置;
③应小心不要把秒表掉在地面等。
(3)观测时的要点
①作业人员说清楚观测的目的,得到他们的协助以得到更好的结果;
②确认作业状态及内容是否正常;
③为了能充分理解作业内容,多观察几个循环后进行测试;
观测时将作业分割成容易观测的单元;
④测试时以要素作业为单位把观测的时间记录下来,每个要素作业要有决定时间的代表值;
⑤除去异常数据后,取平均值作为改善研究的依据。
时间观测时的注意事项
J时间观测作为观测法的一种,不管是好的结果还是坏的结果能明确地表现出来,因此要特别注意不要给现场施加异常的刺激或人际关系上出现问题。
J为此要与现场有关人员进行充分的沟通,解释清楚测试对象作业、时机,时间等以求谅解,最好避免擅自行动或观测分析。
观测记录的整理
J观测时必须提前打开秒表,连续测试作业的重复。
J观测时间的记录要领如下:
(1)作业的一个循环的最初和最终以分来记录,测试中有异常发生时下一个作业的时间值同样用分来记录。
(2)如发生不规则作业时应及时在空白的预备栏上记录下来。
(3)由于作业的细微的动作反复需要了解其次数时,利用时间栏记录其次数。
(4)观测中需要改善事项尽量详细地记录,以便在以后改善时利用。
(5)对每个时间进行计算,除去异常值后算出平均值。
作业测试事例
轴研磨作业的连续测试事例
作业
区分
1
2
3
4
5
备注
吹掉轴两端的空气
个别
读数
8
91
6
371
674
7
985
1,222
将轴安装在夹具上
94
75
4
78
89
26
打开开关运转设备
9
103
83
9
87
98
34
砂轮靠进轴
7
87
3
90
1,002
37
外径研磨(第一回)
165
272
179
566
171
861
1781,180
1691,406
砂轮离开轴,关闭开关
19
20
86
18
79
21
1,201
用量具测量
8
99
93
88
10
11
打开开关,砂轮靠进轴
4
303
97
92
↓
外径研磨(第二回)
33
36
42
639
26
918
51
18
54
M
19
1,508
11
61
666
46
16
12
把轴从设备上取出,放在工作台上
365
670
978
1,215
5
1,521
13
砂轮研磨修整
27
△973
循环时间
计
282
305
308
237
306
表I4 —1
3.组合作业分析
组合作业分析的目的
(1)明确人与人、人与设备、设备与设备的作业分工;
(2)明确作业量的不均匀状态;
(3)掌握人员的等待与设备的非运转部分,提高运转率。
人员(ROBOT)
设备
符号
名称
说明
单独作业
在时间上人与设备各自进行无关的作业
自动
与作业者无关依靠自动设备进行作业
组合作业
设备与其它作业者一起进行的作业,即某一方限制着时间的作业
手工作业
因作业人员的准备,拆除等活动受到时间限制的作业
等待
由于相关设备或其它人正在作业,造成作业人员的等待
停机
由于相关作业人员或设备正在运转而产生的设备的停止或空转
表I4 —2
组合作业分析的改善出发点
(1)减少或去除人员的等待时间比率;
(2)减少或去除设备休息、停止时间的比率;
(3)利用工器具的改善、设备的改良、自动化等措施、减少或去除人与人、人与设备的合作作业;
(4)将人与人的合作作业利用工器具、设备的使用等措施,实现单独作业化;
(5)考虑是否取消移动作业或合并等等;
(6)研究是否缩短设备的运转时间。
为了现场的小组运作
J 如用1-10的分数打分的话,您的小组能得多少分?
J 您的小组都存在什么样的作用?
J 组员之间的矛盾能达到什么程度?
J 为了成为成功的小组,应开发独特的程序;
成为业务成功率高的小组是需要时间和耐心的,为了取得明显的成果,请现在马上开始行动吧!
组合作业分析的例子
表I4 —3
4.重点分析
J 彻底地调查及分析制造现场中的作业人员及物品的现象,并利用其结果找出其中的原因即为重点分析,其目标是明确每个要素作业的因果关系,减少或去除不必要的因素。
J 重点分析的目标
明确每个要素作业的因果关系,除掉不必要的因素,实现问题或浪费因素的零化。
J 重点分析的关键
(1)基本分析中存在问题的每个内容要掌握清楚;
(2)更具体,更详细地分析问题的核心部分;
(3)此结果为基础,研究改善方案并执行。
重点分析的种类
主作业设备的分析
J调查主要作业的设备设备的


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- IE 全套 资料
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 保育笔记.doc
保育笔记.doc
-
北京地区成人学士学位英语统一考试真题及答案.docx
-
幼儿园外出活动安全应急预案.doc
-
形容词变副词规律.doc
-
新概念英语第一册阶段测试题(01--12).doc
-
中班幼儿发展分析报告.doc
-
新概念英语第一册Lesson1-20测试题.doc
-
幼儿园安全教育宣传稿2-3月份.doc
-
描写山水风光的古诗词.doc
-
大学英语B题库阅读四.doc
 幼儿园日常安全检查记录表.xls
幼儿园日常安全检查记录表.xls
-
汽车涂装术语中英文对照.xls
-
1993年全国高考数学试题.doc
-
-简谐运动的图像.doc
-
幼儿园教职工安全培训记录.wps
-
世界主要国家及首都对照表(中英文).doc
-
-渗透作用原理说课稿.doc
-
电大远程网络教育大学英语B统考题库真题.doc
-
2010年江苏省高考化学试卷及解析.doc
-
2012年辽宁省高考数学试卷(文科)答案与解析.doc
-
2006年全国化学竞赛初赛模拟试卷(02).doc
-
幼儿园一日常规检查记录表.xls
-
自考英语二教材课文讲义unit.docx
-
全国高等教育自学考试英语词汇学试题及答案.doc
-
18年高考真题理科数学(全国2卷).doc
-
2008高中化学竞赛初赛模拟试卷(11).doc
-
2012年6月福建省高中生物会考试题.doc
-
1989年全国高考数学文科.doc
-
1994年全国高考数学试题.doc
-
2011年浙江普通高中学业水平考试通用技术试卷及答案.doc
-
1997年全国高中学生化学竞赛(初赛)试题.doc
-
2011年辽宁省高考数学试卷(理科)答案与解析.doc
-
初中语文七年级下册人教版全部教案.docx
-
储罐的排版及焊接顺序.docx
-
船舶阻力与推进课程设计.docx
-
促销活动策划方案15篇.docx
-
大型会议接待方案6篇.docx
-
大学面试问题.docx
-
大学生创业计划书大全完整版.docx
-
单片机原理及接口技术试题与答案.docx
-
党的纪律检查机关案件审理工作条例.docx
-
道路硬化监理实施细则.docx
-
低压电器安装实习心得.docx
-
地税局实习心得三篇.docx
-
地支穿害的危害总结.docx
-
第7章 我们临近的国家和地区 第一二三四节同步测试.docx
-
第一次跟客户见面要怎么沟通有哪些技巧.docx
-
电力排管表格终.docx
-
成本会计计算题及答案.docx
-
诚信考试活动主持词开场白.docx
-
城市规划管理技术规定.docx
